Файл: Петровский. Автоматизация технологических процессов и производств.pdf
Добавлен: 15.11.2018
Просмотров: 10813
Скачиваний: 97

6
РАБОЧАЯ УЧЕБНАЯ ПРОГРАММА ДИСЦИПЛИНЫ
1. Цели и задачи освоения дисциплины
Цель освоения дисциплины - обучение принципам и методам построе-
ния автоматизированных технологических процессов изготовления деталей и
сборки изделий в машиностроении.
Задачи:
изучение методов и средств автоматизации технологических процессов машинострои-
тельных производств;
изучение принципов и методов построения автоматизированных технологических про-
цессов в машиностроении.
2. Место дисциплины в структуре ООП ВПО
Дисциплина относится к профессиональному циклу (Б3) к дисциплинам по выбору
(ДВ5).
На «входе» дисциплины студенты должны иметь достаточную подготовку в области
следующих дисциплин профессионального цикла:
- «Основы технологии машиностроения» (технологический процесс и его характе-
ристики, показатели качества машиностроительной продукции, базирование и ба-
зы, технологичность конструкций машин);
- «Технологические процессы в машиностроении» (классификация технологических
процессов и производств в машиностроении, теоретические основы и оборудова-
ние технологических процессов в машиностроении).
Полученные в процессе изучения дисциплины знания и навыки используются студен-
тами при изучении при написании выпускной квалификационной работы и в профессио-
нальной деятельности.
3. Требования к результатам освоения содержания дисциплины
Процесс изучения дисциплины направлен на формирование следующих компетенций
в соответствии с ФГОС ВПО и ООП ВПО по данному направлению подготовки:
а) общекультурных (ОК):
способность к кооперации с коллегами, работе в коллективе (ОК-3).
б) профессиональных (ПК):
способность собирать и анализировать исходные информационные данные для проекти-
рования технологических процессов изготовления машиностроительной продукции,
средств технологического оснащения, автоматизации и управления (ПК-5);
способность участвовать в разработке обобщенных вариантов решения проблем, связан-
ных с машиностроительными производствами, выборе на основе анализа вариантов оп-
тимального, прогнозировании последствий решения (ПК-7);
способность разрабатывать (на основе действующих стандартов) техническую докумен-
тацию (в электронном виде) для регламентного эксплуатационного обслуживания
средств и систем машиностроительных производств (ПК-13).
В результате изучения дисциплины студент должен:
ЗНАТЬ
особенности формирования размерных связей в автоматизированном технологическом
процессе;
особенности обработки на станках с ЧПУ;
условия обеспечения точности при обработке на станках с ЧПУ;
структуру и функции управляющих программ станков с ЧПУ;
7
особенности автоматизации технологических процессов.
УМЕТЬ
разрабатывать, нормировать и анализировать автоматизированные технологические про-
цессы;
обоснованно выбирать вид, состав и количество оборудования автоматизированных тех-
нологических процессов;
разрабатывать управляющие программы для станков с ЧПУ;
решать вопросы, связанные с обеспечением автоматизированных технологическим про-
цессов.
ИМЕТЬ НАВЫКИ
разработки автоматизированных технологических процессов;
в решении задач обеспечения необходимого уровня автоматизации технологических про-
цессов.
Приобрести опыт деятельности по разработке автоматизированных технологиче-
ских процессов в машиностроении.
4. Содержание и структура дисциплины
4.1. Содержание разделов дисциплины
№
раз-
дела
Наименова-
ние раздела
Содержание раздела
Форма
текущего
контроля
1
2
3
4
1
Введение.
Цели и основные задачи курса. Критерии целесооб-
разности автоматизации технологических процессов. Эта-
пы, проблемы и тенденции развития автоматизации тех-
нологических процессов в машиностроении.
РК, ПЗ, ЛР
2
Технологи-
ческие про-
цессы, под-
лежащие ав-
томатиза-
ции.
Классификация технологических процессов. Клас-
сификация автоматизированных средств технологического
оснащения. Классификация и кодирование предметов тру-
да. Показатели технологичности для автоматизированных
технологических процессов. Групповой технологический
процесс. Графическое представление технологической
группы деталей. Комплексная деталь и комплекс призна-
ков. Матрица поверхностей. Групповой план обработки.
Назначение операций и выбор оборудования. Описание
группового технологического процесса.
