Файл: ПМ. 04. 01 Технология сборочных работ 1 Технологическая карта на сборку изделия.doc
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 12.01.2024
Просмотров: 219
Скачиваний: 5
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
ПМ.04.01 Технология сборочных работ2.1 Технологическая карта на сборку изделияДля изготовления и сборки шкафа комбинированного двухстворчатого составляем технологическую карту на изготовление и сборку изделия. Последовательность изготовления консоли предоставлена в таблице 3 - Технологическая карта на сборку изделиеТаблица 2.1- Технологическая карта на сборку изделия

Чтобы конструкция не расшатывалась, теперь мы установим заглушку, которая в данном случае будет выступать в роли ребра жесткости. Закрепляем их при помощи конфирмантов.Теперь последняя часть сборки каркаса - установка задней панели шкафа. Все элементы необходимо устанавливать одновременно. В первую очередь устанавливаем горизонтальные и вертикальные боковые стенки, закрепляя их на основании с подтверждениями. Затем ставим рамку сверху, на подтверждения. Здесь нужно оставить немного свободного хода, так как придется проверять диагональ всего корпуса. Выравниваем конструкцию. Перед тем как прикрепить заглушку из ДВП, которая добавит конструкции жесткости, нужно убедиться, что все углы шкафа находятся под углом 90 градусов. В противном случае шкаф будет кривым.Далее приступаем к установки задней панели. Прикрепляем заднюю панель к металлическим скобам. Процесс выравнивания заключается в выполнении следующих действий. Необходимо с помощью рулетки сначала отмерить одну диагональ, затем вторую и по разнице значений определить, в каком направлении нужно «калибровать». Таким образом выравниваем конструкцию и с усилием заворачиваем подтверждения до конца с металлическими уголками с внутренней стороны.Вначале нужно установить на боковины пластиковые упорные подшипники. В общем, они бывают разных видов: в виде пуговицы, под гвоздь, с ножкой и так далее. Несмотря на свою простоту, они выполняют важную функцию - защищают торец ДСП от влаги, которая может скапливаться на полу во время уборки.Сборка шкафа имеет следующею последовательность:
В цехе в результате раскроя синтетического облицовочного материала и ЛДСтП образуется 2 вида отходов: опилки и обрезки. Опилки удаляют с помощью эксгаустерной системы, обрезки вывозят из цеха на тележке.Таблица 2. Техническая характеристик станка FORMULA S30-
Таблица 2. Техническая характеристика станка Olimpic k201 HFA
Таблица 2. Техническая характеристика сверлильно-присадочногостанка СВПГ-1
2.3 Инструмент и приспособления для сборки изделия Для сборки изделия применяем следующие виды ручного инструмента
