ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 08.11.2023
Просмотров: 37
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Жоспар
Кіріспе
Негізгі бөлім
-
Тігін машинасының шығу тарихы және жалпы сипаттама -
302 кл машинасы жәәне оның жұмыс жасау механизмдері -
97А әмбебеп машинасы -
Тігін машиналарының инелері
Қорытынды
Қолданылған әдебиеттер
Кіріспе.
Тұтынушыларға қажетті тауарларды өндіру мен қызметкөрсету саласын дамытудың кешенді бағдарламасында халықтың матаға,киімге,аяқ киімге,мәдени,тұрмыстық және шаруашылық тауарларына жан-жақты сұранысын қамтамасыз ету мәселелері қарастырылған. Заманға сай тігін өнеркәсібінің техникасы мен технологиясы дамып,қазіргі кезеңде кәсіпорындарда озық технология бойынша механикаландырылған және автоматтандырылған жабдықтар,электронды есептеуіш техникалары кеңінен қолданылады.
Қазіргі кезде әр түрлі жаңа құрылымды химиялық талшықтар мен жіптер ,иірім жіптерді тігін бұйымына қолданудың арқасында ,киімдерге арналған материалдардың ассортименті тоқтаусыз кеңейіп,жаңаланып отырады. Өйткені ,олар өздерінің әр түрлі қасиеттерімен ерекшеленеді,пішу және тігін бұйымын өндірудің технологиялық процесіне ,химиялық тазарту және бояу параметрлеріне ықпалын тигізеді. Киім қазіргі кезде қолданбалы өнердің туындысы ретінде қарастырылады. Ал эксплуатациялық қасиеттерін бағалау кезінде бұйымның сән бағытына сәйкестігі,қазіргі заманға сай безендірілуі,бұйымның сыртқы көрінісінің тұрақтылығы,оны күту жеңілдігі үлкен мәнге ие. Сондықтан жоғары сапалы бұйымдарды шығару үшін,тек қана озық технологияны қолданып қана қоймай,тұтынушылар сұранысын да ескеру қажет. Қазіргі өркендеу кезеңінде тігін бұйымдарының сапасы қолданылған техника және технология негіздеріне,өндірісті ұйымдастыру деңгейі мен механикаландыру дәрежесіне тікелей байланысты. Тігін өндірісінде шығарылатын өнім ассортименті мен бұйым моделі сән өнері мен бағытына негізделіп,ғылыми-техникалық жаңалықтар негізіде шығарылған жаңа материалдардың түрі кеңінен қолданылатындықтан,болашақ мамандар бұйымды өндіруде жаңа материалды өңдеу технологиясын және қолданылатын әр алуан құрал-жабдықтарды меңгеруі қажет.
Қазақстан Республикасының Президенті Н.Ә.Назарбаев халыққа Жолдауында жоғарғы оқу орындарында сапалы білім беру еліміздің индустрияландырыуының және инновациялық дамуының негізіне айналуы қажеттігін атап айтты. Осыған байланысты жеңіл өнеркәсіп мамандарын даярлайтын жоғарғы оқу орындарында аталған бағытта ғылыми әдістемелік бағдарламалар әзірленіп, жеңіл өнеркәсіп кәсіпорындарының заман талабына сай дамуына үлес қосады.
Еліміздің жеңіл өнеркәсібінің негізгі міндеттерінің бірі бұл инновациялық технологиялық үдерістерді,жаңа жоғары технологиялық құрал жабдықтарды,аса тиімді өңдеу әдістерін ,компьютерлік графика ,техникалар мен технологияларды және АЖО «Конструктор»,АЖО «Жайма»,АЖО «Суретшімодельер»,АЖО «Сурет салу»,АЖО «Технолог», сонымен қатар, материалдарды пішудің автоматтандырылған үдерісі сияқты озық техникалық жетістіктерді пайдаланып, тұтынушылар талғамына сай тігін бұйымдарын дайындау үдерісін жетілдіру.
