ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 27.07.2024
Просмотров: 80
Скачиваний: 0
СОДЕРЖАНИЕ
Лабораторная работа №2 Измерение линейных и угловых размеров относительными методами
Лабораторная работа №3 Технические измерения. Выбор средств измерений
Лабораторная работа №4 Измерение шероховатости поверхностей деталей машин
Лабораторная работа № 5 Измерение отклонений формы и расположения поверхностей деталей машин
Лабораторная работа №6 Определение основных параметров метрической резьбы
Федеральное ГОСУДАРСТВЕННОЕ БЮДЖЕТНОЕ
ОБРАЗОВАТЕЛЬНОЕ УЧРЕЖДЕНИЕ
высшего профессионального образования
«Ковровская государственная технологическая академия
имени В.А. Дегтярева»
Метрология, стандартизация,
сертификация.
Нормирование точности
Дополнение к методическим указаниям
Составители:
Л.Ф. Любкина
Ковров 2011г.
Лабораторная работа №1
Измерение линейных и угловых размеров абсолютными методами
Цель работы: Научиться определять линейные и угловые размеры деталей машин с помощью штангенинструмента, микрометрического инструмента и угломера.
Используемый инструмент:
Штангенциркуль ШЦ – II – 160 – 0,05 ГОСТ 165-80
Штангенглубиномер ШГ – 160 – 0,05 ГОСТ 162-80
Штангенрейсмус ШР – 250 – 0,02 ГОСТ 164-80
Микрометр МК – 25 ГОСТ 6507 - 78
МК - 50
Определение контролируемых размеров.
Штангенинструмент:
![]() ,
где A
– размер;
,
где A
– размер;
![]() -
число целых делений на шкале штанги;
-
число целых делений на шкале штанги;![]() -
цена деления на шкале штанги;
-
цена деления на шкале штанги;![]() -
число целых делений на нониусе;
-
число целых делений на нониусе;![]() -
цена деления нониуса.
-
цена деления нониуса.
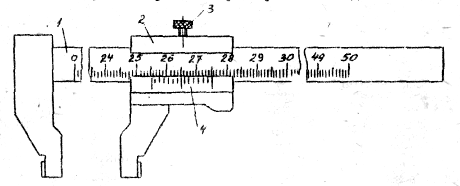
Рис.1 Штангенциркуль ШЦ-III: 1- штанга; 2- рамка; 3- зажимающий винт; 4- нониус
Микрометр:
- край барабана закрывает штрих дополнительной шкалы
![]() ,
где A
– размер;
,
где A
– размер;
![]() -
число целых делений на шкале стебля,
расположенных на участке от нулевого
штриха до края барабана;
-
число целых делений на шкале стебля,
расположенных на участке от нулевого
штриха до края барабана;![]() ,
,![]() -
цена деления основной шкалы и шкалы
барабана;
-
цена деления основной шкалы и шкалы
барабана;![]() -
число целых делений шкалы барабана,
отсчитанных от нулевого штриха до осевой
линии.
-
число целых делений шкалы барабана,
отсчитанных от нулевого штриха до осевой
линии.
- край барабана не закрывает штрих дополнительной шкалы
![]() ,
где 0,5 – расстояние от штриха основной
шкалы до соседнего штриха дополнительной
шкалы.
,
где 0,5 – расстояние от штриха основной
шкалы до соседнего штриха дополнительной
шкалы.
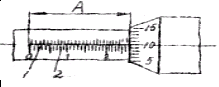
Рис 2. Схема определения размера при измерении микрометром: 1- осевая линия; 2- штрихи основной шкалы.
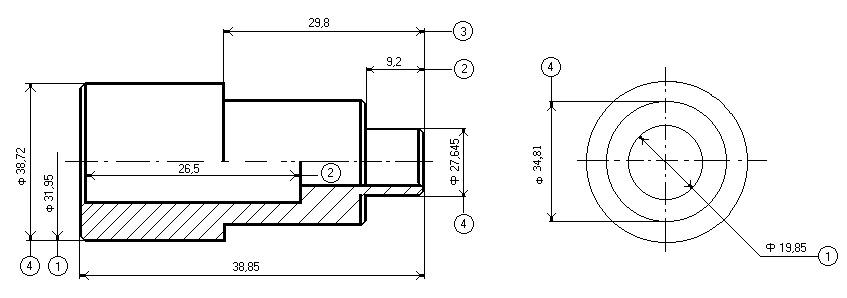
ЭСКИЗ ДЕТАЛИ
![]()
Лабораторная работа №2 Измерение линейных и угловых размеров относительными методами
Цель работы: Научиться пользоваться рычажными микрометрами, индикаторами, индикаторными нутрометрами.
Используемый инструмент:
Скоба рычажная СР – 25 ГОСТ 11098-75
Нутромер индикаторный НИ ГОСТ 968-32
1. Измерение вала.
|
|
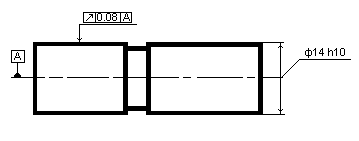
Ø 14 h10(-0,07)
1.1. Номинальные параметры:
При изготовлении валов размер его изготовления настраивается на Dmax , т.к. из большого диаметра всегда мохно получить меньший.
Номинальный диаметр Dн = 14 мм;
Отклонения : верхнее es = 0 ; нижнее ei = - 0,07
Величина допуска Т = es – ei = 0 – (-0,07) = 0,07 мм Величина допуска всегда положительная.