- Электродрель (рисунок 2). Дрель предназначена для сверления отверстий в ДСП.Рисунок 2- Электродрель- Шуруповёрт (рисунок 3) предназначен для закручивания шурупов саморезов и конфирмантовРисунок 3- Шуруповёрт- Электролобзик (рисунок 4) предназначен при изготовлении мебели для выпиливания и отпиливания деталей по контуру. Рисунок 4- Электролобзик- Фрезер (рисунок 5) нужен при фрезерования деталей, до получения ровного и гладкого радиуса без сколов. Рисунок 5- Фрезер- Фен (рисунок 6) предназначен для приклеивания миламиновой кромки.Рисунок 6- Фен электрический- Утюг (рисунок 7) применяют для облицовывания миламиновой кромки на пласти щита. Рисунок 7 - УтюгНож-косяк предназначен для подрезания и обрезания миламиновой кромки, - Нож канцелярский (рисунок 8) применяем для снятия свесов миламиновой кромки.Рисунок 8- Нож канцелярский- Набор шестигранных ключей (рисунок 10) применяем для сборки корпусной мебели для закручивания евровинтов. Рисунок 10- Набор шестигранных ключей- Свёрла. Для сверления круглых отверстий диаметр свёрл - 4,5; 7,5; 10 мм;- Шило служит для разметки отверстия в ДСП, перед сверлением. - Карандаш. Используем при разметке ДСП. - Рулетка. (рисунок 11) предназначена для измерения и разметки отверстий.Рисунок 11 - Рулетка - Угольник. (рисунок 12) предназначен для измерения прямого угла
| №n\n | Наименование операции | Графическое изображение | Инструмент и приспособление |
| 1 | 2 | 3 | 4 |
| | Продольный раскрой ламинированной плиты ЛДСП на детали | 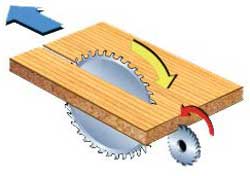 | Форматно-раскроечный станок, карта раскроя, рулетка, метр |
| | Поперечный раскрой ламинированной плиты ЛДСП на детали |  | Форматно-раскроечный станок, карта раскроя, рулетка, метр |
| | Распил мебельной плиты ЛДСП на комплектующие детали шкафа купе | 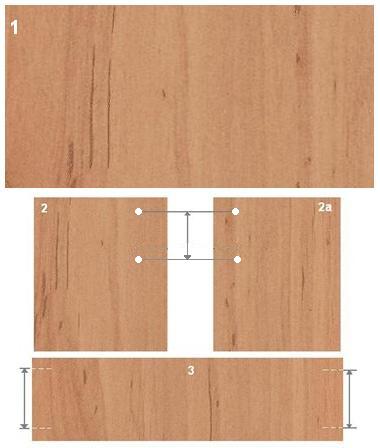 | Форматно-раскроечный Станок, карта раскроя, |
| 4 | Рабочее место. Облицовывание кромок |   | Фен, кромочный пластик, утюг. |
| 5 | Снятия свесов |  | Нож для снятия свесов |
| 6 | Разметка отверстий под евро-винт. |  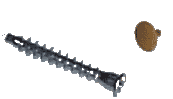 | Рулетка, угольник и карандаш конфирмант или евро-винт |
| 7 | Сверление отверстий d- 6мм. на вертикальных щитах опорах. |  | Электродрель |
| 8 | Разметка и сверление отверстий под штангу |   | Рабочее место Бита, дрель |
| 9 | Установка штанги |  | Рабочее место штанга |
| 10 | Установка полок |  | Рабочее место полкодержатель |
| 11 | Установка подпятников на вертикальные стенки тумбы |  | Рабочее место Бита, дрель, конфирмант или евро-винт |
| 12 | Установка четырех шарнирной петли | 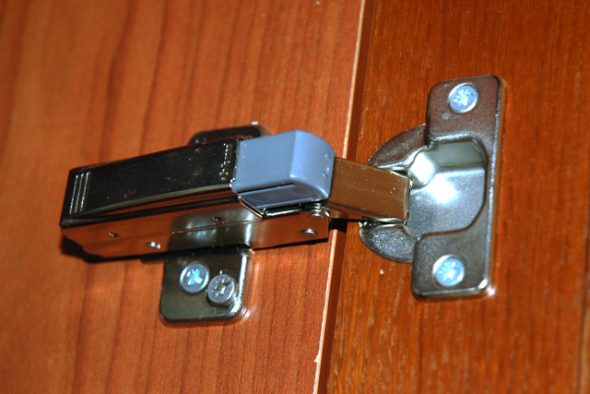 | Двери раздвижные |
| 13 | Установка заглушки |  | Рабочее место |
| 14 | Регулировка дверей |  | Рабочее место |
| | Удаление пыли и Проверка качества изделия |  | Рабочее место |
-
Описание технологического процесса
-
Раскрой ЛДСП происходит на участке раскроя на форматно раскроечном станке. Ламинированная плита устанавливается на рабочий стол станка, где происходят следующие операции -
1. Торцовка плиты ЛДСП. -
2. Долевой раскрой на заготовки. -
3. Поперечный раскрой заготовок на детали заданного размера. -
Распил производится на форматно раскроечном станке.
