Файл: Отчет по прохождению преддипломной практики (вид практики учебной, производственной, преддипломной ) Производственная практикапреддипломная.docx
Добавлен: 07.11.2023
Просмотров: 141
Скачиваний: 4
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Министерство науки и высшего образования Российской Федерации
федеральное государственное бюджетное образовательное учреждение высшего образования «Казанский национальный исследовательский технический университет им. А.Н. Туполева-КАИ»
(КНИТУ-КАИ)
Институт (факультет), филиал, отделение СПО __ ЗИМИТ КНИТУ-КАИ _____
Кафедра ___ МИТ _______________________________
ОТЧЕТ
по прохождению преддипломной практики
(вид практики – учебной, производственной, преддипломной)
«Производственная практика-преддипломная»
Направление подготовки/специальность:
__15.03.05 конструкторско- технологическое обеспечение машиностроительных производств __________________________________________________
(Шифр НПС, наименование)
Выполнил:
обучающийся гр. ____________________(Файзуллина Г.И.)
(группа) (подпись практиканта)
Руководитель практики от предприятия
_________________ _______________ (___________________)
(должность) (подпись, печать предприятия)
Руководитель практики от кафедры
_ Доцент каф МИТ _ _______________( Захаров О.Г _)
(должность) (подпись)
Отчет защищен с оценкой: ____________
Дата защиты «06_» _июня____2023 г.
Зеленодольск, 2023 год
ИНДИВИДУАЛЬНОЕ ЗАДАНИЕ
Обучающегося_______Файзуллина Гульназ Искандеровна________________
(Ф.И.О.)
Группы________________31401____________________________________
(Номер группы)
Направления/специальности__15.03.05 конструкторско- технологическое обеспечение машиностроительных производств________________________
(Шифр НПС, наименование)
Института (факультета), филиала, отделения СПО___ ЗИМИТ _________
Период практики с « 24» _мая___ 2023 г. по « 06» _июня__ 2023 г.
Место прохождения практики ___кафедра Машиностроения и информационных технологий ЗИМИТ КНИТУ-КАИ__
(Наименование организации, предприятия / наименование подразделения организации, предприятия)
__________________________________________________________________
Вид практики:
[ ] учебная
[ ] производственная
[*] производственная (преддипломная)
Руководитель практики
КНИТУ-КАИ
Руководитель практики от предприятия (при прохождении производственной, преддипломной практики)
_______ Захаров О.Г.________
(подпись / Ф.И.О.)
___________________________
(подпись / Ф.И.О.)
________ Доцент каф МИТ _________
(должность)
___________________________
(должность)
Задание руководителя практики от университета:
-
Описание детали (технологичность, материал, хим. состав и физ. свойства)
-
Проектирование заготовки
-
Оборудование, используемое в техпроцессе (характеристики)
-
Средства технологического оснащения на операции техпроцесса (оснастка, режущий, измерительный инструмент)
-
Расчет режимов резания на разнотипные операции (токарная, сверлильная, фрезерная, шлифовальная) технологического процесса (две операции по выбору)
Задание руководителя практики от предприятия (заполняется для производственной, преддипломной практики):
Охрана труда и техника безопасности на предприятии (цехе, участке, рабочем месте)
Задание получил, ознакомлен и согласен:
________________Файзуллина Гульназ Искандеровна_______________
(подпись / Ф.И.О. обучающегося)
« 06» _июня___ 2023 г.
СОДЕРЖАНИЕ
стр
Введение
5
-
Календарный график прохождения практики
7
-
Описание детали
7
-
Проектирование заготовки
8
-
Оборудование, используемое в техпроцессе
9
-
Средства технологического оснащения на операции техпроцесса
12
-
Расчет режимов резания
16
-
Охрана труда и техника безопасности на предприятии
21
Заключение
24
Список использованных источников
26
Приложения
27
ВВЕДЕНИЕ
1.Компетенции, формируемые в результате прохождения практики:
ОК-1
способность использовать основы философских знаний, анализировать главные этапы и закономерности исторического развития для осознания социальной значимости своей деятельности
ОК-2
способность использовать основы экономических знаний при оценке эффективности результатов деятельности в различных сферах
ОК-3
способность к коммуникации в устной и письменной формах на русском и иностранном языках для решения задач межличностного и межкультурного взаимодействия
ОК-4
способность работать в команде, толерантно воспринимая социальные, этнические, конфессиональные и культурные различия
ОК-5
способность к самоорганизации и самообразованию
ОК-6
способность использовать общеправовые знания в различных сферах деятельности
ОК-7
способность поддерживать должный уровень физической подготовленности для обеспечения полноценной социальной и профессиональной деятельности
ОК-8
способность использовать приемы оказания первой помощи, методы защиты в условиях чрезвычайных ситуаций
