ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 12.01.2024
Просмотров: 207
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
снятия напряжения, снижения твердости стали, обеспечения однородности ее структуры, обеспечения хорошей обрабатываемости резанием. Масса детали составляет 3,98 кг. Заготовка соответствует чертежу в отношении фактических припусков на обработку и выполнение технических требований. Данный метод получения заготовки для серийного вида производства рационален.
Ниже представлен технологический маршрут изготовления детали:
Операция 001 Транспортирование
Тракторопогрузчик Q=20кН
Транспортирование заготовки
Операция 002 Перемещение
Электропогрузчик Q=19,6 кН
Перемещение заготовки на участок
Операция 005 Укладывание
Укладывание заготовки в тележку
Операция 008 Перемещение
Перемещение заготовки в тележке на рабочее место
Операция 010 Токарная с ЧПУ
Станок токарный с ЧПУ NV 250
Точение торцев и наружной поверхности предварительно, растачивание отверстия предварительно, выемки и фаски, точение торцев начисто, растачивание фаски, точение выточки, растачивание канавки в отверстии, открепление детали, снятие и укладывание в тележку.
Операция 020 Токарная с ЧПУ
Станок токарный с ЧПУ NV 250
Точение торцев предварительно, точение наружной поверхности, точение торцев окончательно, точение фаски, расточить выточку и фаску в отверстии, открепление детали, снятие и укладывание в тележку.
Операция 030 Вертикально-протяжная
Станок вертикально-протяжной с ЧПУ RISH-M25x2000x500
Протягивание шлицев, открепление детали, снятие и укладывание в тележку
Операция 035 Слесарная
Верстак слесарный T-897
Зачистка заусенцев и притупление острых кромок
Операция 040 Промывка
Моечная машина DA-WST
Промывка детали в моющем растворе Hakupur 270
Операция 045 Маркирование
Стол контрольный BF20
Маркирование детали, открепление детали, снятие и укладывание в тележку.
Операция 050 Контроль
Стол контрольный P-684
Правильность установки последовательности операций процесса для достижения заданной точности детали выполнена верно.
Обработка данной детали производится на станках с повышенной точностью: токарный станок с ЧПУ и вертикально-протяжной станок с ЧПУ. Станок NV250 соответствует габаритным размерам обрабатываемой детали. В целях экономии места стоит пересмотреть станок меньших габаритов. Оборудование имеет высокую стоимость в условиях выполнения заданного объема выпуска, что не целесообразно. Следует пересмотреть станок на более дешевый.
Для серийного типа производства оснащение выбрано верно.
В техпроцессе для механической обработки используются, стандартный режущий инструмент марки Sandvik Coromant. Затраты на приобретение данного инструмента значительные.
В техпроцессе для контроля размеров и точности расположения поверхностей применяются универсальный и специальный мерительный инструмент. К универсальному измерительному инструменту относится: штангенциркуль, пробка
 91+0,22, калибр проходной, калибр непроходной, а к специальному: контрольно-измерительная машина «Klingelnberg» для наиболее точного измерения размеров, пистолет измерительный 844AS 25-50-0,001 для измерения размеров в труднодоступных местах, прибор Etamic F500 для измерения торцевого и радиального биения.
91+0,22, калибр проходной, калибр непроходной, а к специальному: контрольно-измерительная машина «Klingelnberg» для наиболее точного измерения размеров, пистолет измерительный 844AS 25-50-0,001 для измерения размеров в труднодоступных местах, прибор Etamic F500 для измерения торцевого и радиального биения.
Для контроля шероховатости поверхности применяют прибор Tester T500 «Hommel». При помощи данного прибора обнаруживают отклонения формы деталей и изделий, изъяны материала и обработки поверхности, а также другие дефекты: остаточную деформацию, поверхностную пористость, крупные трещины, подрезы, риски, задиры, эрозионные и коррозионные поражения, следы наклепа.
Для перемещения заготовок из заготовительного литейного цеха в механический, применяют трактора-погрузчики, использующие металлическую тару размером 1600×570×600 мм, в которую заготовки загружаются навалом.
На участке с трактора-погрузчика заготовки с помощью кран-балки грузоподъёмностью до 3,5 тонн выгружаются в ручные тележки возле рабочего места. По всему технологическому маршруту детали перемещаются с помощью ручных тележек грузоподъёмностью до 150 кг, что не соответствует современному производству.