Максимальный диаметр Dmax = Dн + es = 14 + 0 = 14 мм;
Минимальный диаметр Dmin = Dн + ei = 14 +(-0.07) = 14 +(- 0.07) = 13.93 мм.
Значения Dн, Dmax, Dmin не изменяются для данной посадки.
1.2. Определение середины поля допуска:
Т/2 = 0,07/2 = 0,035, тогда:
Отклонения : верхнее es = 0,035 ; нижнее ei = - 0,035
Номинальный диаметр Dн = Dmax – es = 14 – 0.035 = 13.965 мм;
Посадка запишется следующим образом:
Ø 13,965 (±0,035)
1.3. Настройка рачажной скобы
Настройка рычажной скобы осуществляется при помощи набора концевых мер.
Для Ø 13,965 берутся концевые меры:: 1,005 + 1,46 + 1,5 + 10 =13,965 мм
Получаем 4 концевые меры. Разрешается использовать при настройке не более 3-х концевых мер.
Выбираем диаметр близкий по значению к Ø 13,965.
Номинальный диаметр Dнс =
Отклонения : верхнее es = Dmax - Dнс =
нижнее ei = Dнс – Dmin =
Посадка:
1.4 Определение диаметра изготовленной детали:
![]() - размер детали
- размер детали
![]() -
диаметр настройки; ∆di
– отклонение от диаметра настройки,
определяемые по скобе рычажной.
-
диаметр настройки; ∆di
– отклонение от диаметра настройки,
определяемые по скобе рычажной.
∆ d1 =d1 =
∆ d2 =d2 =
∆ d3 =d3 =
Вывод о годности:
2. Измерение отверстия
|
|
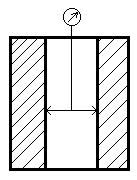
Схема замера:
|
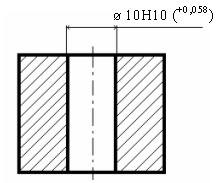
2.1. Номинальные параметры:
Номинальный диаметр Dн = 10 мм;
Отклонения : верхнее es = 0,058 ; нижнее ei = 0
Величина допуска Т = es – ei = 0,058 – 0 = 0,058 мм Величина допуска всегда положительная.
Максимальный диаметр Dmax = Dн + es = 10 + 0,058 = 10,058 мм;
Минимальный диаметр Dmin = Dн + ei = 10 + 0 = 10 + 0) = 10 мм.
2.2. Результаты замеров:
![]() результат измерения
результат измерения
![]() - номинальный диаметр;
- номинальный диаметр;
![]() отклонение от номинального диаметра
отклонение от номинального диаметра
Замер ∆Dпроизводится нутромером. Настройка нутромера осуществляется при помощи шаблона
равного номинальному диаметру.
![]()
![]() =
=
Вывод о годности:
Лабораторная работа №3 Технические измерения. Выбор средств измерений
Цель работы: Научиться выбирать средство измерения в зависимости от точности изготовления детали и вида контроля ( производственного, контроля технических процессов, экспериментальных исследований)
3.1. Определение максимально допустимой погрешности.
Максимально допустимая погрешность мерительного инструмента определяется по формуле:
![]()
где Кт – коэффициент уточнения или коэффициент точности, который зависит от методов замера.
Метод замера зависит от места, где производится замер.
Производственный – замер непосредственно на рабочем месте или в отделах технического контроля.
Технологический – замер детали из опытной партии деталей, изготовленной после написания технологического процесса.
Исследовательский – замер деталей, изготовленных на этапе исследований.
3.2. Выбор мерительного инструмента.
Выбор мерительного инструмента начинается с ориентировочного, определяемого по номограммам
для валов, глубин, отверстий соответственно. Далее осуществляется уточнение применения инструмента в зависимости от его погрешности по таблице инструментов. Если погрешность инструмента не превышает максимально допустимую, то остается тот же инструмент, что и выбранный по номограмме. Если погрешность инструмента превышает максимально допустимую, то выбор инструмента по таблице продолжается дальше, в приведенной ниже последовательности.
Для замера вала используют штангенциркули, гладкие микрометры, микрометры рычажные, скобы рычажные и скобы индикаторные, микроскопы, машины измерительные, оптиметры, миниметры.
Для замера отверстия используют штангенциркули, микрометрические нутромеры (штихмасы) – диаметр с 6 мм, индикаторный нутромер (цена деления 2,10 мкм), для отверстий малого диаметра и среднего диаметра высокой точности используются длиномеры (ротаметры – цена деления 0,5 мкм).
3.3 Пример выполнения лабораторной работы:
|
|
|
Средство контроля |
Контрольные точки |
|
|
Ориентировочный |
Уточненный |
|||
|
1. Вал Ø 25 h 10 Т= 64мкм l = 200 мм |
Производственный 1,5…2,5
Технических процессов 3…6
Исследований 7…10
|
ШЦ-120-0,02 (для замера валов) ГОСТ 166-80 |
МК-25 ГОСТ6507-78
МК – 25
СР - 25 |
3
6
12
|
|
2. Отверстие Ø 25 H 9 Т= 52мкм l = 70 мм |
Производственный 1,5…2,5
|
ШЦ-120-0,02 (для замера отверстий) ГОСТ 166-80 |
НИ ГОСТ 868-82 |
2 |