ОПК-1
способность использовать основные закономерности, действующие в процессе изготовления машиностроительных изделий требуемого качества, заданного количества при наименьших затратах общественного труда
ОПК-2
способность решать стандартные задачи профессиональной деятельности на основе информационной и библиографической культуры с применением информационно-коммуникационных технологий и с учетом основных требований информационной безопасности
ОПК-3
способность использовать современные информационные технологии, прикладные программные средства при решении задач профессиональной деятельности
ОПК-4
способность участвовать в разработке обобщенных вариантов решения проблем, связанных с машиностроительными производствами, выборе оптимальных вариантов прогнозируемых последствий решения на основе их анализа
ОПК-5
способность участвовать в разработке технической документации, связанной с профессиональной деятельностью
ПК-1
способность применять способы рационального использования необходимых видов ресурсов в машиностроительных производствах, выбирать основные и вспомогательные материалы для изготовления их изделий, способы реализации основных технологических процессов, аналитические и численные методы при разработке их математических моделей, а также современные методы разработки малоотходных, энергосберегающих и экологически чистых машиностроительных технологий
ПК-2
способность использовать методы стандартных испытаний по определению физико-механических свойств и технологических показателей материалов и готовых машиностроительных изделий, стандартные методы их проектирования, прогрессивные методы эксплуатации изделий
ПК-3
способность участвовать в постановке целей проекта (программы), его задач при заданных критериях, целевых функциях, ограничениях, разработке структуры их взаимосвязей, определении приоритетов решения задач с учетом правовых, нравственных аспектов профессиональной деятельности
ПК-4
способность участвовать в разработке проектов изделий машиностроения, средств технологического оснащения, автоматизации и диагностики машиностроительных производств, технологических процессов их изготовления и модернизации с учетом технологических, эксплуатационных, эстетических, экономических, управленческих параметров и использованием современных информационных технологий и вычислительной техники, а также выбирать эти средства и проводить диагностику объектов машиностроительных производств с применением необходимых методов и средств анализа
ПК-5
способность участвовать в проведении предварительного технико-экономического анализа проектных расчетов, разработке (на основе действующих нормативных документов) проектной и рабочей и эксплуатационной технической документации (в том числе в электронном виде) машиностроительных производств, их систем и средств, в мероприятиях по контролю соответствия разрабатываемых проектов и технической документации действующим нормативным документам, оформлении законченных проектно-конструкторских работ
ПК-16
способность осваивать на практике и совершенствовать технологии, системы и средства машиностроительных производств, участвовать в разработке и внедрении оптимальных технологий изготовления машиностроительных изделий, выполнять мероприятия по выбору и эффективному использованию материалов, оборудования, инструментов, технологической оснастки, средств диагностики, автоматизации, алгоритмов и программ выбора и расчетов параметров технологических процессов для их реализации
ПК-17
способность участвовать в организации на машиностроительных производствах рабочих мест, их технического оснащения, размещения оборудования, средств автоматизации, управления, контроля и испытаний, эффективного контроля качества материалов, технологических процессов, готовой продукции
ПК-18
способность участвовать в разработке программ и методик контроля и испытания машиностроительных изделий, средств технологического оснащения, диагностики, автоматизации и управления, осуществлять метрологическую поверку средств измерения основных показателей качества выпускаемой продукции, в оценке ее брака и анализе причин его возникновения, разработке мероприятий по его предупреждению и устранению
ПК-19
способность осваивать и применять современные методы организации и управления машиностроительными производствами, выполнять работы по доводке и освоению технологических процессов, средств и систем технологического оснащения, автоматизации, управления, контроля, диагностики в ходе подготовки производства новой продукции, оценке их инновационного потенциала, по определению соответствия выпускаемой продукции требованиям регламентирующей документации, по стандартизации, унификации технологических процессов, средств и систем технологического оснащения, диагностики, автоматизации и управления выпускаемой продукцией