Уборка стружки производится автоматически во время механической обработки под обильным напором СОЖ. В дальнейшем контейнеры перемещают к месту сбора стружки из которого производится её доставка в место переработки грузовым автомобильным транспортом, что не способствует улучшению автоматизации производства.
2.3 Перечень организационно-технических мероприятий по совершенствованию существующего технологического процесса
1. На операциях 005 Токарная с ЧПУ, 010 Токарная с ЧПУ заменить станок с ЧПУ NV250 на станок с ЧПУ PUMA GT2100MB.
2. Заменить инструмент протяжку REVZ145155-00 DMo5H на протяжку шлицевую ГЗСИИТО (г. Гомель).
3. Пересмотреть режимы резания в сторону их увеличения, нормы времени – в сторону их снижения.
4. По всему маршруту технологического процесса установить подвесной конвейер для транспортирования деталей.
5. Организовать автоматическую уборку стружки от станков к месту сбора стружки путём внедрения ленточных конвейеров.
2.4 Выбор и описание метода получения заготовки
Заготовка – поковка, материал сталь 15ХГН2ТА ГОСТ 4543-2013. Получается методом горячей объемной штамповки, классом точности Т5, группой стали М2, степенью сложности С1, исходным индексом 15 ГОСТ 7505-89 получается методом горячей штамповки на кривошипных горячештамповочных прессах .
Прутки проката круг . Расшифровка условного обозначения точности проката: B1 – обычной точности, область применения - применяется во всех отраслях промышленности, длина 6 м. Транспортируют мостовым краном Q=10 т на отрезку на заготовки и укладывают на стеллаж. Затем проверяют марку стали по ярлыку и окраске на торце – визуально. Штангенциркулем 16-EX-150-0,01 «Mahr» проверяют диаметр 3-5 прутков из пачки. После проверяют температуру подогрева штанг термоэлектрическим термометром ТМК-3-600-1 3-5 замеров через час. Предъявляют годную продукцию БТК и линейкой-500 проверяем размер 35 мм 3-5 штук через час. Производят нагрев в печи камерной нагревательной, укладываем заготовки в камеру печи клещами, нагреваем заготовки до температуры штамповки Т=1150-1250 цел и подаём заготовки на рабочее место штамповщика. Берём заготовку клещами и устанавливаем на осадочную площадку и осаживаем заготовку, затем перекладываем заготовку в окончательный ручей штампа и штампуем в окончательном ручье на КГШП 25000 кН. Для обрезки на обрезном прессе 2500-4000 кН заготовку клещами укладывают на штамп, обрезают облой в горячем состоянии и одновременно пробиваем отверстие по одной штуке, клещами удаляем кочергой в другую тару. Производим контроль поковки: визуально проверяем качество обрезки и заполнение, проверяем соосность штангенциркулем 16-EX-150-0,01 «Mahr», проверяем допуск плоскостности щупами на поверочной плите, проверяем остальные размеры штангенциркулем 16-EX-150-0,01 «Mahr». Зачистку производим на наждачном станке НС-2, укладываем заготовку на вспомогательный столик, зачищаем заусенец не соответствующий техническим требованиям чертежа поковки, удаляем поковку в тару. Транспортируем поковки на участок сдачи мостовым краном Q= 10 т.