Қазіргі нарық жағдайында аталған міндеттерді шешуде тігін кәсіпорындары тұтынушылардың нақты бұйым түріне сұраныстары туралы мәліметтерге сүйенеді. Бұл сұраныстың және сән бағытының өзгерістерін үнемі басты назарда ұстауға мүмкіндік береді,сондықтан тігін кәсіпорындары тез сатылатын өнімдерді шығарады. Осыған байланысты,отандық өнімдердің сапасы және бәсекеге қабілеттілектері артады.
1.Негізгі бөлім
Тігін машиналары тігін,трикотаж,аяқ киім,галантериялық және тағы басқа жеңіл өнеркәсіп салаларында киімдер,ақжаймалар,трикотаж бұйымдарын өндіру үшін қызмет ететін негізгі жабдық болып саналады. Тігін машиналарының әр түрі тоқыма өнеркәсібіндегі өңдеу цехтарында бұйым бөліктерін тігуге қолданады. Арнайы тігін машиналарымен ұн,химикаттар,т.б. сусыма материалдарды буып-түюге арналған қағаз қаптар,парашют бөліктері, ғарышкерлерге, полюсті зерттеушілерге, ұшқыштарға,т.б. арналған арнайы киімдер тігеді.
1.1 Тігін машиналарының шығу тарихы.
Тігін машинасын ойлап табу тарихы үлкен қызығушылық білдіреді. 15 ғасырдың соңында ең алғашқы болып Леонардо да Винчи тігін машинасының жобасын ұсынады,бірақ ол жүзеге аспай қалады. 100 жыл өткеннен кейін 16 ғасырдың аяғында ағылшындық Уильям Ли әйелінің бізбен тоқыған қолының қимылын ықыласпен байқай отырып,тоқыма машинасын ойлап шығарады. 1755 жылы неміс Карл Вейзенталь қол тігісінің көшірмесін жасайтын тігін машинасына патент алды.
1790 жылы ағылшын Томас Сент етік тігетін тігін машинасына патент алады,машина қолмен қимылға келтірілді және етік бөлшектері инеден қолмен ығыстырылатын еді, ине жылжытқыш тік жазықтықта қайырма-үдемелі қозғалыс жасайтын.
1808 жылы ағылшын Т.Сент, Д.Пири тігіншілерге арналған жеңіл сөгілетін ілмекті түзу тігісті тігін машинасын ойлап шығарды. 1829 жылы француз Б.Тимонье бір жіпті ілмек тігісті тігін машинасын ойлап шығарды. 1834 жылы американдық Уолтер Хант қайықты құрылысы және ине көзі ұшталған тігін машинасын ойлап шығарды,бұл бірінші қайықты тігін машинасы еді, онда жоғарғы және төменгі жіп қолданылады. Мұндағы бір кемшілік, шөлмек механизмінде төменгі жіпті тартып реттегіші болмады. 1843 жылы У.Хант және Б.Бин қисық ине қолданылатын тігін машинасын ойлап шығарды. 1844-1845 жылдары американдық Элиос Хоу қайықты тігін машинасына патент алды, бұл тігін машинасында мата арнайы жылжытушы тұтқа түйреуіштеріне тігінен қадалып орнатылады және бір түзу бағытпен алға ғана жылжитын доға тәрізді ине көлденең жазықтықта қозғалады, ал қайық тоқу станогының қайығы сияқты алға-артқа жылжып отырады. Кейіннен тігін машинасын ойлап табушылар мұны жетілдіре түседі. 1850 жылы Алена Вильсонның және Гиббстың, 1851 жылы Исаак Зингердің тігін машиналарында ине тігінен орналастырылған, мата табанмен көлденең платформаға қысылып жылжитын болады, ал мата тісті дөңгелек көмегімен, соңыра тісті пластинка (рейка) көмегімен жылжыған. Исаак Зингердің ойлап тапқан тігін машинасы қазіргі заманғы тігін машиналарының түріне келтірілді. Осы кезеңде Еуропада тігін машиналарын шығаратын өндірістер пайда бола бастады. Тігін машиналары АҚШ-тан Азия құрлығына жеткізіле бастады. 1877 жылы Жапонияға жеткізілді. 1850 жылы Исаак Зингер өзінің фирмасын ашты. Хоудың тігін машинасына жаңалықтар енгізе отырып, тігін машинасын шығара бастады. 1870 жылы «Зингер» тігін машинасын шығаратын алып фирма Америкада ғана емес, дүние жүзінің басқа мемлекеттерінде де филиалдарын ашты.