ПК-20
способность разрабатывать планы, программы и методики, другие тестовые документы, входящие в состав конструкторской, технологической и эксплуатационной документации, осуществлять контроль за соблюдением технологической дисциплины, экологической безопасности машиностроительных производств
2.Индивидуальное задание на практику:
__Разработка технологического процесса изготовления детали "Плита нижняя" __________________________________________________________________________________________________________________________________________________________
3.Место прохождения практики
___кафедра Машиностроения и информационных технологий ЗИМИТ КНИТУ-КАИ_ (название предприятия или лаборатории, подразделения КНИТУ-КАИ)
4.Время прохождения практики
Дата начала практики «_24_»___мая________2023 г.
Дата окончания практики «_06_»___июня_______2023 г.
5.Должность на практике
_________________________ практикант _____________________________________
(практикант, стажер, помощник, конкретная должность)
ОСНОВНАЯ ЧАСТЬ ОТЧЕТА
-
Календарный график прохождения практики
Даты
Объект практики
Краткое содержание выполненной работы
24.05.23
ЗИМИТ КНИТУ-КАИ
Инструктаж по технике безопасности
25.05.23
ЗИМИТ КНИТУ-КАИ
Описание детали
26.05.23
ЗИМИТ КНИТУ-КАИ
Проектирование заготовки
с 27.05.23
по 28.05.23
ЗИМИТ КНИТУ-КАИ
Оборудование, используемое в техпроцессе
с 29.05.23
по 30.05.23
ЗИМИТ КНИТУ-КАИ
Средства технологического оснащения на операции техпроцесса
с 31.05.23
по 01.06.23
ЗИМИТ КНИТУ-КАИ
Расчет режимов резания
02.06.23
ЗИМИТ КНИТУ-КАИ
Охрана труда и техника безопасности на предприятии
06.06.23
ЗИМИТ КНИТУ-КАИ
-
Описание детали
Проведем качественную анализ детали на технологичность.
Деталь изготавливается из серого чугуна, обработка резанием удовлетворительна. Конфигурация корпуса дает возможность получения заготовки с размерами максимально приближенными к размерам детали. Это позволяет повысить коэффициент использования материала.
Деталь имеет достаточную жесткость, что не ограничивает режимы резания. Форма детали дает возможность удобного базирования и закрепления заготовки в процессе обработки, а также обеспечивает свободный доступ инструмента к обрабатываемым поверхностям.
Габаритные размеры нижней плиты ⌀ 250x48. К изделию предъявляется требования по шероховатости: Ra1.25 Ra3.2 и Ra6.3;
Серый чугун широко применяют в машиностроении, так как он дешев, хорошо обрабатывается резцом, обладает высокими литейными и механическими свойствами (см. табл. 1). Однако он имеет низкую вязкость — хрупкость и потому отлитые из чугуна детали не должны подвергаться ударному воздействию. Хрупкость серого чугуна обусловливается тем, что в нем углерод находится в виде пластиночек графита, которые являются надрезами, нарушающими сплошность металлической основы.
В марках «С» означает серый, «Ч» — чугун, две первые цифры — предел прочности при растяжении в кгс/мм2; а две последние цифры — предел прочности при изгибе в тех же единицах.
Таблица 1-Свойства чугуна.
Механические свойства
Предел прочности, кг/мм2
Стрела прогиба, расстояние между опорами 600 и 300 мм
Твердость по Бриннелю, НВ
При растяжении
При изгибе
При сжатии
32
52
110
9/3
187-255
Марка чугуна
Химический состав, %
Углерод
Кремний
Марганец
Фосфор
Сера
Хром
Никель
Не более
СЧ35
2,7 - 3,0
1,1 - 1,5
0,8 - 1,2
0,2
0,12
0,3
0,5
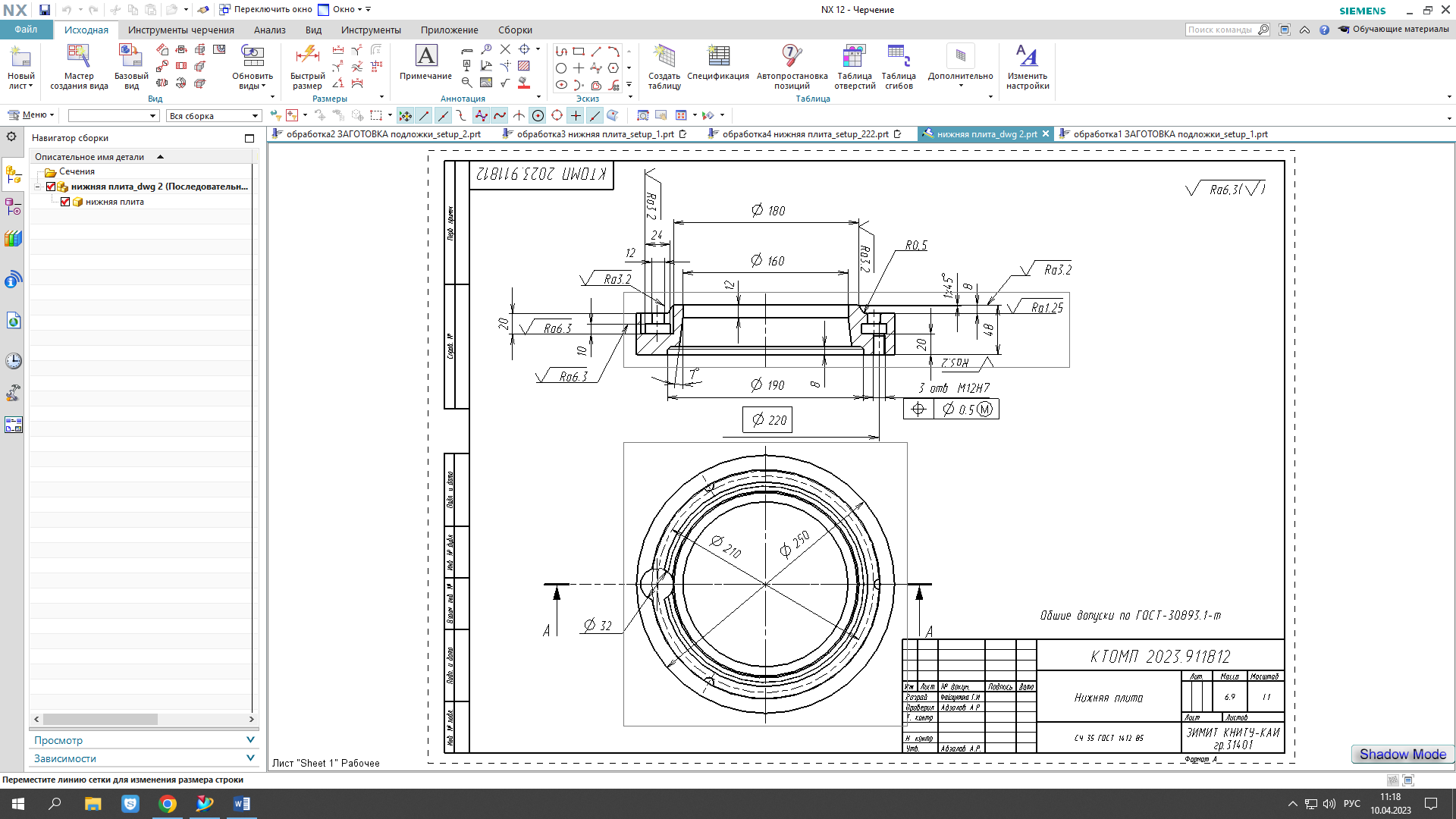
Рисунок 1 – Чертеж детали «Нижняя плита»
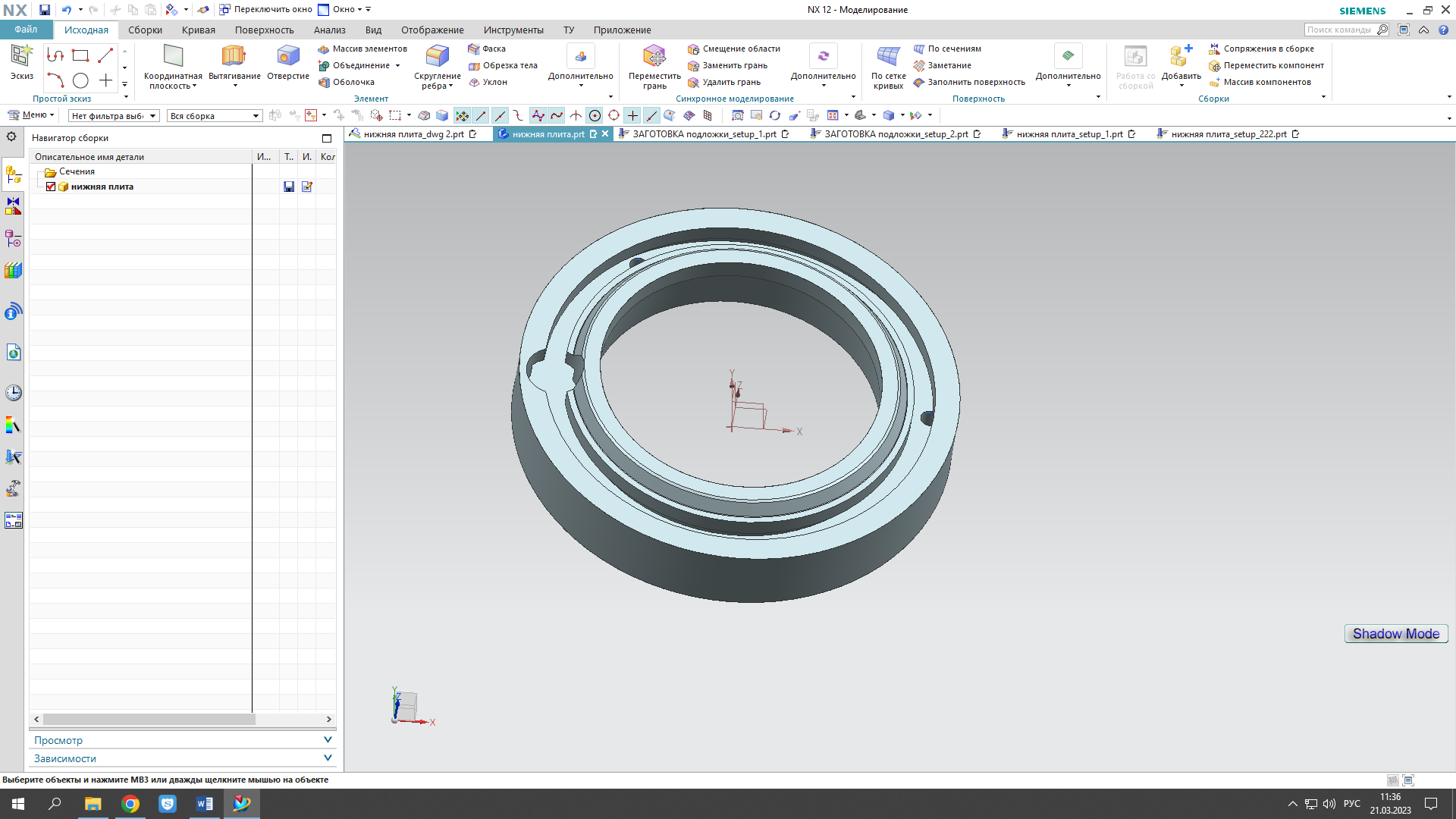
Рисунок 2 – Модель детали «Нижняя плита»
-
Проектирование заготовки
Главными факторами, влияющими на выбор метода получения заготовки, является конструкция детали, ее материал, размеры и масса заготовки, количество выпуска деталей в единицу времени, стоимость полуфабриката, расход материала и себестоимость превращения заготовки в готовую деталь и в итоге себестоимость заготовки.
Для получения детали «Нижняя плита» выбран метод получения заготовки - отливка, который указан в технических требованиях чертежа. В качестве исходной заготовки выбрано литье в песчано-глинистые формы.
Переходы между стенками отливки должны выполняться закругленными, причем радиус сопряжения зависит от типа соединения, материала отливки и толщин сопрягаемых элементов.
На все поверхности, перпендикулярные плоскости разъема, назначаются литейные уклоны. Наличие литейных уклонов обусловлено особенностями технологии литья. В случае литья в песчано-глинистые формы уклоны предназначены для предотвращения разрушения формы при извлечении модели
Определение припусков на механическую обработку и допусков на размеры отливки производят по ГОСТ 1855-55 для всех способов получения отливки. Величины припусков и допусков зависят от выбранного способа литья, габаритных размеров отливки, рода литейного сплава.
