Добавлен: 12.01.2024
Просмотров: 174
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Наилучшие результаты дает сварка электродами МНЧ-1. Сварочный шов при этом состоит из железоникелевого сплава и обладает высокой прочностью и пластичностью.
При диаметре электрода 1,2—1,6 мм режим сварки следующий: сила тока — 110—220 А; напряжение дуги — 18—22 В; скорость сварки — 10—15 см/мин.
Восстановление внутренних поверхностей под подшипники валов коробки передач возможно проводить железнением (осталиванием) или размерным калиброванием после нанесения клеевой композиции. Осталивание производится безванновым способом. На некоторых авторемонтных предприятиях применяют способ восстановления электронатиранием на установках Р144.
Способ восстановления внутренних посадочных поверхностей под подшипники размерным калиброванием полимерными материалами наиболее простой и экономичный.
Результаты стендовых испытаний отремонтированных коробок передач показали возможность применения быстротвердеющей композиции для восстановления посадочных отверстий под подшипники.
Дефекты валов, шестерен, синхронизаторов и способы их устранения. Ведущий вал делителя передач может иметь следующие дефекты: трещины или обломы, выкрашивание цементированного слоя на шлицах.
Дефекты вторичного вала коробки передач могут быть следующие: трещины или обломы, износ поверхности шеек под втулки и подшипники (под передний роликоподшипник, втулку шестерни 4-й передачи, роликоподшипник шестерни 3-й передачи, втулку шестерни заднего хода, задний шарикоподшипник), износ шлице-вой части вала (под фланец карданного вала, муфту включения 1-й передачи и заднего хода, ступицу синхронизатора 4-й и 5-й передач), срыв или износ резьбы под гайку крепления фланца карданного вала.
Основной дефект шестерен — износ зубьев.
Замена синхронизатора в КПП проходит в несколько этапов, и для начала нам необходимо снять саму коробку передачи очистить ее от грязи. Затем следует снять кронштейн троса сцепления. Открутить 4 гайки, которые закрепляют заднюю крышку, и убрать ее. Следом вам придется открутить болт крепления вилки у пятой передачи, включить ее, то есть переместить муфту синхронизатора вниз вместе с вилкой, но так чтобы шлицы у муфты были в сцепке с шестерней, после это надо включить третью или четвертую передачу.
Далее снимите гайку, которая крепит первичный вал. Для того чтобы ее сдвинуть с места, необходимо приложить много усилий, так как она затянута с большим моментом. То же самое следует проделать и с гайкой, которая крепит вторичный вал. В заключении надо будет приподнять ведомую шестерню пятой передачи, снять ее вместе с синхронизатором и вилкой вторичного вала, при этом надо проконтролировать, чтобы муфта не сходила со ступицы. Установка нового синхронизатора проводится в уже известном обратном порядке, хотя и потребует внимательности.
Сборка коробок передач. Сборку коробок передач производят тупиковым или поточным методом. Коробки передач собирают после восстановления и замены деталей. Наиболее прогрессивный метод сборки поточный, выполняемый на конвейере.
Каждая коробка передач должна быть собрана в соответствии с чертежами и испытана в соответствии с требованиями технических условий.
Одна из основных неисправностей, которые случаются в коробе передач - это самопроизвольное выключение передачи.
Причины данного дефекта могут быть следующими:
-
разбитие упругих элементов; -
грязь, попавшая в узел выбора передачи, изнашивает фиксаторы положения рычага. -
износ синхронизирующих элементов.
Для выявления этих причин необходимо выполнить:
-
проверку ступиц синхронизатора, шестерни и муфту, так как деформация шлицов и ведет к самопроизвольному выключению. -
диагностику механизма выбора передач. В большинстве случаев изношенные штоки или ослабленные пружины и являются причинами данной неисправности. Данная неисправность может стать и причиной другого дефекта – затруднения выключения одной из передач. -
проверку опоры силового агрегата. Разрушение этих деталей может так же привести к самопроизвольному выключению.
Во всех этих случаях необходимо сломанные или изношенные детали заменить новыми. Такой ремонт осуществляется в несколько этапов:
-
снятие коробки передач; -
детальная разборка; -
промывка всех деталей; -
дефектовка и замена изношенных деталей; -
полная сборка.
Детали коробки передач, поступающие на сборку, следует тщательно промыть, узлы проверить на соответствие требованиям сборочных чертежей.
При сборке коробки передач необходимо обеспечить предохранение деталей и узлов от повреждений. Использовать стальные выколотки запрещается. При установке подшипников применение ударной нагрузки недопустимо.
Гайки подшипников и фланца карданного вала затягиваются с моментом силы 200—240 Н-м.
Гайки шпилек крепления картера делителя передач или картера сцепления к картеру коробки передач затягивают моментом силы 140—200 Н-м. Валы коробки передач должны свободно без заедания вращаться при любой включенной передаче в основной коробке и делителе передач при вращении первичного вала от усилия руки.