Патшалық Ресейде тігін машинасы өндірісі болмағандықтан, құрал-жабдықтары шетелдерден алып келинген. Мысалы, Подольскі қаласына шетелден алып келінген «Зингер» тігін машинасының бөлшектерін құрастыратын шеберхана ашылды, онда жылына 600 мың тігін машинасы шығарыла бастады.
Ұлы Қазан социалистік революциясынан кейін ғана отандық тігін машинасын жасайтын өндіріс орындары пайда бола бастады. Сөйтіп, КСРО-да тігін машинасын жасау зауыттарының құрылысы басталды. Қазіргі кезде тігін машинасы өндірісі жоғары сапалы және жоғары өнімді құралдармен жабдықталған және одан әрі жетілдіріліп келеді. Қазіргі заманғы тігін технологиясының өркендеу талаптарына сәйкес ең басты экономикалық мақсат-қоғамдық өндірісте дүниежүзілік ғылым мен техника жетістіктерін қолдану, өндірістің тиімділігін көтеру, еңбек өнімділігінің одан әрі өсу жолдарын іздестіру, халық шаруашылығының тұрақты өркендеу қарқынын көтеру, әлеуметтік жағдайды жақсарту, өндіріске жаңа технология жетістіктерін енгізу арқылы және өндірісті механикаландыру, автоматтандыру арқылы тігін бұйымдарының саны мен сапасын көтеру көзделіп отыр.
1.2 302 кл машинасы жәәне оның жұмыс жасау механизмдері
302 кл машина жеңіл киімдерді дайындауда жеңдерді қондыруға арналған машина. Бұл машина Подольск зауытынан шығарылған. Бір тігісті түзу шөлнекті айқаспалы тігіс жасайды. Жұмыс істеу принципі 1022М кл машинаға ұқсас болып келеді.
Техникалық сипаттамасы
Негізгі біліктің айналымы ___________________________ 2000айн/мин
Тепшім ұзындығы __________________________________ 1,2-3мм
Табанның көтерілу биіктігі ине пластинасынан __________7мм
Қысу кезіндегі матаның қалыңдығы ____________________3мм
Қондыру кезіндегі жоғарғы қабаттың тепшім ұзындығы ____2,5мм 25%
Ине нөмірі___________________________________________ 0203 №75-100
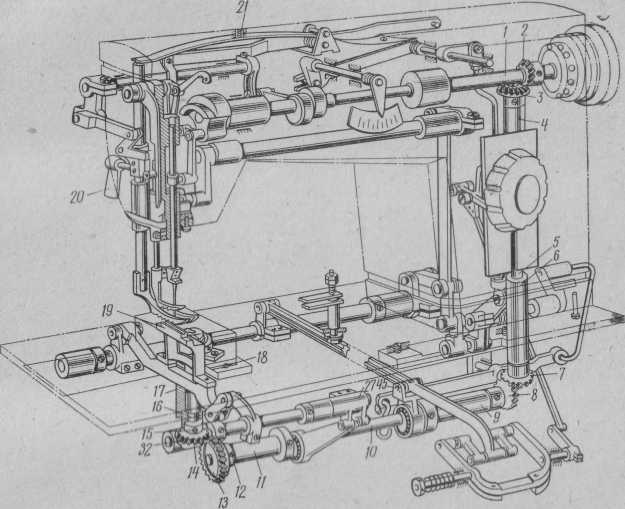
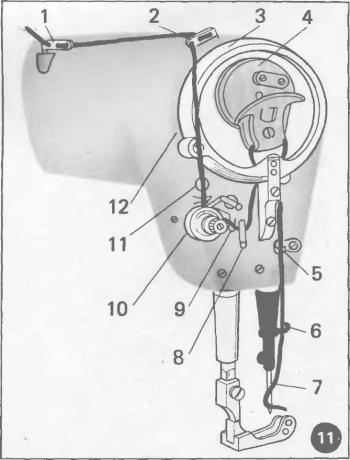
302 кл машинаның конструктивті схемасы
Ине механизмі