. Расшифровка условного обозначения точности проката: B1 – обычной точности, область применения - применяется во всех отраслях промышленности, длина 6 м. Транспортируют мостовым краном Q=10 т на отрезку на заготовки и укладывают на стеллаж. Затем проверяют марку стали по ярлыку и окраске на торце – визуально. Штангенциркулем 16-EX-150-0,01 «Mahr» проверяют диаметр 3-5 прутков из пачки. После проверяют температуру подогрева штанг термоэлектрическим термометром ТМК-3-600-1 3-5 замеров через час. Предъявляют годную продукцию БТК и линейкой-500 проверяем размер 35 мм 3-5 штук через час. Производят нагрев в печи камерной нагревательной, укладываем заготовки в камеру печи клещами, нагреваем заготовки до температуры штамповки Т=1150-1250 цел и подаём заготовки на рабочее место штамповщика. Берём заготовку клещами и устанавливаем на осадочную площадку и осаживаем заготовку, затем перекладываем заготовку в окончательный ручей штампа и штампуем в окончательном ручье на КГШП 25000 кН. Для обрезки на обрезном прессе 2500-4000 кН заготовку клещами укладывают на штамп, обрезают облой в горячем состоянии и одновременно пробиваем отверстие по одной штуке, клещами удаляем кочергой в другую тару. Производим контроль поковки: визуально проверяем качество обрезки и заполнение, проверяем соосность штангенциркулем 16-EX-150-0,01 «Mahr», проверяем допуск плоскостности щупами на поверочной плите, проверяем остальные размеры штангенциркулем 16-EX-150-0,01 «Mahr». Зачистку производим на наждачном станке НС-2, укладываем заготовку на вспомогательный столик, зачищаем заусенец не соответствующий техническим требованиям чертежа поковки, удаляем поковку в тару. Транспортируем поковки на участок сдачи мостовым краном Q= 10 т.
2.5 Разработка выбранного варианта технологического процесса
На основании перечня мероприятий по совершенствованию технологического процесса предлагаем следующий вариант.
Заготовка – поковка, группа поковки II ГОСТ 8479-70, класс точности Т5, степень сложности С1, исходный индекс 15 ГОСТ 7505-89, масса заготовки Gз=6,56 кг, норма расхода материала на заготовку Gм=3,98 кг. Поковка получена на горячей объемной штамповке(ГОШ).
Маршрут механической обработки приводим ниже в таблице 2.4.
Таблица 2.4 – Маршрут технологического процесса обработки
Ниже представлен технологический маршрут изготовления детали:
Операция 001 Транспортирование
Тракторопогрузчик Q=20кН
Транспортирование заготовки
Операция 002 Перемещение
Электропогрузчик Q=19,6 кН
Перемещение заготовки на участок
Операция 005 Укладывание
Укладывание заготовки в тележку
Операция 008 Перемещение
Перемещение заготовки в тележке на рабочее место
Операция 010 Токарная с ЧПУ
Станок токарный с ЧПУ NV 250
Точение торцев и наружной поверхности предварительно, растачивание отверстия предварительно, выемки и фаски, точение торцев начисто, растачивание фаски, точение выточки, растачивание канавки в отверстии, открепление детали, снятие и укладывание в тележку.
Операция 020 Токарная с ЧПУ
Станок токарный с ЧПУ NV 250
Точение торцев предварительно, точение наружной поверхности, точение торцев окончательно, точение фаски, расточить выточку и фаску в отверстии, открепление детали, снятие и укладывание в тележку.
Операция 030 Вертикально-протяжная
Станок вертикально-протяжной с ЧПУ RISH-M25x2000x500
Протягивание шлицев, открепление детали, снятие и укладывание в тележку
Операция 035 Слесарная
Верстак слесарный T-897
Зачистка заусенцев и притупление острых кромок
Операция 040 Промывка
Моечная машина DA-WST
Промывка детали в моющем растворе Hakupur 270
Операция 045 Маркирование
Стол контрольный BF20
Маркирование детали, открепление детали, снятие и укладывание в тележку.
Операция 050 Контроль
Стол контрольный P-684
Правильность установки последовательности операций процесса для достижения заданной точности детали выполнена верно.
Обработка данной детали производится на станках с повышенной точностью: токарный станок с ЧПУ и вертикально-протяжной станок с ЧПУ. Станок NV250 соответствует габаритным размерам обрабатываемой детали. В целях экономии места стоит пересмотреть станок меньших габаритов. Оборудование имеет высокую стоимость в условиях выполнения заданного объема выпуска, что не целесообразно. Следует пересмотреть станок на более дешевый.
Для серийного типа производства оснащение выбрано верно.
В техпроцессе для механической обработки используются, стандартный режущий инструмент марки Sandvik Coromant. Затраты на приобретение данного инструмента значительные.