После проверки правильности сборки коробку передач подвергают обкатке (приработке и испытанию). Приработку производят при подготовке коробки передач к эксплуатации. Приработку и испытание коробок передач производят на маслах пониженной вязкости. Такие масла позволяют лучше удалять механические примеси при сливе их после обкатки из картера коробки передач через сливные отверстия. Стенд для обкатки коробок передач. Для обкатки коробок передач применяют стенд с порошковым тормозом, показанный на рис. 6.
коробка передача автомобиль ремонт
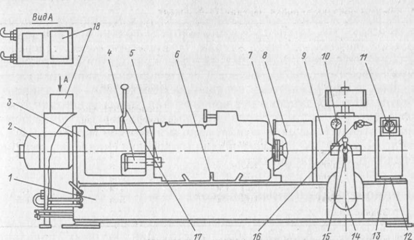
Рис. 6. Стенд для приработки и испытания коробок передач:
1 — рама стенда; 2— электромотор; 3 — сцепление автомобиля КамАЗ, входящее в конструкцию стенда; 4 — цилиндр пневмоприжима испытуемой коробки передач; 5 — прижим; 6 — тележка; 7 — соединительная муфта испытуемой коробки передач с порошковым тормозом; 8 — металлический защитный чехол; 9 — нагрузочный порошковый тормоз; 10 — амперметр; 11— термометр; 12 — направляющая плита; 13 — подвижная плита; 14 — корпус реечного механизма; 15 — рычаг перемещения тормоза; 16 — вентиль крана подвода охлаждающей жидкости; 17 — рычаг выключения сцепления; 18 — пульт управления
Коробку передач устанавливают на стенд привалочной поверхностью так, чтобы проушины картера вошли в стыки вертикальной опорной площади стенда. После этого коробку передач прижимают двумя прижимами, которые приводятся в действие от двух пневматических цилиндров. Соединение вала двигателя с первичным валом делителя передач осуществляют фрикционной муфтой. Для соединения первичного вала коробки передач с валом электромотора и отсоединения валов при переключении передач на стенде установлено постоянно включенное сцепление автомобиля КамАЗ-5320. Включение и выключение сцепления коробки передач производят рычагом.
Неисправности КПП автомобиля КамАЗ
Основные неисправности коробок передач и способы их устранения приведены в таблице 1
Таблица 1. Основные неисправности КПП и способы их устранения
| Неисправность | Причины неисправности | Способы устроения или предотвращения |
| Трудность переключения передач | Ослабли крепления вилок механизма переключения передач | Крепление вилок надежно закpепить |
| Погнутость вилок и заедание ползунов | | Погнутые вилки выпpямить или заменить. Устpанить заедание ползунов |
| Заусенцы на внутpенней повеpхности зубьев муфт синхpонизатоpов или зубьев шестеpен | | Зачистить заусенцы |
| Одновременное включение двух пеpедач | Износ замков штоков или толкателя замков | Заменить изношенные детали |
| Ослабление пpужин фиксатоpов | | Заменить пpужины |
| Неполное включение пеpедачи | | Пpовеpить pазмеp штока и вилки. В случае большого износа заменить |
| Увеличенный зазоp между шестеpней заднего хода и ступицей | | Заменить изношенные сопpяженные детали |
| Значительный износ вилки включения заднего хода | | Заменить вилку в сбоpе с сухаpем |
| Шум в коpобке пеpедач | Износ подшипников валов | Заменить |
| Износ или выкpашивание pабочей повеpхности зубьев шестеpен | | Заменить |
| Отсутствие масла в коpобке пеpедач или уpовень масла пониженный | | Пpовеpить уpовень масла и пpи необходимости долить |
| Неполное включение сцепления | | Пpовести pегулиpовку |
| Ослабли гайки кpепления кpышек подшипников и фланцев каpдана | | Гайки подтянуть |
| Течь масла из коpобки пеpедач | Повышенный уpовень масла в каpтеpе коpобки пеpедач | Пpовеpить уpовень масла |
| Износ сальников коpобки пеpедач | | Заменить повpежденные сальники |
| Разpыв пpокладок кpышек или забоины и повpеждения на пpивалочных повеpхностях | | Заменить повpежденные пpокладки или зачистить забоины и пpитеpеть пpивалочные плоскости |
| Ослабление пpобок каpтеpа и удлинителя, болтов кpепления кpышек | | Подтянуть пpобки, затянуть болты |
3.3 Дефекты картера коробки передач и способы их устранения
Картер коробки передач изготавливается из серого чугуна СЧ 21-40, твердость материала НВ 170—217. Картер коробки передач может иметь следующие дефекты: трещины, износ внутренних поверхностей посадочных мест под подшипники и оси шестерен заднего хода, ослабление посадки штифта и износ или повреждение резьб.
Возможные места расположения дефектов в картере коробки передач показаны на рис. 86.