Тебен ине қозғалыстар қайтарымды-iлгерлемелi тiгiнен тетiк арқылы негiзгi бiлiктен кривошип-бұлғақты алады. 11-шi (5-шi сурет) негiзгi бiлiк 14 және 15 және шарикоподшипниккi екi сырғанау мойын тiректерiндегi 13 айналады. Бұл бiлiктiң аяғы реттегiш доңғалақтың бұрандаларымен айналады. Екi бұрандаларды негiзгi бiлiктi сол аяқта 10-шi кривошип бекiткен. Кривошипты саңылауға 16-шы бұранда бекiтiлген саусақ орнатылған. 17-шi шатун үстiнде екi басты алады. Екiншi бас жіп тартқыш, төменгi бұлғақ бастиегiнiң саңылауына тетiкке қозғалыстың берiлуi үшiн қажеттi 4-шi бұрандасымен 6-шы шеңбер бағыттаушы төлкелерiндегi 3 қозғалатын жүргiзушi бекiткен 5-шi қамыты бар түйрегiш қойылған. 8 жеңде бұранда бекiтiлген машиналар кигiзiлген топсалы саусаққа шеңбер сияқты. 3-шi шеңбер жылжымауы керек, сондықтан оны машина тұрқысына 19-шы 18, бекiтiлгенiлген бұрандасымен 1-шi бұрандасымен және пластинасымен бекiтедi. Ине жүргізуші бұранда арқылы 2-шi бұранда өткiзген қуыс тұрбаны ол төменгi аяқта 20-шi ине қысқыш бекiткен болады жүргiзушiмен тұйықтаған. 22-шi тебен ине ине қысқышта 20 бекiткен.
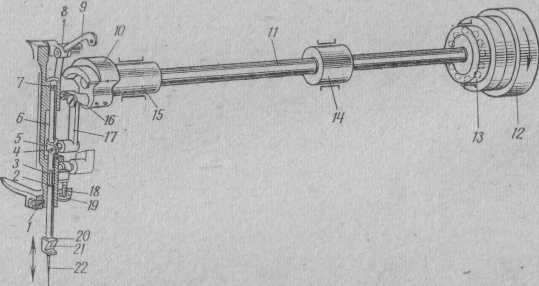
302 кл машинаның жіптартқыш және ине механизмінің схемасы
Жіптартқыш механизмі
Машинаның жіптартқыш тетiк реттелмейтiн кулиса. 9 жіптартқыш тетiк жүргiзушiнiң 8 шеңберiн топсалы саусаққа киiнген. Оны бұл ұқсас конструкцияның бұрын қазiргi жіптартқыштардан айырмашылығы болады.
Шөлнек механизмі
Машинада шпуледержателя отводчигi бар орталық - шпуль қайығы қолданған. Қайық негiзгi бiлiктен көлденең жазықтықтағы айналма қозғалыс 1 алады.
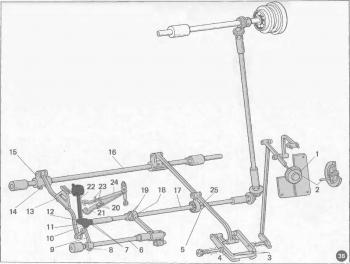
Төменгі матаны жылжыту механизмі
Тепшім ұзындығын қол жетегінің айналуымен реттеледі.(1).Төменгі рейканың(13) орын ауыстыруының горизонтальды түрде өзгеруімен , рычаг (2)жұдырақшаның көмегімен айналмалы қозғалыс алады. Қол жетегінің сағат тілінде айналу кезінде тепшім ұзындығы ұлғаяды. Төменгі рейканың көтерілу биіктігі винттың(8) әлсіреуінен кейін инелі пластинаның деңгейінде коромысланың(9) айналымен реттеледі.
Егер рейканы машинаның платформасына қатар орналастыру үшін , екі әлсіреген винттан (14)кейін валлдың(16) орын ауыстыруында төменгі рейка тістерінің қалпы ине пластинасының пазасында коромысланың(15) айналуымен реттеледі
Рейканы платформадан жақын орналастыру үшін винттан басқасын , винтты(8) және коромысланы (15,9)әлсіретеді, валлдан (5,16)жақын орналастырады.Төменгі рейканың (13)көтерілуі екі тығыз винттың(19) әлсіреуінен эксцентриктің (18)айналуынан пайда болады.