РК, ПЗ, ЛР
3
Техническое
нормирова-
ние в авто-
матизиро-
ванном тех-
нологиче-
ском
про-
цессе
Структуры штучного времени для автоматизирован-
ных технологических операций. Основные показатели
нормирования автоматизированного технологического
процесса. Трудоемкость, станкоёмкость и многостаночное
обслуживание. Рабочее место и его специализация. Расчет
коэффициента закрепления операций. Такт, ритм и син-
хронизация автоматизированного процесса. Определение
и анализ показателей загрузки для персонала и оборудо-
вания. Рациональный выбор уровня автоматизации. Ана-
лиз временных связей. Циклограммы работы средств ав-
томатизации. Методы повышения эффективности исполь-
РК, ПЗ, ЛР

8
зования оборудования.
4
Размерные
связи в ав-
томатизиро-
ванном тех-
нологиче-
ском
про-
цессе
Размерные связи на операции и по технологическому
процессу. Размерные связи при изготовлении деталей на
спутниках. Автоматизация установки заготовок на спут-
никах. Состав информационных задач при различных спо-
собах достижения установки заготовки и спутника. Выбор
способа и средств обеспечения требуемой точности уста-
новки. Этапы достижения точности изготовления деталей
на станках с ЧПУ. Понятие статической и динамической
настройки автоматизированных средств производства.
Анализ размерных связей при изготовлении деталей.
РК, ПЗ, ЛР
5
Автомати-
зированные
машины
и
системы
производ-
ства.
Классификация машин основного и вспомогательно-
го назначения. Надежность и производительность автома-
тизированных машин. Системы управления машинами ав-
томатизированного производства. Машины, механизмы и
автоматизированные системы транспортировки, склади-
рования, инструментального обеспечения.
Автоматические линии (АЛ), их классификация.
Структура и компоновка. Оборудование и оснастка АЛ.
Надежность и производительность АЛ.
Гибкие производственные системы (ГПС), их струк-
тура и особенности. Гибкость и производительность ста-
ночных систем. Роботизированные станочные системы и
их структура. Основные типы механизированных и авто-
матизированных складов, применяемых в ГПС.
РК, ПЗ, ЛР
6
Автомати-
зация техно-
логических
процессов
сборки