Припуски на механическую обработку отливок устанавливаются в соответствии классом точности, в нашем случае это II класс точности.
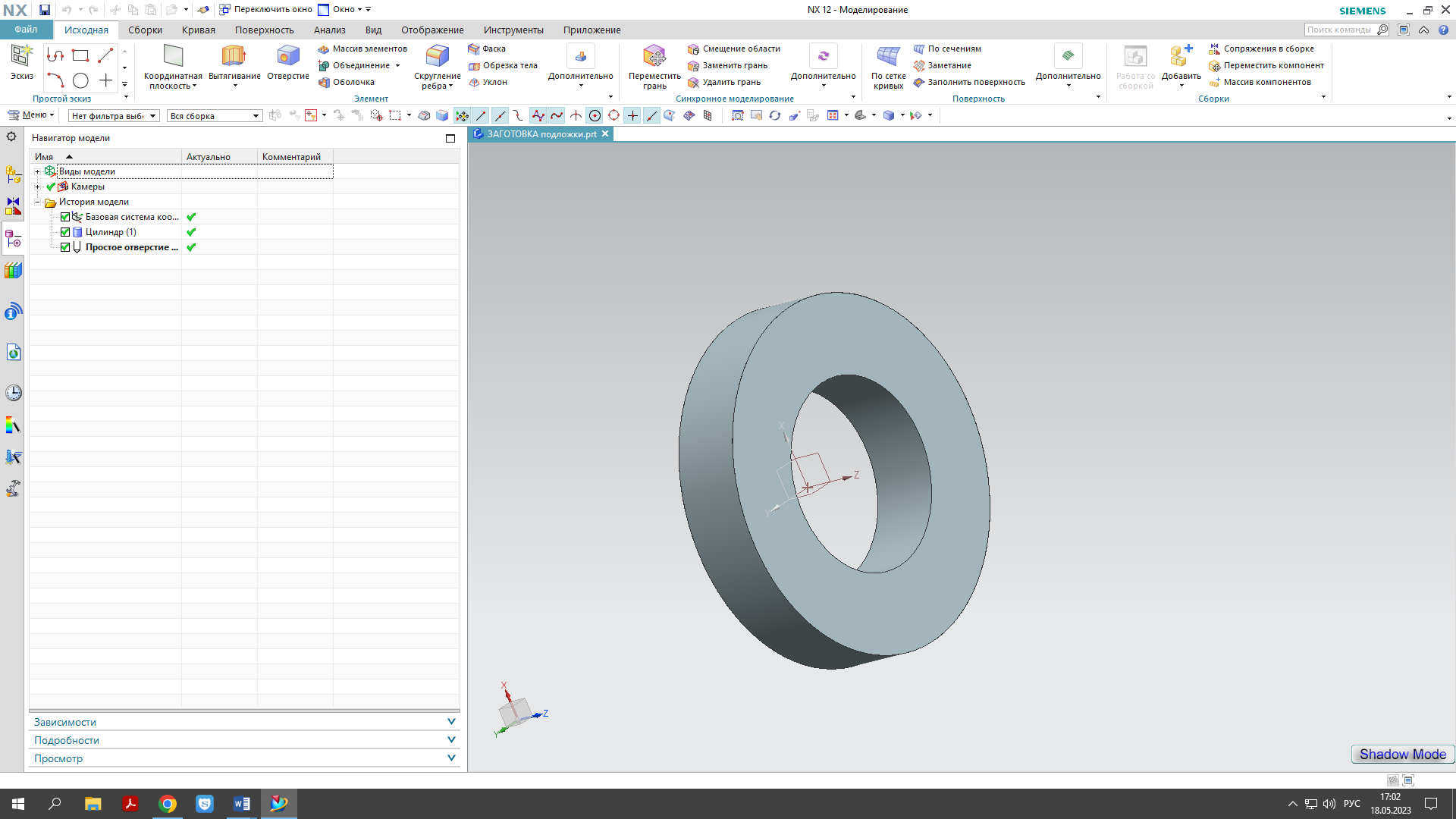
Рисунок 3 – Модель заготовки детали «Нижняя плита»
-
Оборудование, используемое в техпроцессе
Токарный станок ТС16К20Ф3 предназначен для токарной обработки наружных и внутренних поверхностей деталей со ступенчатым и криволинейным профилем в осевом сечении в замкнутом полуавтоматическом цикле.

Рисунок 4-Фото токарного станка с ЧПУ ТС16К20Ф3
Таблица 2-Технические характеристики токарного патронного станка ТС16К20Ф3 с ЧПУ :
Наибольший диаметр заготовки, мм
450
Макс. диаметр изделия типа диск, мм
400
Наибольший диаметр заготовки, обрабатываемый над суппортом, мм
210
РМЦ, мм
750
Макс. вес заготовки, кг
200 *
Рабочая подача, мм/мин
0,014000
Угол наклона станины, град
0
Ширина направляющих, мм
340
Емкость бака СОЖ, л
38
Вес нетто, кг
1800
Габаритные размеры ДхШхВ, мм
2220х1150х1500
Его числовое программное устройство обеспечивает такие возможности:
-
нарезание резьбы;
-
переключение скорости работы шпинделя (частот его вращения);
-
движение формообразования (станок способен контролировать две координаты в один и тот же момент времени);
-
индексация головки для выполнения резьбы;
-
изменение показателей подач.
Выбираем станок ФС85МФ3– это вертикально-фрезерный станок с ЧПУ для обработки деталей из металла.