В техпроцессе для контроля размеров и точности расположения поверхностей применяются универсальный и специальный мерительный инструмент. К универсальному измерительному инструменту относится: штангенциркуль, пробка
91+0,22, калибр проходной, калибр непроходной, а к специальному: контрольно-измерительная машина «Klingelnberg» для наиболее точного измерения размеров, пистолет измерительный 844AS 25-50-0,001 для измерения размеров в труднодоступных местах, прибор Etamic F500 для измерения торцевого и радиального биения.Для контроля шероховатости поверхности применяют прибор Tester T500 «Hommel». При помощи данного прибора обнаруживают отклонения формы деталей и изделий, изъяны материала и обработки поверхности, а также другие дефекты: остаточную деформацию, поверхностную пористость, крупные трещины, подрезы, риски, задиры, эрозионные и коррозионные поражения, следы наклепа.
Для перемещения заготовок из заготовительного литейного цеха в механический, применяют трактора-погрузчики, использующие металлическую тару размером 1600×570×600 мм, в которую заготовки загружаются навалом.
На участке с трактора-погрузчика заготовки с помощью кран-балки грузоподъёмностью до 3,5 тонн выгружаются в ручные тележки возле рабочего места. По всему технологическому маршруту детали перемещаются с помощью ручных тележек грузоподъёмностью до 150 кг, что не соответствует современному производству.
Уборка стружки производится автоматически во время механической обработки под обильным напором СОЖ. В дальнейшем контейнеры перемещают к месту сбора стружки из которого производится её доставка в место переработки грузовым автомобильным транспортом, что не способствует улучшению автоматизации производства.
2.3 Перечень организационно-технических мероприятий по совершенствованию существующего технологического процесса
1. На операциях 005 Токарная с ЧПУ, 010 Токарная с ЧПУ заменить станок с ЧПУ NV250 на станок с ЧПУ PUMA GT2100MB.
2. Заменить инструмент протяжку REVZ145155-00 DMo5H на протяжку шлицевую ГЗСИИТО (г. Гомель).
3. Пересмотреть режимы резания в сторону их увеличения, нормы времени – в сторону их снижения.
4. По всему маршруту технологического процесса установить подвесной конвейер для транспортирования деталей.
5. Организовать автоматическую уборку стружки от станков к месту сбора стружки путём внедрения ленточных конвейеров.
2.4 Выбор и описание метода получения заготовки
Заготовка – поковка, материал сталь 15ХГН2ТА ГОСТ 4543-2013. Получается методом горячей объемной штамповки, классом точности Т5, группой стали М2, степенью сложности С1, исходным индексом 15 ГОСТ 7505-89 получается методом горячей штамповки на кривошипных горячештамповочных прессах .
Прутки проката круг
. Расшифровка условного обозначения точности проката: B1 – обычной точности, область применения - применяется во всех отраслях промышленности, длина 6 м. Транспортируют мостовым краном Q=10 т на отрезку на заготовки и укладывают на стеллаж. Затем проверяют марку стали по ярлыку и окраске на торце – визуально. Штангенциркулем 16-EX-150-0,01 «Mahr» проверяют диаметр 3-5 прутков из пачки. После проверяют температуру подогрева штанг термоэлектрическим термометром ТМК-3-600-1 3-5 замеров через час. Предъявляют годную продукцию БТК и линейкой-500 проверяем размер 35 мм 3-5 штук через час. Производят нагрев в печи камерной нагревательной, укладываем заготовки в камеру печи клещами, нагреваем заготовки до температуры штамповки Т=1150-1250 цел и подаём заготовки на рабочее место штамповщика. Берём заготовку клещами и устанавливаем на осадочную площадку и осаживаем заготовку, затем перекладываем заготовку в окончательный ручей штампа и штампуем в окончательном ручье на КГШП 25000 кН. Для обрезки на обрезном прессе 2500-4000 кН заготовку клещами укладывают на штамп, обрезают облой в горячем состоянии и одновременно пробиваем отверстие по одной штуке, клещами удаляем кочергой в другую тару. Производим контроль поковки: визуально проверяем качество обрезки и заполнение, проверяем соосность штангенциркулем 16-EX-150-0,01 «Mahr», проверяем допуск плоскостности щупами на поверочной плите, проверяем остальные размеры штангенциркулем 16-EX-150-0,01 «Mahr». Зачистку производим на наждачном станке НС-2, укладываем заготовку на вспомогательный столик, зачищаем заусенец не соответствующий техническим требованиям чертежа поковки, удаляем поковку в тару. Транспортируем поковки на участок сдачи мостовым краном Q= 10 т.
2.5 Разработка выбранного варианта технологического процесса
На основании перечня мероприятий по совершенствованию технологического процесса предлагаем следующий вариант.