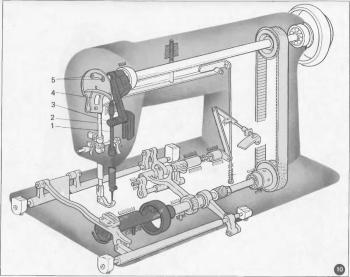
1.3. 97А әмбебеп машинасы
Орша «Легмаш» зауытында шығарылған.Бұл машина мақта матасы,зығыр,жібек және жүннен жасалған маталарды тігуге арналған.Сонымен қатар,осындай маркалы машиналармен пальто астарының бүйір қиықтарын қайып тігуге болады.

Машинаның техникалық сипаттамасы
Машинаның габариті,мм
Ұзындығы,мм-1100
Ені,мм-650
Биіктігі реттеледі
Электр қозғаушы кернеу,В-220/380
Қуаты,кВт-J0,37
Жиілігі,Гц-50
Машина салмағы,кг-J108
Ұзындығы,мм-476
Ені,мм-178
Ине 75,90,100,110/ГОСТ 22249-82,0052-02
Бір сызықты қайықты айқаспалы тігісті машина.
Айналшақты - бұлғақты ине механизі бар.Қайық - орталық шөрікті.Жіптартқыш - айналмалы.Мата - қозғалтқыш рейкалы.Машинаны майлауы автоматтандырылған.
Негізгі біліктің максималды айналу жиілігі,теп мин-5500
Тепшім ұзындығы,мм-2,0-4,0
Табанның көтерілуі,мм-6
Матаның тігілу қалыңдығы,мм-4
Машина- электр жетекті.Негізгі білік қозғаушы дөңгелек арқылы айналады.
Айналу жиілігі 5500 теп.мин дейін жетеді.Негізіг білік үш подшипникте айналады.
Жоғарғы жіпті сабақтау тізбегіне байланысты бөлшектер нөмірленген.
Жоғарғы жіп бобинадан немесе катушкадан жіпбағыттаушылардың үш саңылауынан өткізіледі.Сосын жоғарыдан төмен фронталь тақтайшасының саңылауынан өткізіледі.Саңылаудан өткеннен кейін жоғарғы жіптің керуін реттеуіш шайбаларының арасынан өткізіледі,содан кейін жіпбағыттауыш серіппенің ілгегінен өткізіледі,одан кейін стерженьнің жіпбағыттаушыға жіпті енгізіп,жіптартқыштың жұдырақшасына іледі.Содан кейін жіпті төмен жүргізеді және жіпбағыттаушыға сабақтайды.Ине көзіне жіпті солдан оңға
қарай сабақтайды.Жіптің соңын 8-10 см бос жіберу керек.Мұндай ұзындық төменгі жіпті ине пластинасы саңылауына шығару үшін қажет.
Қайық жиынтық қозғалыс механизмі.
Қайықтың білікке бекітілуі:
1.негізгі төлке
2.тірек бұрандасы.
3.бұранда
4.бұранда
5.қайық
6.қайық тұмсықшасы
7.жалғауыш
Қайық білігі және қолалы төлкелерде айналады.Сол жақтағы және оң жақтағы төлке негізгі төлкеге нығыздалып орнатылған.Суреттен көргендей,негізгі төлке машина платформасының ішінде бұрандамен бекітілген.
Сол жақ қайық білігінің соңында қайық жинағы екі бұрандамен бекітілген,қайықтың ішіне шөлмекұстағыш салынады.
1.негізгі білік
2.бұранда
3.қайық
4.қондырғы пластина
5.пластинаның саласы
6.шөлмекұстағыш науашасы
7.шөлнекұстағыш
Шөлнекұстағыш қайық ішіне қойылады және қайыққа екі бұрандамен бекітілген жартылай сақина арқылы ұсталынып тұрады.
Шөлнекұстағыш айналып кетуден пластинаның қондырғы саласы сақталады.