ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 27.03.2024
Просмотров: 154
Скачиваний: 0
СОДЕРЖАНИЕ
Міністерство аграрної політики україни
Лабораторна робота № 1 макроаналіз металів і сплавів
Контрольні питання для самопідготовки
Лабораторна робота № 2 мікроаналіз металів і сплавів
Установка для термічного аналізу
Контрольні питання для самопідготовки
Лабораторна робота № 4 аналіз діаграм стану подвійних систем
Контрольні питання для самопідготовки
Лабораторна робота № 5 діаграма стану сплавів системи залізо - вуглець
Контрольні питання для самопідготовки
Лабораторна робота № 6 вивчення мікроструктур вуглецевих сталей у рівноважному стані
Контрольні питання для самопідготовки
Лабораторна робота № 8 термічна обробка сталей
Контрольні питання для самопідготовки
Лабораторна робота № 9 термічна обробка алюмінієвих сплавів
В і д п а л д р у г о г о р о д у (фазова перекристалізація) – термічна обробка, що включає нагрівання сталі до температур, що перевищують Аc1, або Ac3, витримку і повільне охолодження, що має за мету забезпечення фазових перетворень і досягнення практично рівноважних (відповідно до діаграми стану системи Fe – Fe3C) фазового і структурного станів. Після відпалу структура сталей така: доевтектоїдних – Ф + П, евтектоїдної – П; заевтектоїдних – П + ЦІІ. Оскільки такий відпал забезпечує мінімальну твердість і найкращу оброблюваність сталі різанням, як правило, він є підготовчою термічною обробкою перед обробкою різанням. Проте в деяких випадках (наприклад, для крупних виливків) він може бути й остаточним видом обробки. Розрізняють такі основні види відпалу другого роду: повний, неповний, нормалізаційний, ізотермічний.
При повному відпалі сталь нагрівають до температури, що на 20...30°С перевищує Ac3, витримують при цій температурі, повільно охолоджують до 500...600°С разом із піччю, а потім на повітрі. Повний відпал забезпечує повну фазову перекристалізацію і застосовується, як правило, для доевтектоїдних сталей з метою усунення дефектів структури (крупнозернистої, відманштеттової тощо).
При неповному відпалі температура нагрівання сталі на 20...30° С вище Аc1, але не перевищує Ac3 або Accm. Після витримки сталь повільно охолоджують разом із піччю. При нагріванні відбувається часткова (неповна) перекристалізація сталі (в початковій структурі Ф + П або П + ЦІІ, при нагріванні тільки перліт перетворюється в аустеніт). Неповний відпал, проведений для заэвтектоїдних сталей, називають сфероідізацією. Він дозволяє одержувати сталь із структурою зернистого перліту. Така сталь має більш низьку твердість, вищу пластичність і кращу оброблюваність різанням, ніж сталь із пластинчастим перлітом. Для доетектоїдних сталей неповний відпал також застосовують з метою покращання оброблюваності різанням.
Нормалізаційний відпал (нормалізація) включає нагрівання доевтектоїдної сталі до температури на 30...50°С вище Ac3, а заевтектоїдної – на 30...50°С вище Accm, ізотермічну витримку й охолодження на спокійному повітрі. Прискорене охолодження при нормалізації дозволяє отримати більш дисперсну (здрібнену) структуру сталі, що призводить до підвищення її твердості та міцності в порівнянні зі сталлю, що піддавалась повному відпалу. Оскільки температури нагрівання під нормалізацію порівняно високі, то щоб уникнути значного росту зерна металу, витримка повинна бути мінімальною, але забезпечувати рівномірний прогрів виробу по всьому перетину.
Нормалізацією усувається цементитна сітка в заевтектоідних сталях при підготовці їх до загартування. З огляду на більш високу продуктивність нормалізації в порівнянні з повним або неповним відпалом, їх часто заміняють нею при підготовці вуглецевих сталей до механічної обробки.
Ізотермічний відпал включає нагрівання сталі до температури, що на 30...50°С перевищуює Ас3, витримку, а потім перенос деталі в іншу піч із заданою температурою (нижче А1) і ізотермічну витримку її до повного розпаду аустеніту. Ізотермічний відпал покращує оброблюваність різанням і застосовується для деталей і заготівок невеликих розмірів.
Г а р т у в а н н я – термічна обробка, що включає нагрівання сталі вище критичних температур, ізотермічну витримку і наступне охолодження зі швидкістю вище критичної (vкр). Під к р и т и ч н о ю ш в и д к і с т ю г а р т у в а н н я розуміють мінімальну швидкість охолодження, що забезпечує бездифузійне перетворення аустеніту в мартенсит. Мета гартування – підвищення твердості, міцності і зносостійкості сталі. Змінюючи швидкість охолодження нагрітих сталей, що мають аустенітну структуру, і варіюючи тим самим ступінь переохолодження, можна одержувати сталі з різноманітною структурою і властивостями (рис. 8.1).
Так, при невеликих швидкостях охолодження (V1, V2, V3) в інтервалі температур 720...550°С з аустеніту утворюються пластинчасті феритно-цементитні суміші (перліт, сорбіт або троостит). По мірі збільшення швидкості охолодження дисперсність суміші, нерівновісність структури сталі, а отже, її твердість і міцність зростають. При охолодженні зі швидкістю вище критичної ( V5) з аустеніту утвориться мартенсит, що є пересиченим твердим розчином проникнення вуглецю в гратку -Fe.Залежність критичної швидкості гартування від вмісту вуглецю в сталі представлена на рис. 8.2. На vкр впливає також вид охолоджуючого середовища, розмір зерна та легуючі елементи.
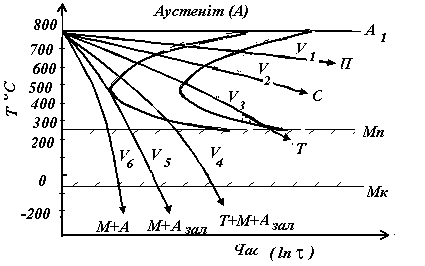
Рис. 8.1. Діаграма ізотермічного розпаду переохолодженого аустеніту з накладеними на неї кривими охолодження.
По зростанню інтенсивності охолодження застосовувані в практиці термічної обробки охолодні середовища можна розташувати так: мінеральні мастила, вода, водяні розчини солей, кислот, лугів. Для загартування вуглецевих сталей краще вода або водяні розчини солей. Ідеальний охолодник при загартуванні такий, що не викликає розпаду аустеніту на перлітні структури, забезпечуючи максимальну швидкість охолодження в інтервалі температур А1 – Мн і мінімально допустиму в мартенситному інтервалі, що виключає появу значних внутрішніх структурних і термічних напружень, жолоблення, тріщин. Недолік води як охолоджувача: висока швидкість охолодження в мартенситному інтервалі і різке падіння охолоджуючої спроможності при її нагріванні. Мінеральні мастила позбавлені цих хиб, але характеризуються в декілька разів меншою охолодною спроможністю. Тому їх доцільніше застосовувати для охолодження легованих сталей, критична швидкість загартування яких менше, ніж вуглецевих.
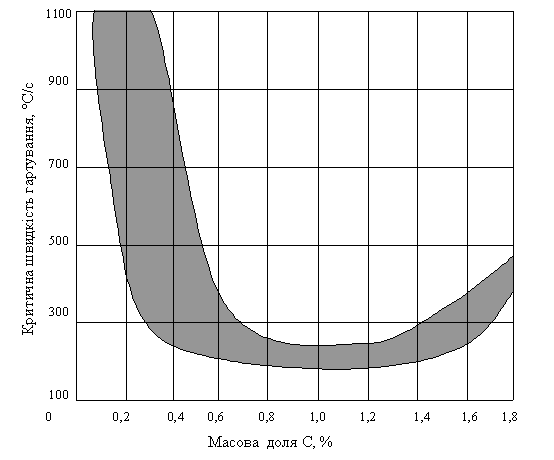
Рис.8.2. Критична швидкість гартування в залежності від вмісту вуглецю в сталі.
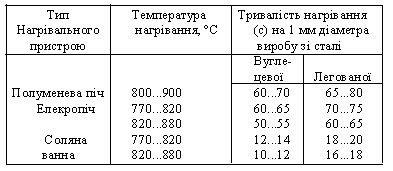
При розрахунку тривалості нагрівання н під термічну обробку можна керуватися табл. 8.1. Тривалість ізотермічної витримки (в) приймають частіше усього рівною 1/5 від загальної тривалості нагрівання.
Табл. 8.1. Приблизна тривалість нагрівання стальних виробів.
Загартування доевтектоідних сталей, що включає нагрівання до температур вище Ас3 тобто в аустенітний стан, називають повним. Для заевтектоїдних сталей використовують неповне загартування, при якому сталь, нагріта до температури дещо вище Ас1, набуває структури А+ЦІІ, при охолодженні проходить лише перетворення А М, тобто часткова (неповна) зміна структури. Зберігання деякої частки твердого і зносостійкого вторинного цементиту сприяє підвищенню механічних властивостей сталі. Повне загартування заевтектоїдних сталей із нагріванням до температур, що перевищують Асcm, призводить до підвищення вмісту в них аустеніту залишкового і погіршенню властивостей загартованих сталей.
Неповне загартування доевтектоїдних сталей небажане, тому що після нього разом з твердим мартенситом зберігається м’який надлишковий ферит. В промисловості, в залежності від характеру охолодження, застосовують різноманітні способи загартування: в одному охолоджувачі (неперервне гартування), у двох охолоджувачах (перервне гартування), ступінчасте, ізотермічне, гартування з самовідпуском. Завершальною операцією після гартування є відпуск сталі.
В і д п у с к – операція термічної обробки, що полягає в нагріванні загартованої сталі до температур нижче Ас1, витримці при цій температурі, охолодженні. Мета відпуску – зменшення внутрішніх напружень у металі й одержання необхідних структури і властивостей.
Низький відпуск включає нагрівання загартованої сталі до 150...250°С. Він застосовується для надання поверхневим шарам виробів високої твердості та зносостійкості. Низький відпуск, дещо зменшуючий внутрішні напруги, підвищує в’язкість сталі при зберіганні нею високої твердості, широко застосовують для виготовлення мірильного, різального і штампового інструмента (шаблони, фрези, мітчики, зубила, штампи, волоки та ін.), для деталей після насичення вуглецем ( після цементування). Структура сталі після низького відпуску називається мартенсит відпуску.
При середньому відпустку загартована сталь нагрівається до 300...400°С, чим забезпечується одержання структури трооститу відпуску, яка має достатню твердість (40...55 HRC) і міцність при високій межі текучості. Середній відпуск ще в більшій степені, ніж низький, сприяє зменшенню внутрішніх напружень і найбільш часто застосовується при термічній обробці ресор та пружин.
Високий відпуск включає нагрівання загартованої сталі до 500...650°С і забезпечує отримання структури сорбіту відпуску з гарним комплексом властивостей (міцність, ударна в’язкість, твердість). Тому загартування з високим відпуском називають поліпшенням і застосовують для відповідальних деталей із середньовуглецевих сталей (колінчасті вали, шатуни тощо). При нагріванні загартованої сталі до температур вище 650оС утворюється структура перліт відпуску.
На рис.8.3 показано лівий кут діаграми стану Fe – Fe3C і температурні області нагрівання при термічній обробці сталей, а на рис.8.4 - схему режимів різних видів термічної обробки.
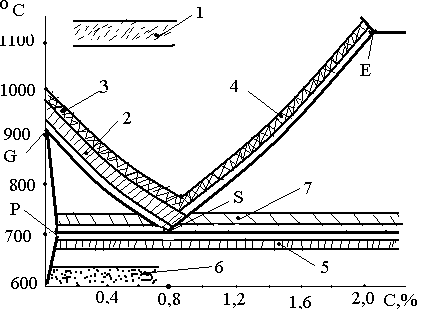
Рис.8.3. Температурні області нагрівання при термічній обробці сталі 1 – дифузійний (гомогенізуючий) відпал; 2 – повний відпал, повне гартування; 3, 4 – нормалізація; 5 - рекристалізаційний відпал; 6 – відпуск; 7 – неповний відпал, неповне гартування
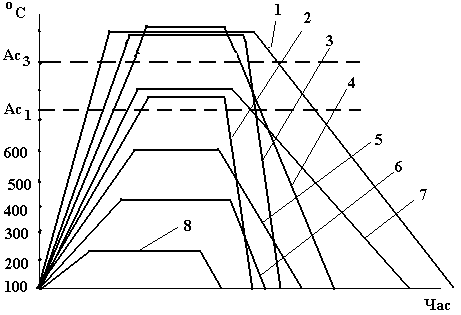
Рис.8.4. Схеми режимів термічної обробки сталей: 1 – повний відпал; 2 – неповне гартування; 3 – повне гартування; 4 – нормалізація; 5 – високий відпуск; 6 – середній відпуск; 7 – неповний відпал; 8 – низький відпуск
На рис.8.5 показана залежність механічних властивостей вуглецевої сталі від температури відпуску. По цій залежності розрізняють низькотемпературний (низький), середньотемпературний (середній) і високотемпературний (високий) види відпуску.
Троостит, сорбіт і перліт відпуску на відміну від одержуваних з аустеніту при безперервному охолодженні мають зернисту, а не пластинчасту будову. Сталі з зернистою структурою характеризуються більш високою пластичністю і кращою оброблюваністю різанням.
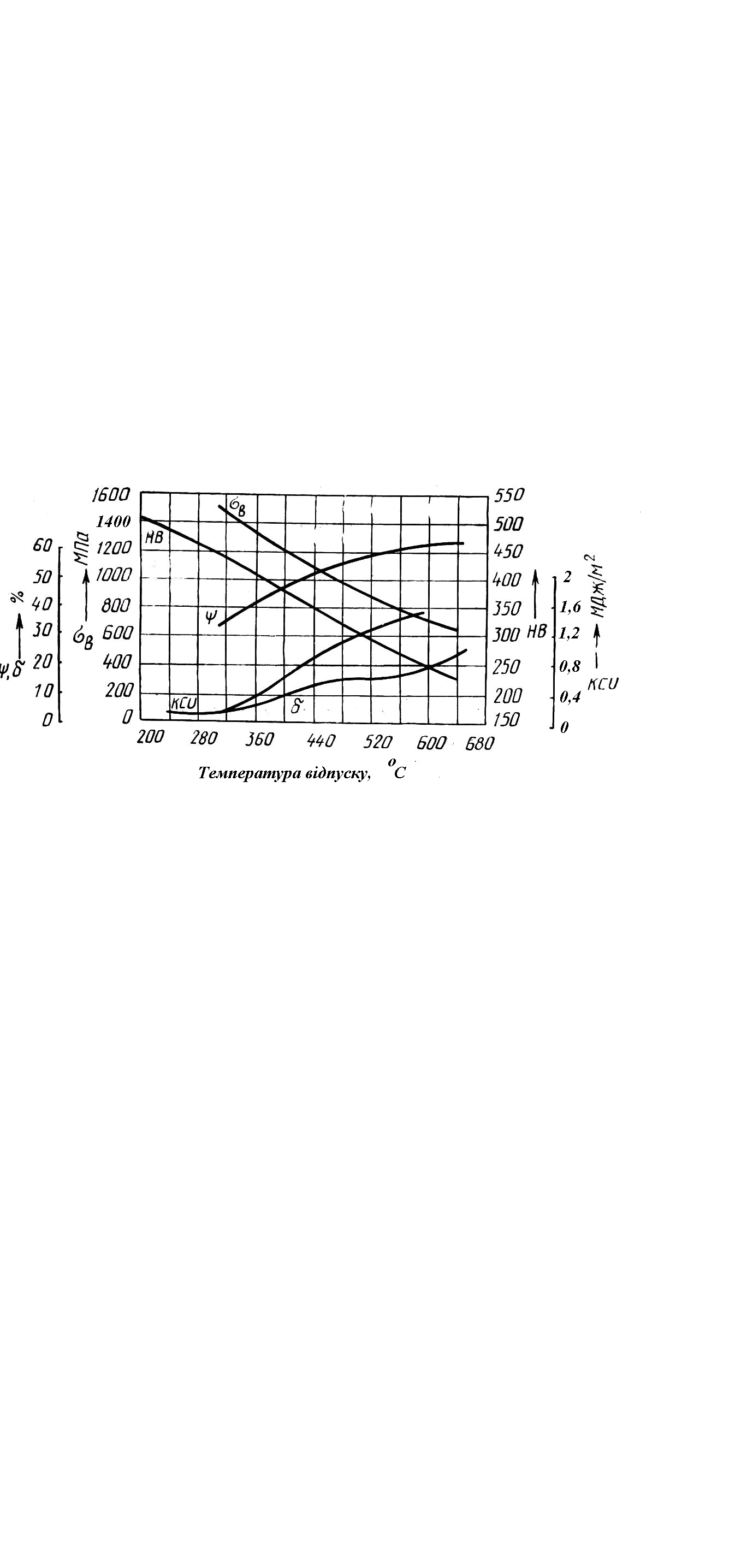
Рис. 8.5. Залежність механічних властивостей сталі від температури відпуску.