Сущность и этапы автоматического сборочного про-
цесса. Технологичность конструкций для условий авто-
матической сборки. Особенности выбора и реализации
методов достижения точности при автоматической сборке.
Методы и средства транспортирования и сборки изделий,
ориентирования деталей, режимы их работы. Гибкие ав-
томатические сборочные системы, автоматические и адап-
тивные сборочные устройства. Загрузочно-транспортные
устройства.
РК, ПЗ, ЛР
7
Информа-
ционное
обеспечение
автоматизи-
рованных
технологи-
ческих про-
цессов
Классификация основных потоков информации в
производственном процессе. Состав информационных за-
дач на этапах проектирования и управления производ-
ственным процессом. Информационное обеспечение ав-
томатизированного производства. Уровни управления.
Структура и функции управляющих программ станков с
ЧПУ. Порядок разработки управляющих программ. Мето-
ды и средства разработки управляющих программ для
станков с ЧПУ.
РК, ПЗ, ЛР
9
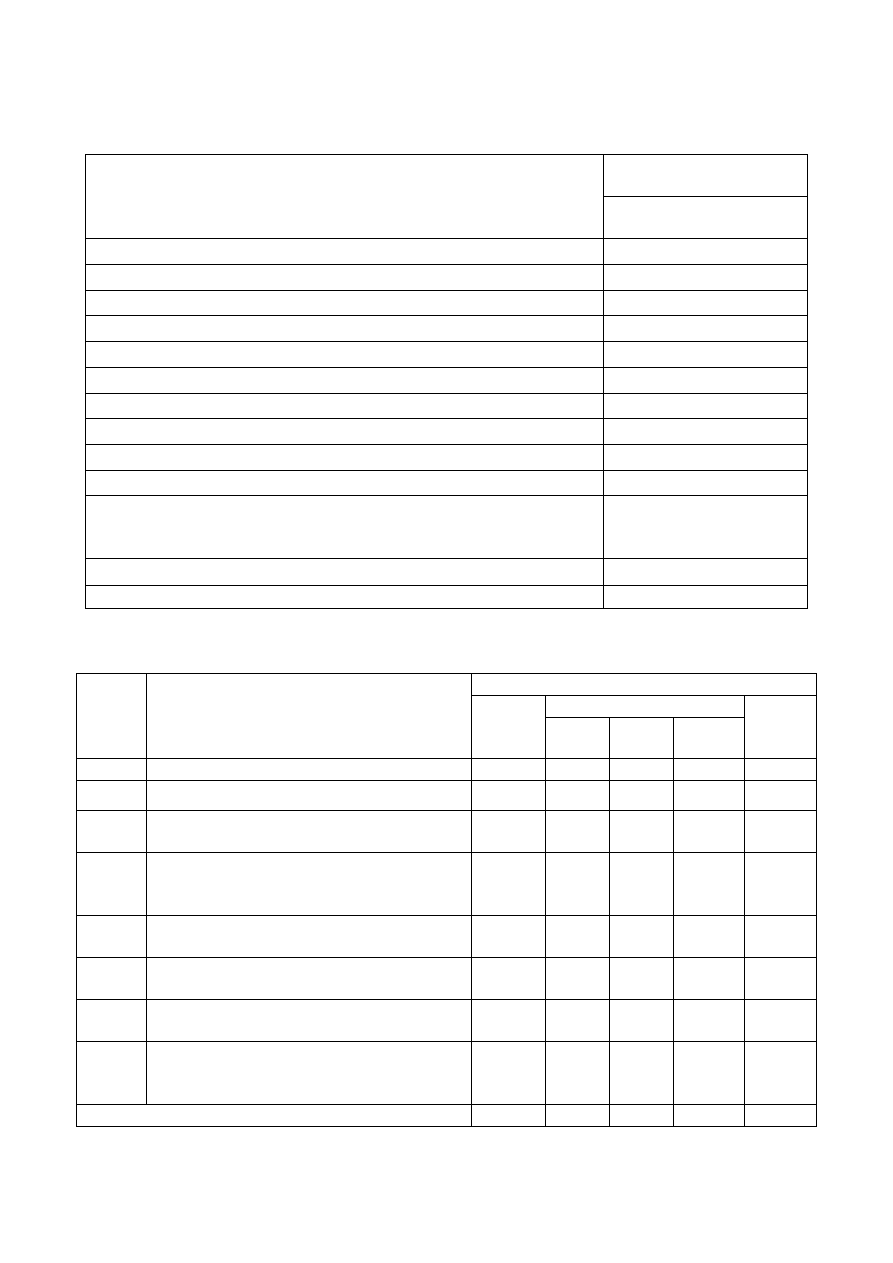
4.2 Структура дисциплины
Общая трудоемкость дисциплины составляет 5 зачетных единиц (180 часов).
Наименование работы
В часах трудоем-
кости
По семестрам
(7 семестр)
Общая трудоемкость
180
Аудиторная работа
72
Лекции (ЛК)
18
Практические занятия (ПЗ)
18
Лабораторный практикум (ЛР)
36
Самостоятельная работа
108
Курсовой проект (КП), курсовая работа (КР)
-
Расчетно-графическое задание (РГЗ)
-
Реферат (Р)
-
Самостоятельное изучение разделов
29
Самоподготовка (проработка и повторение лекционного
материала и материала учебников и учебных пособий, подго-
товка к лабораторным и практическим занятиям)
71
Подготовка и сдача зачета
8
Вид промежуточного контроля
зачет
Разделы дисциплины, изучаемые в 7 семестре
№ раз-
дела
Наименование разделов
Количество часов
Всего
Аудиторная работа Внеауд.
работа
СР
Л
ПЗ
ЛР
1
2
3
4
5
6
7
1
Введение.
2,6
0,6
0
0
2
2
Технологические процессы, под-
лежащие автоматизации.
23,7
1,6
4
8,1
10
3
Техническое нормирование в авто-
матизированном технологическом про-
цессе
23,5
2,4
1,6
8,5
11
4
Размерные связи в автоматизиро-
ванном технологическом процессе
17,5
4,3
0,1
4,1
9
5
Автоматизированные машины и
системы производства.