Рисунок 4-Станок ФС85МФ3 ан
Таблица 3 – Характеристика станка ФС85МФ3
Размер стола (Д х Ш), мм
1000х500
Промежуток (мм) х Ширина (мм)х Количество Т-образных пазов (шт)
100х18х5
Наибольшая нагрузка на стол, кг
650
Расстояние от оси шпинделя до направляющих колонны, мм
550
Расстояние от торца шпинделя до поверхности рабочего стола, мм
150700
Подготовка в э/шкафу под 4ю ось
да
Поворотный стол
опция
Диаметр поворотного стола, мм
200
Класс точности станка
Н
X/Y/Z Перемещение, мм
850/500/550
X/Y/Z тип направляющих
Качения
X/Y/Z/A Скорость быстрых перемещений, м/мин
36/36/36
Скорость рабочей подачи, мм/мин
115000
X/Y/Z/A Номинальный момент на электродвигателях подач, Нм
16/16/16
Точность позиционирования, мкм
±4
Повторяемость позиционирования, мкм
±2
ШВП диаметр/шаг, мм
40/12
Подбор измерительного оборудования:
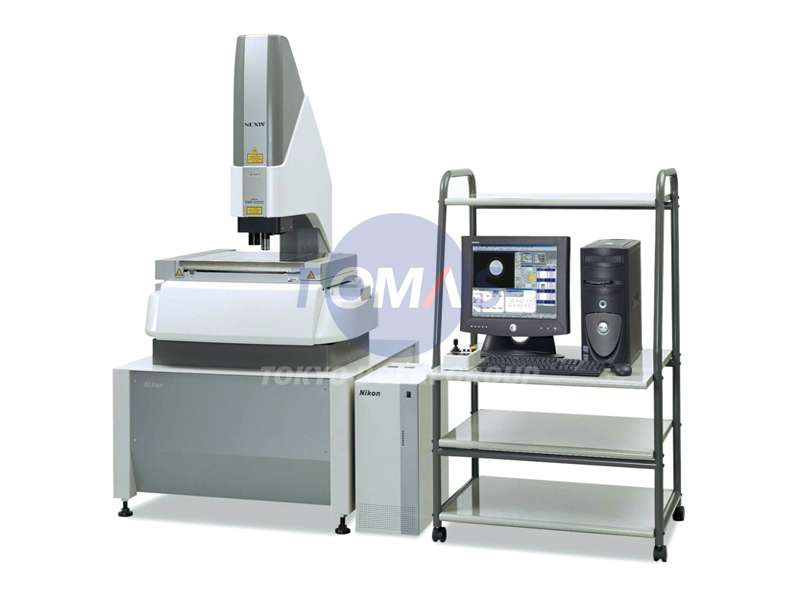
Рисунок 5-Видеоизмерительная система NIKON NEXIV VMZ-H3030 [16]
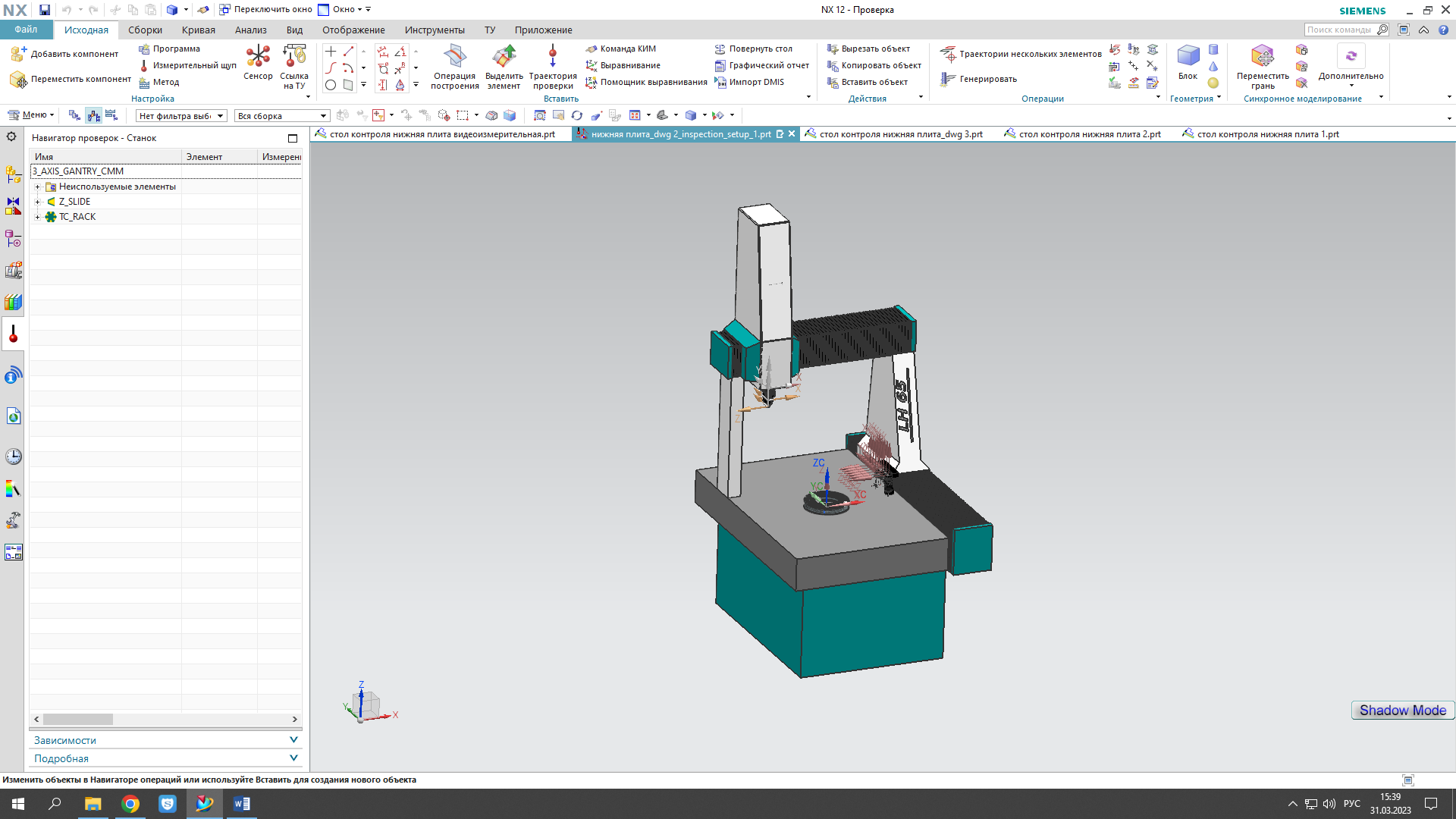
Рисунок 6 - Координатно измерительная машина WENZEL LH65
-
Средства технологического оснащения на операции техпроцесса
1 2 3 4
Министерство науки и высшего образования Российской Федерации
федеральное государственное бюджетное образовательное учреждение высшего образования «Казанский национальный исследовательский технический университет им. А.Н. Туполева-КАИ»
(КНИТУ-КАИ)
Институт (факультет), филиал, отделение СПО __ ЗИМИТ КНИТУ-КАИ _____
Кафедра ___ МИТ _______________________________
ОТЧЕТ
по прохождению преддипломной практики
(вид практики – учебной, производственной, преддипломной)
«Производственная практика-преддипломная»
Направление подготовки/специальность:
__15.03.05 конструкторско- технологическое обеспечение машиностроительных производств __________________________________________________
(Шифр НПС, наименование)
Выполнил:
обучающийся гр. ____________________(Файзуллина Г.И.)
(группа) (подпись практиканта)
Руководитель практики от предприятия
_________________ _______________ (___________________)
(должность) (подпись, печать предприятия)
Руководитель практики от кафедры
_ Доцент каф МИТ _ _______________( Захаров О.Г _)
(должность) (подпись)
Отчет защищен с оценкой: ____________
Дата защиты «06_» _июня____2023 г.
Зеленодольск, 2023 год
ИНДИВИДУАЛЬНОЕ ЗАДАНИЕ
Обучающегося_______Файзуллина Гульназ Искандеровна________________
(Ф.И.О.)
Группы________________31401____________________________________
(Номер группы)
Направления/специальности__15.03.05 конструкторско- технологическое обеспечение машиностроительных производств________________________
(Шифр НПС, наименование)
Института (факультета), филиала, отделения СПО___ ЗИМИТ _________
Период практики с « 24» _мая___ 2023 г. по « 06» _июня__ 2023 г.
