ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 27.07.2024
Просмотров: 89
Скачиваний: 0
СОДЕРЖАНИЕ
Лабораторная работа №2 Измерение линейных и угловых размеров относительными методами
Лабораторная работа №3 Технические измерения. Выбор средств измерений
Лабораторная работа №4 Измерение шероховатости поверхностей деталей машин
Лабораторная работа № 5 Измерение отклонений формы и расположения поверхностей деталей машин
Лабораторная работа №6 Определение основных параметров метрической резьбы
3.4. Определение контрольных точек.
Количество контрольных точек определяет количество необходимых замеров на производственном этапе. Для последующих этапов количество точек удваивается.
3.5. Выбор инструмента заданных параметров.
|
|
|
Средство контроля |
Контрольные точки |
|
|
Ориентировочный |
Уточненный |
|||
|
1. Вал Ø
Т= мкм
l = мм |
Производственный 1,5…2,5
Технических процессов 3…6
Исследований 7…10
|
|
|
|
|
1.Отверстие Ø Н
Т= мкм
l = мм |
Производственный 1,5…2,5
Технических процессов 3…6
Исследований 7…10
|
|
|
|
Лабораторная работа №4 Измерение шероховатости поверхностей деталей машин
Цель работы: Научиться нормировать и измерять шероховатость поверхностей деталей машин.
Используемый инструмент:
1. Штангенциркуль ШЦ I– 120 – 0,1 ГОСТ 166 - 80
2. Профилометр МОД 253 ГОСТ 19299 – 73
Нормирование
Стандартная величина шероховатости указывается на всех поверхностях изготовляемой детали. При выборе стандартного значения шероховатости, производится сначала предварительный расчет с учетом того, что значение шереховатости составляет 5% от допуска на поверхность.
Rа = Тх5/100
Затем по таблицам выбираем стандартное значение шероховатости, ближайшее к расчетному.
|
класс 5 |
класс 6 |
Только стандартные значения шероховатости записываются на чертежах.
|
2. Контроль с помощью образцов шероховатости.
Вывод о годности:
|
3. Контроль с помощью профилометра.
Вывод о годности: |
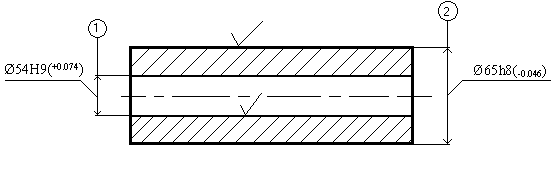
4. Чтение профилограммы №
ВУ = 20000 – вертикальное увеличение;
ГУ = 200 – горизонтальное увеличение;
l= 0,25 мм – базовая длина.
![]()
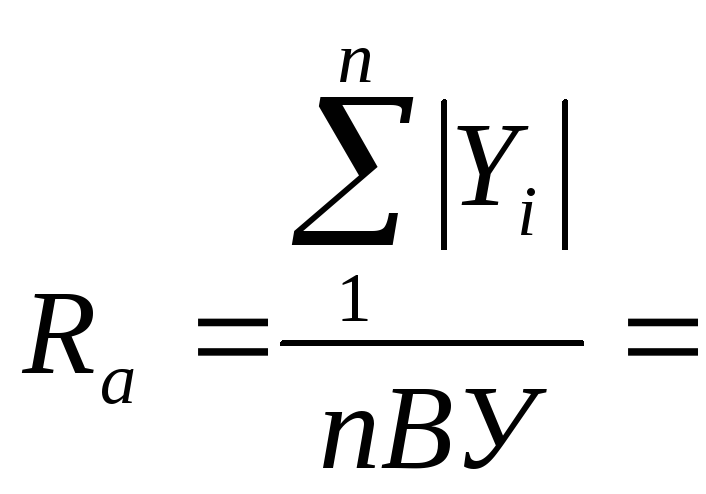
1) Среднеарифметическое отклонение профиля
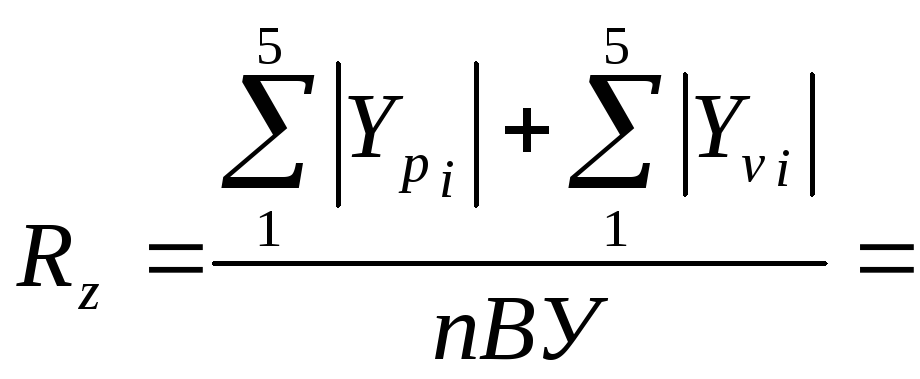
2) Высота неровностей по десяти точкам
3) Максимальная высота неровностей
![]()
4) Средний шаг неровностей профиля
5) Средний шаг местных выступов
6) Относительная опорная длина профиля на уровне р
![]()
Лабораторная работа № 5 Измерение отклонений формы и расположения поверхностей деталей машин
Цель работы: научиться измерять отклонения формы и расположения поверхностей деталей машин.