43,7
4,5
7,1
7,1
25
6
Автоматизация
технологических
процессов сборки
6,7
1,5
1,1
1,1
3
7
Информационное обеспечение ав-
томатизированных
технологических
процессов
25,3
3,1
4,1
7,1
11
ИТОГО:
143
18
18
36
71
10
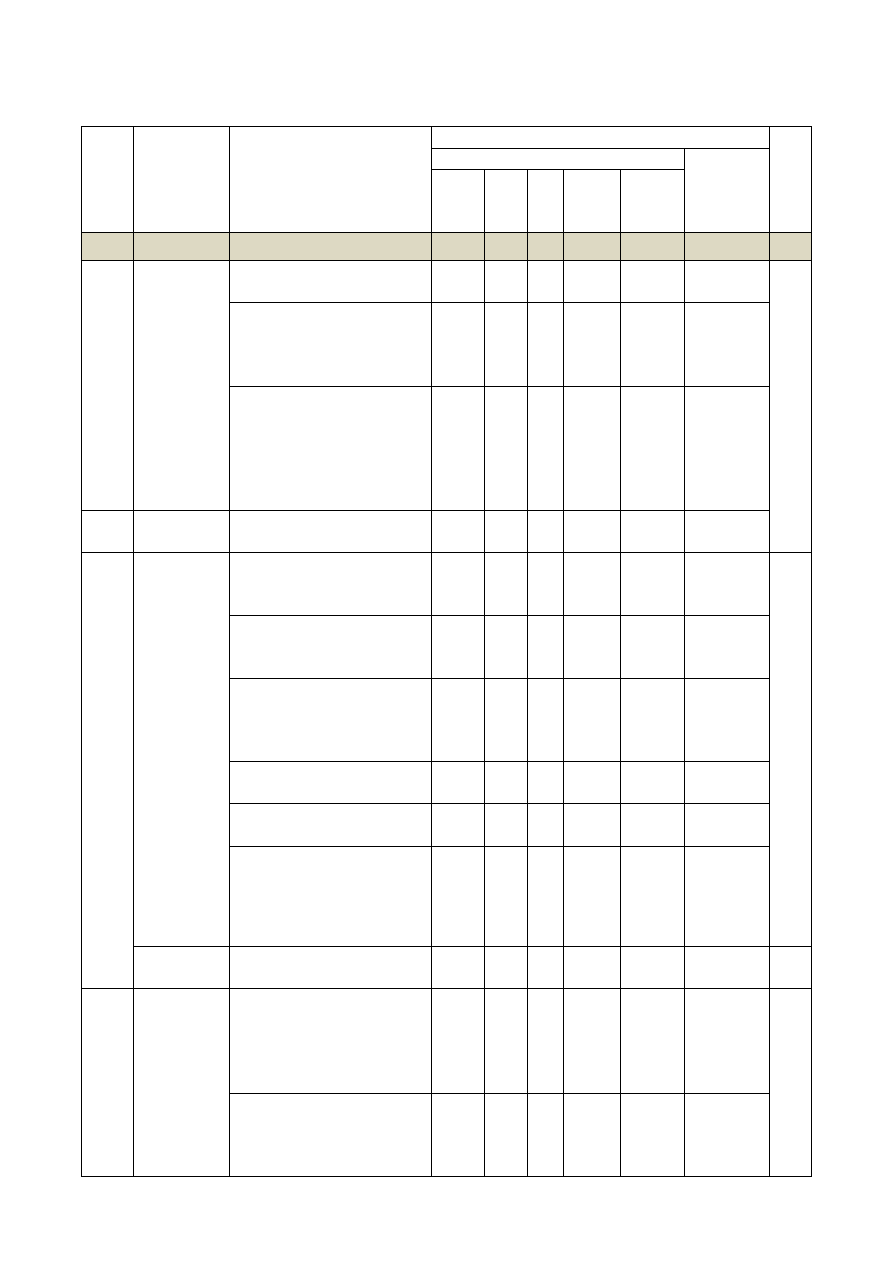
Тематический план освоения дисциплины по видам учебной деятельности
№
п.п
Наимено-
вание раз-
делов
дисципли-
ны
Номер и наимено-
вание темы
Количество часов (форма обучения)
Ча-
сов
Аудиторная работа
Само-
стоятель-
ная рабо-
та (СР)
всего ЛК ПЗ ЛР
Дру-
гие
виды
1
2
3
4
5
6
7
8
9
10
1
Введение
1.1.Цели и основные
задачи курса.
0,1
0,1
2,6
1.2.Критерии целесо-
образности автоматиза-
ции
технологических
процессов.
1,2
0,2
1
1.3.Этапы, проблемы и
тенденции развития ав-
томатизации технологи-
ческих процессов в ма-
шиностроении.
1,2
0,2
1
Аттеста-
ция
0,1
0,1
2
Техноло-
гические
процессы,
подлежа-
щие авто-
матиза-
ции
2.1.Классификация
технологических
про-
цессов.
1,1
0,1
1
23,7
2.2.Классификация и
кодирование предметов
труда.
1,9
0,3 0,6
1
2.3.Показатели техно-
логичности для автома-
тизированных техноло-
гических процессов.
5,9
0,4 1,5
2
2
2.4.Групповой техно-
логический процесс.
4,9
0,3 0,6
2
2
2.5.Групповой
план
обработки.
4,8
0,2 0,6
2
2
2.6.Комплексная
де-
таль и комплекс призна-
ков.
4,8
0,2 0,6
2
2
Аттеста-
ция
0,3
0,1 0,1
0,1
3
Техниче-
ское нор-
мирова-
ние в ав-
томатизи-
рованном
техноло-
гическом
процессе
3.1.Структуры штуч-
ного времени для авто-
матизированных техно-
логических операций.
1,6
0,2
0,4
1
23,5
3.2.Основные показа-
тели нормирования ав-
томатизированного тех-
нологического процесса.
1,8
0,3
0,5
1