Место прохождения практики ___кафедра Машиностроения и информационных технологий ЗИМИТ КНИТУ-КАИ__
(Наименование организации, предприятия / наименование подразделения организации, предприятия)
__________________________________________________________________
Вид практики:
[ ] учебная
[ ] производственная
[*] производственная (преддипломная)
Руководитель практики
КНИТУ-КАИ
Руководитель практики от предприятия (при прохождении производственной, преддипломной практики)
_______ Захаров О.Г.________
(подпись / Ф.И.О.)
___________________________
(подпись / Ф.И.О.)
________ Доцент каф МИТ _________
(должность)
___________________________
(должность)
Задание руководителя практики от университета:
-
Описание детали (технологичность, материал, хим. состав и физ. свойства)
-
Проектирование заготовки
-
Оборудование, используемое в техпроцессе (характеристики)
-
Средства технологического оснащения на операции техпроцесса (оснастка, режущий, измерительный инструмент)
-
Расчет режимов резания на разнотипные операции (токарная, сверлильная, фрезерная, шлифовальная) технологического процесса (две операции по выбору)
Задание руководителя практики от предприятия (заполняется для производственной, преддипломной практики):
Охрана труда и техника безопасности на предприятии (цехе, участке, рабочем месте)
Задание получил, ознакомлен и согласен:
________________Файзуллина Гульназ Искандеровна_______________
(подпись / Ф.И.О. обучающегося)
« 06» _июня___ 2023 г.
СОДЕРЖАНИЕ
стр
Введение
5
-
Календарный график прохождения практики
7
-
Описание детали
7
-
Проектирование заготовки
8
-
Оборудование, используемое в техпроцессе
9
-
Средства технологического оснащения на операции техпроцесса
12
-
Расчет режимов резания
16
-
Охрана труда и техника безопасности на предприятии
21
Заключение
24
Список использованных источников
26
Приложения
27
ВВЕДЕНИЕ
1.Компетенции, формируемые в результате прохождения практики:
ОК-1
способность использовать основы философских знаний, анализировать главные этапы и закономерности исторического развития для осознания социальной значимости своей деятельности
ОК-2
способность использовать основы экономических знаний при оценке эффективности результатов деятельности в различных сферах
ОК-3
способность к коммуникации в устной и письменной формах на русском и иностранном языках для решения задач межличностного и межкультурного взаимодействия
ОК-4
способность работать в команде, толерантно воспринимая социальные, этнические, конфессиональные и культурные различия
ОК-5
способность к самоорганизации и самообразованию
ОК-6
способность использовать общеправовые знания в различных сферах деятельности
ОК-7
способность поддерживать должный уровень физической подготовленности для обеспечения полноценной социальной и профессиональной деятельности
ОК-8
способность использовать приемы оказания первой помощи, методы защиты в условиях чрезвычайных ситуаций
ОПК-1
способность использовать основные закономерности, действующие в процессе изготовления машиностроительных изделий требуемого качества, заданного количества при наименьших затратах общественного труда
ОПК-2
способность решать стандартные задачи профессиональной деятельности на основе информационной и библиографической культуры с применением информационно-коммуникационных технологий и с учетом основных требований информационной безопасности
ОПК-3
способность использовать современные информационные технологии, прикладные программные средства при решении задач профессиональной деятельности
ОПК-4
способность участвовать в разработке обобщенных вариантов решения проблем, связанных с машиностроительными производствами, выборе оптимальных вариантов прогнозируемых последствий решения на основе их анализа
ОПК-5
способность участвовать в разработке технической документации, связанной с профессиональной деятельностью
ПК-1
способность применять способы рационального использования необходимых видов ресурсов в машиностроительных производствах, выбирать основные и вспомогательные материалы для изготовления их изделий, способы реализации основных технологических процессов, аналитические и численные методы при разработке их математических моделей, а также современные методы разработки малоотходных, энергосберегающих и экологически чистых машиностроительных технологий
ПК-2
способность использовать методы стандартных испытаний по определению физико-механических свойств и технологических показателей материалов и готовых машиностроительных изделий, стандартные методы их проектирования, прогрессивные методы эксплуатации изделий
ПК-3
способность участвовать в постановке целей проекта (программы), его задач при заданных критериях, целевых функциях, ограничениях, разработке структуры их взаимосвязей, определении приоритетов решения задач с учетом правовых, нравственных аспектов профессиональной деятельности
ПК-4
способность участвовать в разработке проектов изделий машиностроения, средств технологического оснащения, автоматизации и диагностики машиностроительных производств, технологических процессов их изготовления и модернизации с учетом технологических, эксплуатационных, эстетических, экономических, управленческих параметров и использованием современных информационных технологий и вычислительной техники, а также выбирать эти средства и проводить диагностику объектов машиностроительных производств с применением необходимых методов и средств анализа
ПК-5
способность участвовать в проведении предварительного технико-экономического анализа проектных расчетов, разработке (на основе действующих нормативных документов) проектной и рабочей и эксплуатационной технической документации (в том числе в электронном виде) машиностроительных производств, их систем и средств, в мероприятиях по контролю соответствия разрабатываемых проектов и технической документации действующим нормативным документам, оформлении законченных проектно-конструкторских работ
ПК-16
способность осваивать на практике и совершенствовать технологии, системы и средства машиностроительных производств, участвовать в разработке и внедрении оптимальных технологий изготовления машиностроительных изделий, выполнять мероприятия по выбору и эффективному использованию материалов, оборудования, инструментов, технологической оснастки, средств диагностики, автоматизации, алгоритмов и программ выбора и расчетов параметров технологических процессов для их реализации
ПК-17
способность участвовать в организации на машиностроительных производствах рабочих мест, их технического оснащения, размещения оборудования, средств автоматизации, управления, контроля и испытаний, эффективного контроля качества материалов, технологических процессов, готовой продукции
ПК-18
способность участвовать в разработке программ и методик контроля и испытания машиностроительных изделий, средств технологического оснащения, диагностики, автоматизации и управления, осуществлять метрологическую поверку средств измерения основных показателей качества выпускаемой продукции, в оценке ее брака и анализе причин его возникновения, разработке мероприятий по его предупреждению и устранению
ПК-19
способность осваивать и применять современные методы организации и управления машиностроительными производствами, выполнять работы по доводке и освоению технологических процессов, средств и систем технологического оснащения, автоматизации, управления, контроля, диагностики в ходе подготовки производства новой продукции, оценке их инновационного потенциала, по определению соответствия выпускаемой продукции требованиям регламентирующей документации, по стандартизации, унификации технологических процессов, средств и систем технологического оснащения, диагностики, автоматизации и управления выпускаемой продукцией
ПК-20
способность разрабатывать планы, программы и методики, другие тестовые документы, входящие в состав конструкторской, технологической и эксплуатационной документации, осуществлять контроль за соблюдением технологической дисциплины, экологической безопасности машиностроительных производств
2.Индивидуальное задание на практику:
__Разработка технологического процесса изготовления детали "Плита нижняя" __________________________________________________________________________________________________________________________________________________________
3.Место прохождения практики
___кафедра Машиностроения и информационных технологий ЗИМИТ КНИТУ-КАИ_ (название предприятия или лаборатории, подразделения КНИТУ-КАИ)
4.Время прохождения практики
Дата начала практики «_24_»___мая________2023 г.