Используемый инструмент:
Штангенциркуль ШЦ – III– 160 – 0,05 ГОСТ 165-80
Микрометр МК – 25 ГОСТ 6507 - 78
Нутромер НИ ГОСТ 9277 - 75
4. Индикаторы часового типа ИЧ – 10 – 0,01 ГОСТ 577 – 68
Допуски формы и расположения можно разбить на 3 группы:
1. Группа допусков исключений (Ти) - допуск составляет 0,3 от допуска на гладкое цилиндрическое соединение (допуск круглости, цилиндричности и допуск профиля продольного сечения)
2. Группа допусков форм Тф - допуск составляет 0,6 от допуска на гладкое цилиндрическое соединение
3. Группа допусков расположений Тр - допуск составляет 1,2 от допуска на гладкое цилиндрическое соединение
При нормировании допусков форм и расположений необходимо сначала произвести расчет по формулам
Ти = 0,3 Т
Тф = 0,6 Т
Тр = 1,2 Т
соответственно каждой группе. Затем по таблицам выбирается стандартное значение, ближайшее к расчетному.
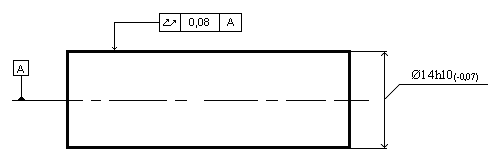
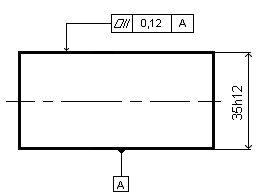
Нормирование и измерение полного радиального биения ( допуск расположения)
|
Расчетное значение
Стандартное значение
|
Схема замера
Измеренное значение
|
Вывод о годности:
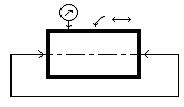
Нормирование и измерение суммарного допуска плоскостности и параллельности (допуск формы)
|
Расчетное значение
Стандартное значение
|
Схема замера
Измеренное значение
(см. табл. 17) |
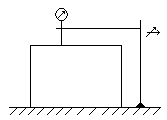
Вывод о годности:
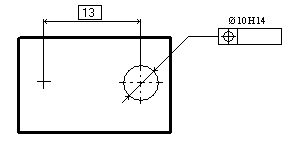
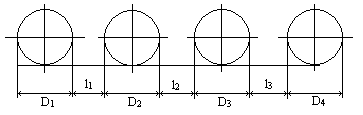
Нормирование и измерение позиционного допуска
|
k– позиционный коэффициент,
Минимальный зазор Smin=Dmin–Dсэ Dсэ – диаметр соединяющего элемента В данном случае болт с метрической резьбой М9 имеет наружный диаметр Dсэ = 9 мм.
|
|
|
Схема замера
|
Di = ∆Di + Dmin ; где Dmin = 10 мм ; ∆D – отклонение от номинального размера ∆D1
=
∆D2= ∆D3
= ∆D4
= |
 под
М9
под
М9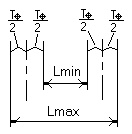
|