Заготовка – поковка, группа поковки II ГОСТ 8479-70, класс точности Т5, степень сложности С1, исходный индекс 15 ГОСТ 7505-89, масса заготовки Gз=6,56 кг, норма расхода материала на заготовку Gм=3,98 кг. Поковка получена на горячей объемной штамповке(ГОШ).
Маршрут механической обработки приводим ниже в таблице 2.4.
Таблица 2.4 – Маршрут технологического процесса обработки
| Номер, наименование, содержание операции, модель станка. | Эскиз обработки |
| 005 Токарная с ЧПУ Токарный станок с ЧПУ PUMA GT2100MB 1.Установить и закрепить деталь в приспособлении на транспортере станка. 2.Точить торец с припуском 0,6, выдерживая размер 1. 3.Расточить отверстие с припуском 0,6, выдерживая размер 8. 4.Расточить отверстия и фаску, выдерживая размеры 2,5,6,8 и допуск радиального биения 9. 5.Точить торцы, выдерживая размеры 1,3,7,15 и допуск торцевого биения 16. 6.Рассточить канавку в отверстии, выдерживая размеры 10,11,12,13,14. 7.Открепить деталь, снять и уложить в тару. | 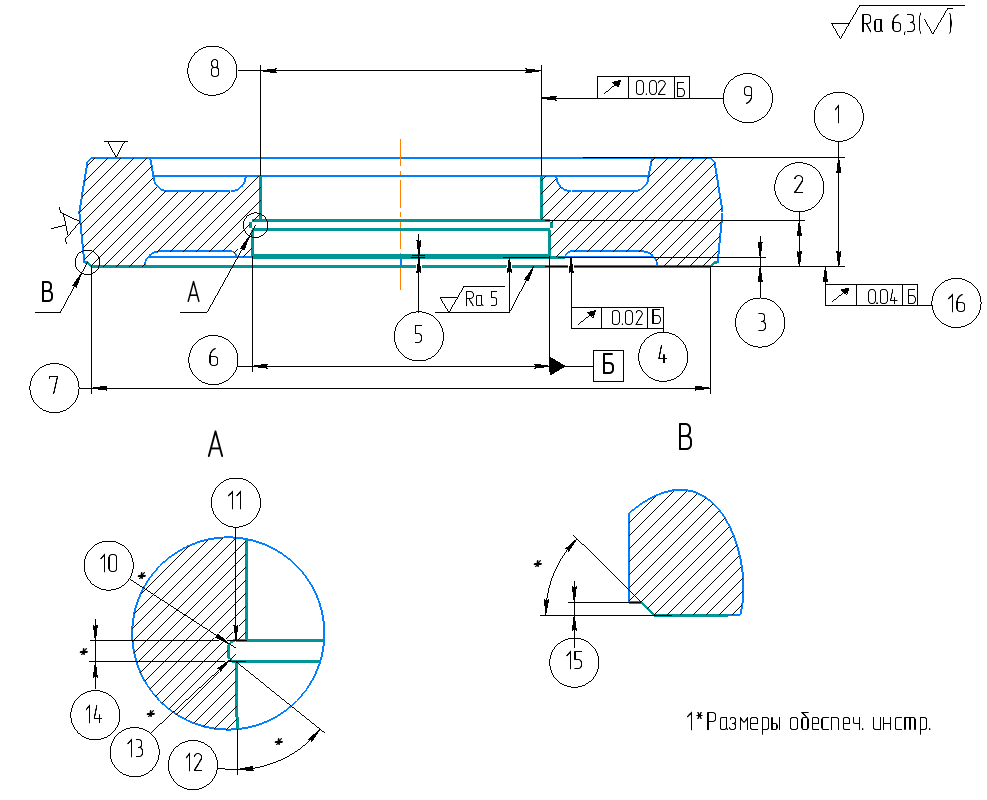 |
| 010 Токарная с ЧПУ Токарный станок с ЧПУ PUMA GT2100MB 1.Установить и закрепить деталь в приспособлении на транспортере станка. 2.Точить торец с припуском 0,6, выдерживая размер 1. 3.Точить наружную поверхность с припуском 0,6, выдерживая размер 2. 4.Точить наружную поверхность, выдерживая размер 2 и допуск торцевого биения 3. 5.Точить торцы и фаску, выдерживая размеры 1,4,9 и допуск торцевого биения 8. 6.Расточить выточку и фаску в отверстии, выдерживая размеры 5,6,7. 7.Открепить деталь снять и уложить в тару. |  |
| 015 Вертикально-протяжная Вертикально-протяжной станок с ЧПУ RISH-M25 1. Установить и закрепить деталь в приспособлении. 2. Протянуть шлицы, выдерживая размер 1, допуск радиального биения 2 и параметры таблицы. 3. Открепить деталь, снять и уложить в тележку. | 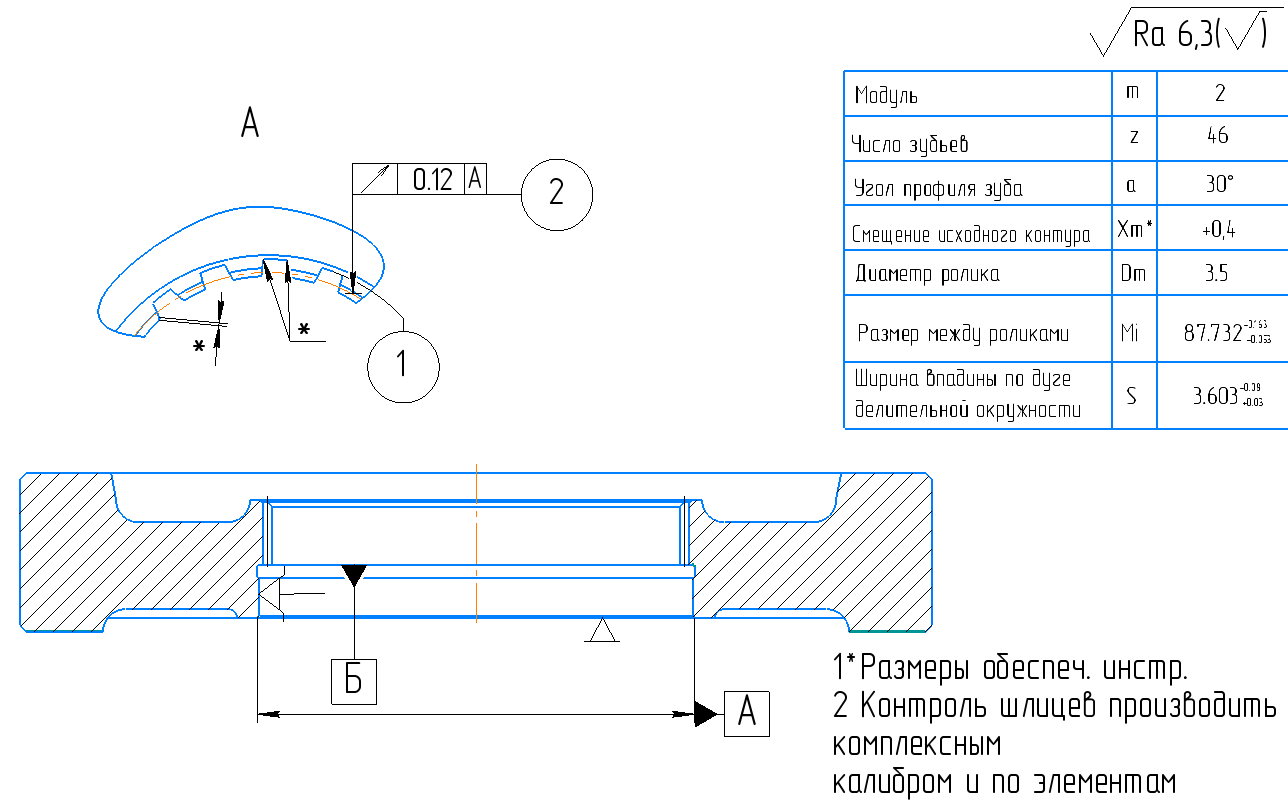 |
| 020 Слесарная Верстак слесарный T-879 1. Зачистить заусенец | |
| 025 Промывочная DA-WST 1. Промыть детали в моющем растворе Hakupur 270 | |
| 030 Маркирование Стол контрольный BF20 | |
| 035 Контрольная Стол контрольный Р-684 | |