Дата окончания практики «_06_»___июня_______2023 г.
5.Должность на практике
_________________________ практикант _____________________________________
(практикант, стажер, помощник, конкретная должность)
ОСНОВНАЯ ЧАСТЬ ОТЧЕТА
-
Календарный график прохождения практики
Даты
Объект практики
Краткое содержание выполненной работы
24.05.23
ЗИМИТ КНИТУ-КАИ
Инструктаж по технике безопасности
25.05.23
ЗИМИТ КНИТУ-КАИ
Описание детали
26.05.23
ЗИМИТ КНИТУ-КАИ
Проектирование заготовки
с 27.05.23
по 28.05.23
ЗИМИТ КНИТУ-КАИ
Оборудование, используемое в техпроцессе
с 29.05.23
по 30.05.23
ЗИМИТ КНИТУ-КАИ
Средства технологического оснащения на операции техпроцесса
с 31.05.23
по 01.06.23
ЗИМИТ КНИТУ-КАИ
Расчет режимов резания
02.06.23
ЗИМИТ КНИТУ-КАИ
Охрана труда и техника безопасности на предприятии
06.06.23
ЗИМИТ КНИТУ-КАИ
-
Описание детали
Проведем качественную анализ детали на технологичность.
Деталь изготавливается из серого чугуна, обработка резанием удовлетворительна. Конфигурация корпуса дает возможность получения заготовки с размерами максимально приближенными к размерам детали. Это позволяет повысить коэффициент использования материала.
Деталь имеет достаточную жесткость, что не ограничивает режимы резания. Форма детали дает возможность удобного базирования и закрепления заготовки в процессе обработки, а также обеспечивает свободный доступ инструмента к обрабатываемым поверхностям.
Габаритные размеры нижней плиты ⌀ 250x48. К изделию предъявляется требования по шероховатости: Ra1.25 Ra3.2 и Ra6.3;
Серый чугун широко применяют в машиностроении, так как он дешев, хорошо обрабатывается резцом, обладает высокими литейными и механическими свойствами (см. табл. 1). Однако он имеет низкую вязкость — хрупкость и потому отлитые из чугуна детали не должны подвергаться ударному воздействию. Хрупкость серого чугуна обусловливается тем, что в нем углерод находится в виде пластиночек графита, которые являются надрезами, нарушающими сплошность металлической основы.
В марках «С» означает серый, «Ч» — чугун, две первые цифры — предел прочности при растяжении в кгс/мм2; а две последние цифры — предел прочности при изгибе в тех же единицах.
Таблица 1-Свойства чугуна.
Механические свойства
Предел прочности, кг/мм2
Стрела прогиба, расстояние между опорами 600 и 300 мм
Твердость по Бриннелю, НВ
При растяжении
При изгибе
При сжатии
32
52
110
9/3
187-255
Марка чугуна
Химический состав, %
Углерод
Кремний
Марганец
Фосфор
Сера
Хром
Никель
Не более
СЧ35
2,7 - 3,0
1,1 - 1,5
0,8 - 1,2
0,2
0,12
0,3
0,5
Рисунок 1 – Чертеж детали «Нижняя плита»
Рисунок 2 – Модель детали «Нижняя плита»
-
Проектирование заготовки
Главными факторами, влияющими на выбор метода получения заготовки, является конструкция детали, ее материал, размеры и масса заготовки, количество выпуска деталей в единицу времени, стоимость полуфабриката, расход материала и себестоимость превращения заготовки в готовую деталь и в итоге себестоимость заготовки.
Для получения детали «Нижняя плита» выбран метод получения заготовки - отливка, который указан в технических требованиях чертежа. В качестве исходной заготовки выбрано литье в песчано-глинистые формы.
Переходы между стенками отливки должны выполняться закругленными, причем радиус сопряжения зависит от типа соединения, материала отливки и толщин сопрягаемых элементов.
На все поверхности, перпендикулярные плоскости разъема, назначаются литейные уклоны. Наличие литейных уклонов обусловлено особенностями технологии литья. В случае литья в песчано-глинистые формы уклоны предназначены для предотвращения разрушения формы при извлечении модели
Определение припусков на механическую обработку и допусков на размеры отливки производят по ГОСТ 1855-55 для всех способов получения отливки. Величины припусков и допусков зависят от выбранного способа литья, габаритных размеров отливки, рода литейного сплава.
Припуски на механическую обработку отливок устанавливаются в соответствии классом точности, в нашем случае это II класс точности.
Рисунок 3 – Модель заготовки детали «Нижняя плита»
-
Оборудование, используемое в техпроцессе
Токарный станок ТС16К20Ф3 предназначен для токарной обработки наружных и внутренних поверхностей деталей со ступенчатым и криволинейным профилем в осевом сечении в замкнутом полуавтоматическом цикле.
Рисунок 4-Фото токарного станка с ЧПУ ТС16К20Ф3
Таблица 2-Технические характеристики токарного патронного станка ТС16К20Ф3 с ЧПУ :
Наибольший диаметр заготовки, мм
450
Макс. диаметр изделия типа диск, мм
400
Наибольший диаметр заготовки, обрабатываемый над суппортом, мм
210
РМЦ, мм
750
Макс. вес заготовки, кг
200 *
Рабочая подача, мм/мин
0,014000
Угол наклона станины, град
0
Ширина направляющих, мм
340
Емкость бака СОЖ, л
38
Вес нетто, кг
1800
Габаритные размеры ДхШхВ, мм
2220х1150х1500
Его числовое программное устройство обеспечивает такие возможности:
-
нарезание резьбы;
-
переключение скорости работы шпинделя (частот его вращения);
-
движение формообразования (станок способен контролировать две координаты в один и тот же момент времени);
-
индексация головки для выполнения резьбы;
-
изменение показателей подач.
Выбираем станок ФС85МФ3– это вертикально-фрезерный станок с ЧПУ для обработки деталей из металла.
Рисунок 4-Станок ФС85МФ3 ан
Таблица 3 – Характеристика станка ФС85МФ3
Размер стола (Д х Ш), мм
1000х500
Промежуток (мм) х Ширина (мм)х Количество Т-образных пазов (шт)
100х18х5
Наибольшая нагрузка на стол, кг
650
Расстояние от оси шпинделя до направляющих колонны, мм
550
Расстояние от торца шпинделя до поверхности рабочего стола, мм
150700
Подготовка в э/шкафу под 4ю ось
да
Поворотный стол
опция
Диаметр поворотного стола, мм
200
Класс точности станка
Н
X/Y/Z Перемещение, мм
850/500/550
X/Y/Z тип направляющих
Качения
X/Y/Z/A Скорость быстрых перемещений, м/мин
36/36/36
Скорость рабочей подачи, мм/мин
115000
X/Y/Z/A Номинальный момент на электродвигателях подач, Нм
16/16/16
Точность позиционирования, мкм
±4
Повторяемость позиционирования, мкм
±2
ШВП диаметр/шаг, мм
40/12
Подбор измерительного оборудования:
Рисунок 5-Видеоизмерительная система NIKON NEXIV VMZ-H3030 [16]
Рисунок 6 - Координатно измерительная машина WENZEL LH65
-
Средства технологического оснащения на операции техпроцесса
1 2 3 4
Министерство науки и высшего образования Российской Федерации
федеральное государственное бюджетное образовательное учреждение высшего образования «Казанский национальный исследовательский технический университет им. А.Н. Туполева-КАИ»
(КНИТУ-КАИ)
Институт (факультет), филиал, отделение СПО __ ЗИМИТ КНИТУ-КАИ _____
Кафедра ___ МИТ _______________________________
ОТЧЕТ
по прохождению преддипломной практики
(вид практики – учебной, производственной, преддипломной)
«Производственная практика-преддипломная»
Направление подготовки/специальность:
__15.03.05 конструкторско- технологическое обеспечение машиностроительных производств __________________________________________________
(Шифр НПС, наименование)
Выполнил:
обучающийся гр. ____________________(Файзуллина Г.И.)