Трещины в картере восстанавливаются сваркой. Трудность сварки стенок картера, изготовленного из серого чугуна, состоит в том, что в результате быстрого нагрева и охлаждения наплавленного металла и большой усадки чугуна при охлаждении из расплавленного состояния в деталях возникают значительные внутренние напряжения, что может привести к образованию трещин.
При восстановлении картеров применяются два способа сварки: горячая с подогревом картера и холодная без его подогрева.
При горячем способе сварки картер подогревается в специальных печах до температуры 600...650 °С. Сварка ведется в ацетилено-кислородной среде.
Горячий способ сварки чугуна обеспечивает высокое качество сварки. Однако технология этого способа очень сложна, и поэтому он применяется сравнительно редко.
Холодный способ сварки чугуна в технологическом отношении проще, и поэтому в авторемонтном производстве он нашел широкое применение.
Наиболее часто при этом применяется ручная и полуавтоматическая электродуговая сварка стальными электродами и электродами из цветных металлов и сплавов.
Наилучшие результаты дает сварка электродами МНЧ-1. Сварочный шов при этом состоит из железоникелевого сплава и обладает высокой прочностью и пластичностью.
При диаметре электрода 1,2— 1,6 мм режим сварки следующий: сила тока — 110—220 А; напряжение дуги — 18—22 В; скорость сварки — 10—15 см/мин.
Восстановление внутренних поверхностей под подшипники валов коробки передач возможно проводить железнением (оста-ливанием) или размерным калиброванием после нанесения клеевой композиции. Осталивание производится безванновым способом. На некоторых авторемонтных предприятиях применяется способ восстановления электронатиранием на установках Р144.
Способ восстановления внутренних посадочных поверхностей под подшипники размерным калиброванием полимерными материалами наиболее простой и экономичный.
Результаты стендовых испытаний отремонтированных коробок передач показали возможность применения быстротвердеющей композиции для восстановления посадочных отверстий под подшипники.
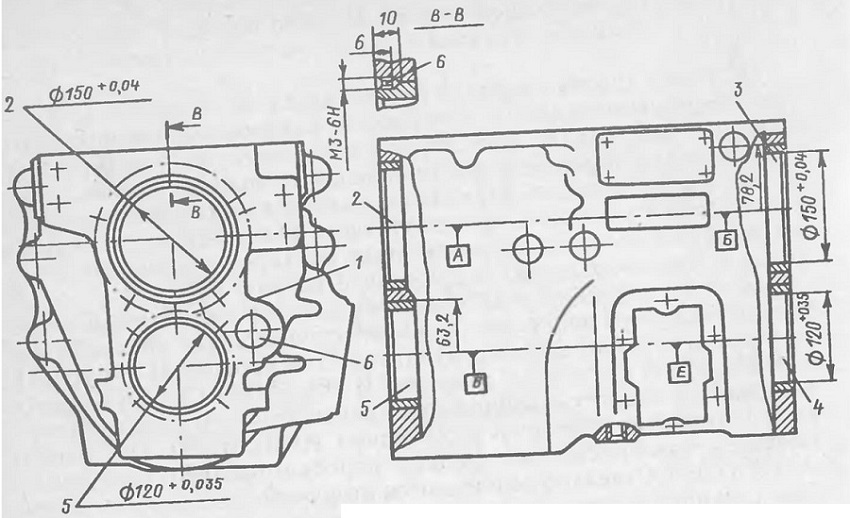
Рис. 86. Места расположения дефектов на картере коробки передач:
1 — трещины на стенке картера; 2, 3, 4. 5 — износ отверстий под подшипники первичного, вторичного и промежуточного валов коробки передач; 6 — износ отверстия под ось блока шестерен
3.4 Дефекты валов, шестерен, синхронизаторов и способы их устранения
Ведущий вал делителя передач может иметь следующие дефекты: трещины или обломы, выкрашивание цементированного слоя на шлицах.
Дефекты вторичного вала коробки передач могут быть следующие: трещины или обломы, износ поверхности шеек под втулки и подшипники (под Передний роликоподшипник, втулку шестерни 4-й передачи, роликоподшипник шестерни 3-й передачи, втулку шестерни заднего хода, задний шарикоподшипник), износ шлицевой части вала (под фланец карданного вала, муфту включения 1-й передачи и заднего хода, ступицу синхронизатора 4-й и 5-й передач), срыв или износ резьбы под гайку крепления фланца карданного вала.
Основной дефект шестерен—износ зубьев.
Указанные дефекты валов и шестерен устраняются наплавкой. Синхронизаторы 2 и 3, 4 и 5-й передач и синхронизатор делителя передач могут иметь следующие дефекты:
трещины или обломы на каретке синхронизатора; износ или облом зубьев каретки с торца ее включения; износ шлицев и зубьев каретки по толщине; износ внутренней поверхности конусного кольца; наволакивание металла на поверхностях конусного кольца. Неисправные синхронизаторы заменяются, восстановление их не производится.