ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 12.01.2024
Просмотров: 204
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
2.6 Определение межоперационных припусков, допусков и размеров заготовки
Оптимальные припуски определяем расчётно-аналитическим и статистическим (табличным) методами по методике, изложенной в [10]
Аналитический расчёт припусков, операционных размеров с допусками на обработку внутреннего отверстия Ø97H7
 «Шестерня»
«Шестерня»Материал детали: Сталь 15ХГН2ТА ГОСТ4543-2013; заготовка – поковка на КГШП по классу точности Т5, степенью сложности С1, исходным индексом 15 ГОСТ 7505-89, масса заготовки – 6,56 кг; масса детали – 3,98 кг.
Переходы обработки:
1. Точение черновое.
2. Точение чистовое.
Токарный станок с ЧПУ PUMA GT2100MB, обработка за одну установку, установка заготовки на трёхкулачковый патрон с пневмозажимом по наружнему диаметру, рассчитываем припуск на обработку диаметра
Результаты расчетов сводим в таблицу 2.5.
Таблица 2.5 – Расчёт припусков и предельных размеров по технологическим переходам на обработку отверстия
| Технологический переход обработки | Квалитет | Элементы припуска, мкм | 2Zmin, мкм | Расчетн. размер D, мм | Допуск TD, мкм | Предельн. размер, мм | Предельн. знач. припусков, мкм | ||||||||||
| Rz | Т | ρ | ε | Dmin | Dmax | 2Zmin | 2Zmax | ||||||||||
| 1.Заготовка | | 500 | 1200 | 2193 | - | - | | 3200 | 90,998 | 87,798 | - | - | |||||
| 2.Точение черновое | 10 | 40 | 40 | 131,6 | 614 | 2  3893 3893 | 95,584 | 100 | 95,684 | 95,584 | 2 2343 | 2 3893 | |||||
| 3.Точение чистовое | 7 | 12 | 20 | 109,7 | 100 | 2 708 | 97 | 35 | 97,035 | 97 | 2 675,5 | 2 708 | |||||
| | | | | | | | | | Итого | 6037 | 9202 | ||||||
Для тела вращения расчёт ведётся по формуле для обработки внутреннего отверстия.
 , (2.8)
, (2.8)где Rzi-1 – высота микронеровностей, полученная на предшествующем технологическом переходе, мкм;
Тi-1 – глубина дефектного слоя, полученная на предшествующем переходе, мкм;
ρi-1 – пространственные отклонения, полученные на предшествующем переходе, мкм;
εi – погрешность установки, полученная на выполняемом переходе, мкм.
Высота микронеровностей и глубина дефектного слоя по переходам обработки:
Заготовка: RZ1 = 500 мкм; Т1 = 1200 мкм.
Точение:
Черновое:RZ2 = 40 мкм; Т2= 40 мкм.
Чистовое: RZ3= 20 мкм; Т3 = 20 мкм.
Определяем допуск на размер

d3 max = 97,035 мм;
d3 min = 97 мм;
 (2.9)
(2.9) мм
ммОпределяем суммарное значение пространственных отклонений для заготовки и механической обработки по методике изложенной в литературе[4.c,68 т.31]:
 (2.10)
(2.10)где ρсм – величина смещения по поверхности разъёма штампа, мм.
ρэкс – величина эксцентричности отверстия
ρсм=900 мкм
ρэкс=2000 мкм

Для токарной обработки величина пространственных отклонений составит:
 (2.11)
(2.11)где КУ- коэффициент уточнения.
КУ2 = 0,06;
КУ3=0,05.
 ;
; ;
;Определяем погрешность базирования заготовки:
 мкм (2.12)
мкм (2.12)Где εос– смещение заготовки в осевом направлении;
εрад – смещение заготовки в радиальном направлении.
Для растачивания отверстия: εос = 130 мкм. εрад = 600мкм.
 мкм
мкмОпределяем минимальные значения припуска:
 мкм
мкм 1416 мкм
1416 мкмОпределяем расчётный размер:
 (2.13)
(2.13) мм
мм мм
ммОпределяем наибольшие предельные размеры:
 (2.14)
(2.14)  мм
мм мм
ммОпределяем предельные значения припусков
 ,мкм (2.15)
,мкм (2.15) 97,035-95,684=1351 мкм
97,035-95,684=1351 мкм 95,684-90,998=4686 мкм
95,684-90,998=4686 мкм ,мкм (2.16)
,мкм (2.16) 97-95,584=1416 мкм
97-95,584=1416 мкм 95,584-
95,584- =7786 мкм
=7786 мкмОпределяем номинальный припуск на заготовку, рассчитываются по формуле:
 ; (2.17)
; (2.17) мкм
мкмНоминальный размер заготовки, рассчитывается по формуле
 ; (2.18)
; (2.18) мм.
мм.Проводим проверку правильности произведённых расчётов:

 (2.19)
(2.19)1416-1351=100-35
65=65
7786-4686=3200-100
3100=3100
Расчёт проведён правильно.
Схема графического расположения припусков, допусков, операционных размеров изображена на рисунке 2.1.
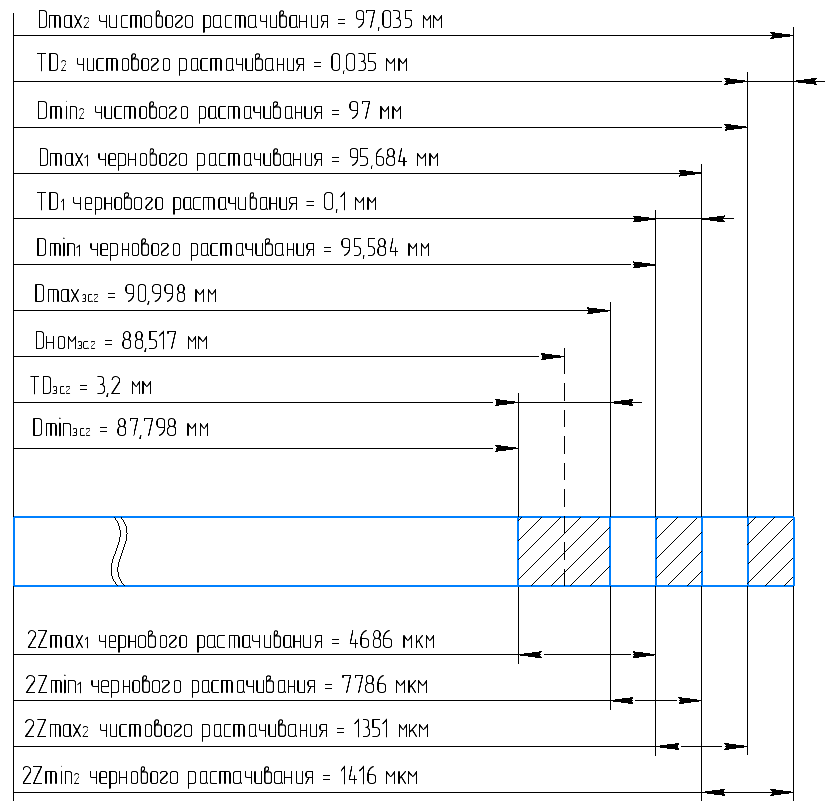
Рисунок 2.1 – Схема расположения припусков, допусков и операционных размеров на обработку отверстия Ø97H7

На остальные поверхности припуски назначаем статистическим (табличным) методом.
Таблица 2.6 – Табличный расчёт припусков
| Наименование, размер поверхности, переходы обработки | Квалитет точности | Исходный размер | Припуск 2Z | Отклонение | Операционный размер с отклонениями | ||
| + | - | ||||||
| Левый торец 24h14 | h14 | 24 | | 0,35 | |  | |
| Точение однократное | h14 | 29 | 2  | 0,35 | | | |
| Заготовка | | | | 1,8 | 1,0 |  | |
| Отверстие Ø91H11 Точение чистовое | H11 H12 | 91 90,5 | 0,5 | 0,35 0,35 | |  | |
| Точение черновое | H14 | 86 | 4,5 | 0,52 | |  | |
| Заготовка | | | | 1,1 | 2,1 |  | |
| Правый, левый торец 33h14 Точение однократное | h14 h14 | 33 37 | 2 2,0 | | 0,039 0,039 |  | |
| Заготовка | | | | 1,8 | 1,0 |  | |
| Наружная цилиндрическая поверхность Ø203,51h11 | h11 | 203,51 | | | 0,29 |  | |
| Точение чистовое | h12 | 204 | 0,49 | | 0,29 | | |
| Точение черновое | h14 | 209 | 5,0 | | 0,36 |  | |
| Заготовка | | | | 2,4 | 1,2 |  | |
2.7 Выбор оборудования
На основании годовой программы выпуска деталей, типа производства, размеров детали и её конструкции, требований точности, шероховатости поверхностей и экономичности обработки, требований наиболее полного использования станков по мощности, простое обслуживание станка в проектируемом производстве, стоимости станка и применения станков отечественного производства осуществляется выбор оборудования для каждой технологической операции.
Данные выбранного оборудования сводятся в таблицу 2.7.
Таблица 2.7 – Оборудование
| Наименование и номер операции | Наименование оборудования | Краткая характеристика | Основные размеры l  b, м b, м | Стоимость, тыс. р. | Мощность, кВт |
| 005,010 Токарная с ЧПУ | PUMA GT2100MB | Макс. скорость вращения шпинделя 3500 мин-1; Максимальный диаметр обработки 300 мм Номинальная длина обработки 501 мм. Ускоренная подача X/Y/Z 24/-/30 мм/мин; Система ЧПУ SINUMERIK 840D sl | 2,6 1,6 | 206,120 руб | 5,5 |
| 015 Вертикально-протяжная | RISH-M25 | Макс. длина хода рабочих салазок 1250 мм Максимальный наружный диаметр обрабатываемой детали 600 мм Скорость рабочего хода 11,5 м/мин | 2 0,5 | 209,042 руб | 5,2 |
2.8 Выбор станочных приспособлений
Выбор типа приспособления зависит от типа производства. В серийном производстве на ряду с универсальными приспособлениями применяются и специальные. Для удобства пользования, повышения производительности, обеспечения надёжности закрепления и точности установки применяются приспособления с пневматическими приводами. Применение специальных приспособлений исключает разметку, выверку детали, что снижает себестоимость сборки и повышает производительность.