ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 27.07.2024
Просмотров: 81
Скачиваний: 0
СОДЕРЖАНИЕ
Лабораторная работа №2 Измерение линейных и угловых размеров относительными методами
Лабораторная работа №3 Технические измерения. Выбор средств измерений
Лабораторная работа №4 Измерение шероховатости поверхностей деталей машин
Лабораторная работа № 5 Измерение отклонений формы и расположения поверхностей деталей машин
Лабораторная работа №6 Определение основных параметров метрической резьбы
Вывод о годности:
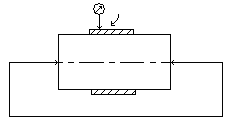
Измерение зависимого допуска соосности
|
|
Схема замера
|
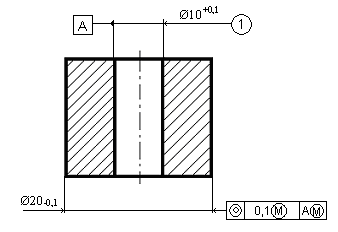
Так как при изготовлении отверстия производится настройка на минимальный диаметр изготовления, то Dmin= 10 мм.
А при изготовлении валов настройка осуществляется на максимальный диаметр изготовляемой детали, то Dmax = 20 мм
Зависимый допуск определяется по формуле:
Тзав = Т © + S1+S2
Где Т© - независимый допуск, определяемый как допуск соосности в радиальном или диаметральном значениях. Зависимый допуск на чертежах обозначается буквой М, обведенная окружностью. Значок зависимого допуска может стоять около базы, или около независимого допуска, или сразу в и там и там (как показано в примере лабораторной работы). Каждой буквеМсоответствует свой зазор. Если букваМстоит только около указания базы, то зазор считается для размера, где стоит база. Если букваМстоит около независимого допуска, то расчет ведется для размера, около которого база не указана. Если букваМстоит в обоих местах, то производится расчет двух зазоров.
S – зазор между диаметром изготовленной детали и максимальными (минимальными) размерами.
Зазор для валов вычисляется:
S1= Dmax – Dизм
Зазор для отверстий определяется:
S2 = Dизм – Dmin;
Тзав = Т © + S1+S2
Вывод о годности:
Лабораторная работа №6 Определение основных параметров метрической резьбы
Цель работы: Научиться определять основные параметры метрической резьбы.
1. Обозначение резьбы
Пример: Резьба M12 х 1.5 – 8h
Метрическая наружная резьба с наружным диаметром ¢ 12, шагом резьбы – 1.5; 8h – посадка.
Широкий шаг резьбы не указывается и записывается в виде: (таб.21)
М12 - 8h
2. Номинальные параметры
Наружный диаметр: d=
шаг резьбы р =
средний диаметр d2= (таб.20)
Внутренний диаметр наружной резьбы d1- не нормируется
3. Стандартные отклонения Так как посадка резьбы – h, то верхнее отклонение
esd = 0 ;esd2 = 0
aнижние отклоненияeid=eid2= (табл.22)
Вывод о годности:
4. Измерение
![]() с помощью МК-25
с помощью МК-25
|
|
Отклонение от номинального наружного диаметра d
![]()
Сравниваем полученное отклонение для наружного диаметра с допустимым
Вывод о годности:
5. Измерение Р:
5.1 Измерение с помощью ШЦ I-120-01
Отсчитываем 10 витков резьбы, замеряем их величину от начала первого витка до начала одиннадцатого витка. Делим на десять и получаем величину одного шага.
![]()
5.2 Измерение
с помощью микроскопа МБП-2
![]()
6.Измерение
![]() :
:
6.1 Измерение с помощью 3-х проволочек
Рассчитываем диаметр проволочек, необходимых для замера среднего диаметра резьбы по шаговому параметру:
![]()
По расчетному диаметру проволочек выбираем стандартные проволочки
dпрс =
Располагаем проволочки шлифованными поверхностями между витками резьбы и по проволочкам замеряем микрометром размер «М» согласно рисунку
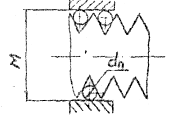
![]()
Вычисляем средний диаметр измеренной резьбы
![]()
Отклонение от номинального среднего диаметра:
![]()
Сравниваем полученное отклонение с допустимым отклонением для среднего диаметра
Вывод о годности:
6.2 Измерение
![]() с помощью МВ – 25 со вставками
с помощью МВ – 25 со вставками
Замеряем средний диаметр резьбы микрометром МВ-25 со вставками, предназначенными для определенных шагов резьбы:
![]()
Вычисляем отклонение от номинального среднего диаметра
![]()
Сравниваем это отклонение с допустимым для среднего диаметра.
Вывод о годности: