Файл: Содержание Введение 2 Актуальность специалистов по слесарному делу. 3 Координатнорасточный станок 2А450. 4.docx
Добавлен: 26.10.2023
Просмотров: 165
Скачиваний: 3
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
СОДЕРЖАНИЕ
Актуальность специалистов по слесарному делу.
1.Координатно-расточный станок 2А450.
1.1. Назначение и область применения
1.2. Принцип работы и особенности конструкций станка.
1.3. Расположение органов управления координатно-расточным станком.
1.4. Конструкция и характеристика работы основных узлов станка 2А450.
2. Шпиндельная бабка координатно-расточного станка.
2.2. Ремонт шпиндельной бабки.
Содержание
Введение 2
Актуальность специалистов по слесарному делу. 3
1.Координатно-расточный станок 2А450. 4
1.1. Назначение и область применения 4
1.2. Принцип работы и особенности конструкций станка. 5
1.3. Расположение органов управления координатно-расточным станком. 6
1.4. Конструкция и характеристика работы основных узлов станка 2А450. 8
2. Шпиндельная бабка координатно-расточного станка. 10
2.1. Описание 10
2.2. Ремонт шпиндельной бабки. 11
3. Ремонт координатно-расточных станков 15
Заключение 17
Список литературы 18
Введение
Производственная практика ПМ.04 «Выполнение работ по профессии 18559 Слесарь-ремонтник» — это неотъемлемая часть учебного процесса, в ходе которой студенты самостоятельно выполняют определенные учебной программой задачи в условиях реально действующего предприятия и приобретают навыки профессиональной деятельности по профессии Слесарь-ремонтник.
В результате прохождения производственной практики студент должен:
знать:
- устройство и принцип работы ручного, электро и стационарного технологического оборудования;
- наименование, назначение и условия применения наиболее распространенных слесарных приспособлений;
- устройство контрольно-измерительных инструментов;
- назначение, виды режущего инструмента, основные углы и правила заточки;
- основные свойства обрабатываемых материалов;
- назначение и свойства охлаждающих и смазывающих жидкостей;
-правила безопасности труда, электро- и пожарной безопасности.
уметь:
-отличать слесарный инструмент по типам, моделям и их классификации;
-подбирать и затачивать режущий инструмент, исходя из видов слесарных операций и основных свойств обрабатываемого материала;
-пользоваться простейшим мерительным инструментом;
-подбирать слесарные приспособления для выполнения слесарных операций;
иметь практический опыт:
- выбора вида слесарной операции, для изготовления изделия; требуемого
оборудования; приспособлений; режущего, мерительного инструмента и вспомогательного инструмента.
Актуальность специалистов по слесарному делу.
Потребность в специалистах слесарного дела возникла перед человечеством еще в тот момент, когда началось активное развитие различных машин и механизмов, которые нуждались в обслуживании и ремонте. Первый официальный цех для мастеров-слесарей был открыт 1545 году в городе Шмалькадене. Примечательно, что и само название профессии имеет немецкие корни и происходит от «schlos» – замок. В то время шлоссеры занимались производством и ремонтом замков, хотя вполне вероятно, что этим их задачи не ограничивались.
Сегодня же профессия слесарь имеет куда более обширную область работы. Это специалисты, деятельность которых связана со сборкой оборудования, ремонтом механизмов, обработкой широкого спектра материалов – от дерева до металла. В мире техники имеется множество возможностей для изобретения и творчества, а профиль работы слесаря прекрасно подходит для воплощения всех новаторских идей.
Ни одна машина (механизм, прибор) не может быть собрана и отрегулирована без участия слесарей. Овладение квалификацией слесаря важно для повышения производительности труда рабочих многих специальностей. В работе с металлом и машинами постоянно встречается необходимость в применении таких слесарных операций, как правка, резка и рубка металлов, нарезание резьбы, паяние, притирка и подгонка деталей, умение изготовить и восстановить рабочий инструмент. Слесарные работы охватывают различные отрасли производства. Поэтому слесари-универсалы подразделяются по видам работ: слесари-ремонтники, слесари-инструментальщики, слесари по монтажу приборов и так далее. Среди таких работ существенное место занимает наладка станков, полуавтоматов и автоматов. Изучение слесарного дела необходимо механизаторам сельского хозяйства, механизаторам в дорожно-строительном деле, водителям автомобилей. Овладевшие слесарным делом трактористы, комбайнеры, крановщики, водители скорее и лучше налаживают машины, устраняют и предупреждают всякого рода простои, самостоятельно ремонтируют обслуживаемые механизмы.
1.Координатно-расточный станок 2А450.
1.1. Назначение и область применения
Начало серийного производства координатно-расточного станка 2А450А - 1977 год. Координатно-расточный станок 2А450 предназначен для сверления отверстий диаметром до 40 мм, обработки отверстий с точным расположением осей, размеры между которыми заданы в прямоугольной системе координат, проверки линейных размеров и межцентровых расстояний. На станке 2А450 можно выполнять сверление, легкое (чистовое) фрезерование, разметку и проверку линейных размеров, в частности и межцентровых расстояний. Станок снабжен поворотными столами, что дает возможность производить обработку отверстий, заданных в полярной системе координат, наклонных и взаимно перпендикулярных отверстий и проточку торцовых плоскостей. Станок 2А450 используется для работ в инструментальных цехах (обработка кондукторов и приспособлений) и в производственных цехах для точной обработки деталей без специальной оснастки. Так же используется в машиностроительных и приборостроительных цехах для
обработки заготовок деталей как единичного, так и серийного производства.
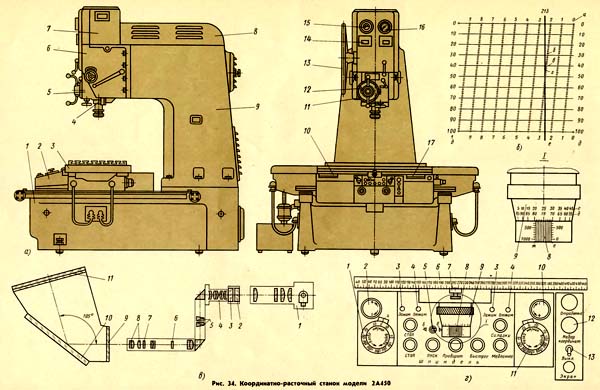
1.2. Принцип работы и особенности конструкций станка.
Координатно-расточный станок 2А450 имеет ту особенность, что на нем можно производить предварительный набор координат во время обработки предыдущего отверстия; это значительно сокращает вспомогательное время. Расточный станок 2А450 оснащен оптической измерительной системой координат: оцифрованные риски стеклянной штриховой линейки проектируются на неподвижный растр, при помощи которого можно непосредственно, в одном месте, отсчитывать все десятичные знаки устанавливаемой координаты. На станке можно сверлить отверстия диаметром до 40 мм, размечать точные шаблоны, проверять линейные размеры и межцентровые расстояния. Можно также выполнять на нем мелкие фрезерные работы. Станок 2А450 используется в инструментальных, машиностроительных и приборостроительных цехах для обработки заготовок деталей как единичного, так и серийного производства. Станок 2А450 оборудован оптическими экранными отсчетными устройствами, позволяющими отсчитывать целую и дробную части координатного размера. В условиях нормальной эксплуатации станок обеспечивает точность установки межцентровых расстояний в прямоугольной системе координат — 0,004 мм. Точная установка стола на заданную координату производится вручную, маховичком. Станок снабжен устройством цифровой индикации, дающим возможность оператору производить установку координат с дискретностью 0,001 мм. Вращение шпинделя осуществляется от регулируемого электропривода переменного тока через трехступенчатую коробку скоростей. Подачи шпинделя осуществляются бесступенчато при помощи фрикционного вариатора. Имеется механизм автоматического отключения подачи шпинделя на заданной глубине. В станке предусмотрены механические зажимы стола, салазок и ручной зажим шпиндельной бабки.
1.3. Расположение органов управления координатно-расточным станком.
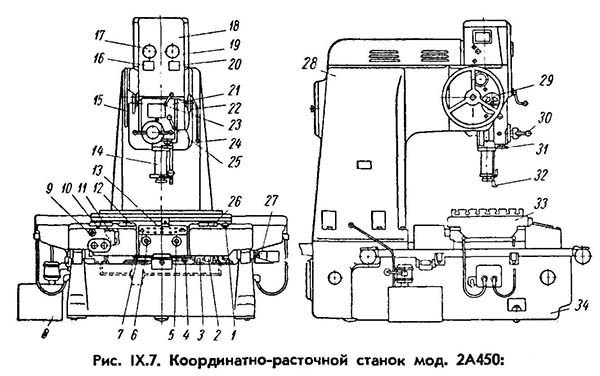
Перечень органов управления станком 2А450А
-
лупа поперечного масштаба; -
проектор поперечного масштаба; -
поперечный масштаб; -
привод перемещения салазок; -
ручное перемещение салазок; -
ручное перемещение стола; -
регулятор скорости перемещения стола; -
система охлаждения; -
установка механизма набора координат; -
пульт управления механизмом набора координат; -
механизм набора координат; -
экран продольного перемещения стола; -
пульт управления; -
шпиндель; -
маховик перемещения шпиндельной коробки; -
указатель ступеней чисел оборотов шпинделя; -
амперметр; -
коробка скоростей; -
тахометр (контроль чисел оборотов шпинделя); -
указатель величины подачи шпинделя; -
шпиндельная коробка; -
маховичок установки величины подачи шпинделя; -
рукоятка отключения и реверса подачи шпинделя; -
рукоятка закрепления шпиндельной коробки; -
рукоятка механизма отключения подачи гильзы на заданной глубине; -
экран поперечного перемещения салазок; -
механизм следящей системы; -
стойка; -
маховичок переключения ступеней чисел оборотов шпинделя; -
рукоятка быстрого перемещения гильзы шпинделя; -
маховичок микронной ручной подачи шпинделя; -
устройство для установки на глубину; -
стол и салазки; -
станина.
1.4. Конструкция и характеристика работы основных узлов станка 2А450.
Станина 1 является основанием станка. По ее двум плоским и одной Т-образной (средней) направляющим производится перемещение салазок. Задняя часть станины служит опорной поверхностью для стойки 9. На стойке 9 помещены: блок 6 направляющих, коробка скоростей 7 и кожух 8 клиноременной передачи. Блок б имеет направляющие для вертикального перемещения и крепления шпиндельной бабки 5. На его верхней части закреплена коробка скоростей 7. В шпиндельной бабке 5 расположена гильза 4 со шпинделем. Подъем и опускание шпиндельной бабки производится вращением маховика 13. Стол 3 предназначен для установки на него обрабатываемых заготовок и перемещения их в направлении координаты X, что происходит при движении стола по продольным направляющим салазок. Салазки 2 служат для перемещения стола и установленной на него заготовки в направлении координаты у при движении салазок по поперечным направляющим станины 1. Перемещение заготовки в положение, нужное для обработки следующего отверстия, можно производить либо управляя движениями стола и салазок вручную, либо с предварительным набором координат. Управление движениями стола вручную производится поворотом регулятора 1 из нулевого положения на деление, указывающее скорость перемещения стола (в мм/мин). В момент поворота регулятора происходит отжим стола, при этом гаснет красная лампочка 3 и зажигается зеленая 4. Затем стол перемещается с установленной скоростью в сторону, соответствующую надписи и стрелке. Новое положение стола отсчитывается грубо по шкале линейки 6 и указателю 7. При приближении стола к нужному положению скорость его движения следует уменьшать поворотом регулятора 1 и затем выключить, поставив нуль шкалы регулятора 1 против неподвижной риски а. Управление поперечным перемещением салазок производится регулятором 11 и таким же способом, как и управление движениями стола. Предварительный набор величины перемещения стола и салазок сокращает время для установки их в нужное положение. Направление движения стола устанавливается переключателем 5. Для движения стола влево переключатель поворачивается влево (в сторону стрелки б). При таком его положении величину перемещения стола влево устанавливают по шкалам: д — лимба 9 и е — нониуса 8. Для движения стола вправо переключатель 5 поворачивают вправо (в сторону стрелки в). В этом