Чтобы конструкция не расшатывалась, теперь мы установим заглушку, которая в данном случае будет выступать в роли ребра жесткости. Закрепляем их при помощи конфирмантов.Теперь последняя часть сборки каркаса - установка задней панели шкафа. Все элементы необходимо устанавливать одновременно. В первую очередь устанавливаем горизонтальные и вертикальные боковые стенки, закрепляя их на основании с подтверждениями. Затем ставим рамку сверху, на подтверждения. Здесь нужно оставить немного свободного хода, так как придется проверять диагональ всего корпуса. Выравниваем конструкцию. Перед тем как прикрепить заглушку из ДВП, которая добавит конструкции жесткости, нужно убедиться, что все углы шкафа находятся под углом 90 градусов. В противном случае шкаф будет кривым.Далее приступаем к установки задней панели. Прикрепляем заднюю панель к металлическим скобам. Процесс выравнивания заключается в выполнении следующих действий. Необходимо с помощью рулетки сначала отмерить одну диагональ, затем вторую и по разнице значений определить, в каком направлении нужно «калибровать». Таким образом выравниваем конструкцию и с усилием заворачиваем подтверждения до конца с металлическими уголками с внутренней стороны.Вначале нужно установить на боковины пластиковые упорные подшипники. В общем, они бывают разных видов: в виде пуговицы, под гвоздь, с ножкой и так далее. Несмотря на свою простоту, они выполняют важную функцию - защищают торец ДСП от влаги, которая может скапливаться на полу во время уборки.Сборка шкафа имеет следующею последовательность:
-
Сборка каркаса (соединение вертикальных стенок и горизонтальных стенок с помощью конфирмант); -
Установка средника; -
Установка задней стенки; -
Установка полок; -
Установка подпятников;
В цехе в результате раскроя синтетического облицовочного материала и ЛДСтП образуется 2 вида отходов: опилки и обрезки. Опилки удаляют с помощью эксгаустерной системы, обрезки вывозят из цеха на тележке.Таблица 2. Техническая характеристик станка FORMULA S30-
| Размеры раскраиваемого материала, мм | 3200x3200 |
| Наклон пильного узла, град. | 45 |
| Частота вращения пилы, об/мин | 4000 |
| Частота вращения подрезающей пилы, об/мин | 8000 |
| Мощность основного эл. двигателя, кВт | 4 |
| Рабочая высота, мм | 8-40 |
| Толщина кромочного материала в рулоне, мм | 0,2-3.0 |
| Скорость подачи, м/мин | 9 |
| вместимость ванночки, кг | 1 |
| Скорость вращения пил, об/мин | 12.000 |
| Скорость вращения фрез, об/мин | 12.000 |
| Мощность двигателя, кВт | 5 |
| Размеры заготовок, мм: | |
| Толщина | 16-40 |
| Ширина | 200-650 |
| Длина | 400-1800 |
| Размеры отверстий, мм | до 35 |
| Скорость подачи, м/мин | 0,2-4 |
| Общая мощность электродвигателей, кВт | 6 |
- Электродрель (рисунок 2). Дрель предназначена для сверления отверстий в ДСП.Рисунок 2- Электродрель- Шуруповёрт (рисунок 3) предназначен для закручивания шурупов саморезов и конфирмантовРисунок 3- Шуруповёрт- Электролобзик (рисунок 4) предназначен при изготовлении мебели для выпиливания и отпиливания деталей по контуру. Рисунок 4- Электролобзик- Фрезер (рисунок 5) нужен при фрезерования деталей, до получения ровного и гладкого радиуса без сколов. Рисунок 5- Фрезер- Фен (рисунок 6) предназначен для приклеивания миламиновой кромки.Рисунок 6- Фен электрический- Утюг (рисунок 7) применяют для облицовывания миламиновой кромки на пласти щита. Рисунок 7 - УтюгНож-косяк предназначен для подрезания и обрезания миламиновой кромки, - Нож канцелярский (рисунок 8) применяем для снятия свесов миламиновой кромки.Рисунок 8- Нож канцелярский- Набор шестигранных ключей (рисунок 10) применяем для сборки корпусной мебели для закручивания евровинтов. Рисунок 10- Набор шестигранных ключей- Свёрла. Для сверления круглых отверстий диаметр свёрл - 4,5; 7,5; 10 мм;- Шило служит для разметки отверстия в ДСП, перед сверлением. - Карандаш. Используем при разметке ДСП. - Рулетка. (рисунок 11) предназначена для измерения и разметки отверстий.Рисунок 11 - Рулетка - Угольник. (рисунок 12) предназначен для измерения прямого угла