случае величину перемещений стола вправо устанавливают по шкалам: г — лимба 9 и ж — нониуса 8. Нужная величина перемещения стола набирается вращением лимба 9. За каждый оборот лимба ход стола увеличивается (или уменьшается) на 100 мм. Деления и числа на шкалах е и ж нониуса 8 указывают установленный ход стола в сотых долях миллиметра. Шкалы г, д и деления на лимбе 9 позволяют устанавливать ход стола с точностью до миллиметра, а линии нониуса 8 — с точностью до десятых долей миллиметра. Отсчет устанавливаемого хода стола нужно производить всегда от нулевых делений лимба и нониуса. Предварительный набор нужного направления и величины хода салазок производится другим переключателем и лимбом, устроенных точно так же, как переключатель 5 и лимб 9, но расположенных на правой стороне салазок. После предварительной установки направления движения и величин хода стола и салазок можно в любой нужный момент повернуть переключатель 13 в положение «набор координат» и нажимом на кнопку 12 «отработка» включить быстрое перемещение стола и салазок. При этом стол и салазки начнут перемещать с грубой точностью (до 0,1 мм) обрабатываемую заготовку в положение для обработки следующего отверстия. Когда ноль шкалы лимба 9 подойдет к нулю шкалы нониуса 8, стол и салазки остановятся. Точную установку стола и салазок производят по оптическим экранам 10 и 17.
Оптические устройства. Точное измерение величин координатных перемещений стола и салазок производится оптическими устройствами и прецизионными стеклянными линейками. Линейка стола имеет 1000, а линейка салазок 630 делений. Каждое деление равно одному миллиметру.
2. Шпиндельная бабка координатно-расточного станка.
2.1. Описание
Шпиндельная бабка горизонтально расточного станка является важным узлом, может перемещаться по вертикальным направляющим передней стойки. В ней монтируются: коробка скоростей, коробки подач, механизмы подачи расточного шпинделя и радиального суппорта (ползунка) планшайбы. В станках малых размеров все эти механизмы приводятся от одного электродвигателя, установленного на корпусе шпиндельной бабки, в тяжелых станках каждый механизм имеет отдельный привод, часто регулируемые электродвигатели постоянного тока. Коробка скоростей шпиндельной головки, является важным узлом расточного станка, она обеспечивает независимое вращение расточного шпинделя и планшайбы. Благодаря такой конструкции возможно совмещение таких операций как растачивание и обтачивание торца и т. д. Расточной шпиндель расположен в подшипниках скольжения внутри полого шпинделя 2. От двухскоростного электродвигателя через два трех венцовых блока 24-28-20 и 55-30-19 и зубчатую пару 43/58 расточному шпинделю сообщается любая из 18 скоростей. Шпиндель, несущий планшайбу, получает 18 скоростей таким же способом, но через зубчатую пару 22/58 при включенной муфте. Управление коробкой скоростей производится механизмом с предварительным набором выбором скоростей. В тяжелых горизонтально расточных станках с многомоторным приводом суппорт планшайбы перемещается с помощью регулируемого электродвигателя, размещенного в корпусе планшайбы. В этой конструкции двигатель постоянного тока через червяка, червячное колесо (на чертеже не показано) и коническую передачу 13/40 сообщает вращение червяку, работающему в паре с червячной рейкой, закрепленной на ползушке. Коробка подач, размещенная в шпиндельной бабке станковмалых размеров, представляет собой многоступенчатую коробку с передвижными блоками зубчатых колес. Компоновка шпиндельных узлов в станке в сильной степени связана с компоновкой всего станка, так как шпиндель является одним из главных его элементов. При работе прецизионных станков стремятся выделить шпиндель в самостоятельный