(группа) (подпись практиканта)
Руководитель практики от предприятия
_________________ _______________ (___________________)
(должность) (подпись, печать предприятия)
Руководитель практики от кафедры
_ Доцент каф МИТ _ _______________( Захаров О.Г _)
(должность) (подпись)
Отчет защищен с оценкой: ____________
Дата защиты «06_» _июня____2023 г.
Зеленодольск, 2023 год
ИНДИВИДУАЛЬНОЕ ЗАДАНИЕ
Обучающегося_______Файзуллина Гульназ Искандеровна________________
(Ф.И.О.)
Группы________________31401____________________________________
(Номер группы)
Направления/специальности__15.03.05 конструкторско- технологическое обеспечение машиностроительных производств________________________
(Шифр НПС, наименование)
Института (факультета), филиала, отделения СПО___ ЗИМИТ _________
Период практики с « 24» _мая___ 2023 г. по « 06» _июня__ 2023 г.
Место прохождения практики ___кафедра Машиностроения и информационных технологий ЗИМИТ КНИТУ-КАИ__
(Наименование организации, предприятия / наименование подразделения организации, предприятия)
__________________________________________________________________
Вид практики:
[ ] учебная
[ ] производственная
[*] производственная (преддипломная)
| Руководитель практики КНИТУ-КАИ | Руководитель практики от предприятия (при прохождении производственной, преддипломной практики) |
| _______ Захаров О.Г.________ (подпись / Ф.И.О.) | ___________________________ (подпись / Ф.И.О.) |
| ________ Доцент каф МИТ _________ (должность) | ___________________________ (должность) |
Задание руководителя практики от университета:
|
|
|
|
|
| |
| |
Задание руководителя практики от предприятия (заполняется для производственной, преддипломной практики):
| Охрана труда и техника безопасности на предприятии (цехе, участке, рабочем месте) |
| |
| |
| |
| |
| |
| |
| |
Задание получил, ознакомлен и согласен:
| ________________Файзуллина Гульназ Искандеровна_______________ (подпись / Ф.И.О. обучающегося) |
« 06» _июня___ 2023 г.
| СОДЕРЖАНИЕ | стр |
| Введение | 5 |
| 7 |
| 7 |
| 8 |
| 9 |
| 12 |
| 16 |
| 21 |
| Заключение | 24 |
| Список использованных источников | 26 |
| Приложения | 27 |
ВВЕДЕНИЕ
1.Компетенции, формируемые в результате прохождения практики:
| ОК-1 | способность использовать основы философских знаний, анализировать главные этапы и закономерности исторического развития для осознания социальной значимости своей деятельности |
| ОК-2 | способность использовать основы экономических знаний при оценке эффективности результатов деятельности в различных сферах |
| ОК-3 | способность к коммуникации в устной и письменной формах на русском и иностранном языках для решения задач межличностного и межкультурного взаимодействия |
| ОК-4 | способность работать в команде, толерантно воспринимая социальные, этнические, конфессиональные и культурные различия |
| ОК-5 | способность к самоорганизации и самообразованию |
| ОК-6 | способность использовать общеправовые знания в различных сферах деятельности |
| ОК-7 | способность поддерживать должный уровень физической подготовленности для обеспечения полноценной социальной и профессиональной деятельности |
| ОК-8 | способность использовать приемы оказания первой помощи, методы защиты в условиях чрезвычайных ситуаций |
| ОПК-1 | способность использовать основные закономерности, действующие в процессе изготовления машиностроительных изделий требуемого качества, заданного количества при наименьших затратах общественного труда |
| ОПК-2 | способность решать стандартные задачи профессиональной деятельности на основе информационной и библиографической культуры с применением информационно-коммуникационных технологий и с учетом основных требований информационной безопасности |
| ОПК-3 | способность использовать современные информационные технологии, прикладные программные средства при решении задач профессиональной деятельности |
| ОПК-4 | способность участвовать в разработке обобщенных вариантов решения проблем, связанных с машиностроительными производствами, выборе оптимальных вариантов прогнозируемых последствий решения на основе их анализа |
| ОПК-5 | способность участвовать в разработке технической документации, связанной с профессиональной деятельностью |
| ПК-1 | способность применять способы рационального использования необходимых видов ресурсов в машиностроительных производствах, выбирать основные и вспомогательные материалы для изготовления их изделий, способы реализации основных технологических процессов, аналитические и численные методы при разработке их математических моделей, а также современные методы разработки малоотходных, энергосберегающих и экологически чистых машиностроительных технологий |
| ПК-2 | способность использовать методы стандартных испытаний по определению физико-механических свойств и технологических показателей материалов и готовых машиностроительных изделий, стандартные методы их проектирования, прогрессивные методы эксплуатации изделий |
| ПК-3 | способность участвовать в постановке целей проекта (программы), его задач при заданных критериях, целевых функциях, ограничениях, разработке структуры их взаимосвязей, определении приоритетов решения задач с учетом правовых, нравственных аспектов профессиональной деятельности |
| ПК-4 | способность участвовать в разработке проектов изделий машиностроения, средств технологического оснащения, автоматизации и диагностики машиностроительных производств, технологических процессов их изготовления и модернизации с учетом технологических, эксплуатационных, эстетических, экономических, управленческих параметров и использованием современных информационных технологий и вычислительной техники, а также выбирать эти средства и проводить диагностику объектов машиностроительных производств с применением необходимых методов и средств анализа |
| ПК-5 | способность участвовать в проведении предварительного технико-экономического анализа проектных расчетов, разработке (на основе действующих нормативных документов) проектной и рабочей и эксплуатационной технической документации (в том числе в электронном виде) машиностроительных производств, их систем и средств, в мероприятиях по контролю соответствия разрабатываемых проектов и технической документации действующим нормативным документам, оформлении законченных проектно-конструкторских работ |
| ПК-16 | способность осваивать на практике и совершенствовать технологии, системы и средства машиностроительных производств, участвовать в разработке и внедрении оптимальных технологий изготовления машиностроительных изделий, выполнять мероприятия по выбору и эффективному использованию материалов, оборудования, инструментов, технологической оснастки, средств диагностики, автоматизации, алгоритмов и программ выбора и расчетов параметров технологических процессов для их реализации |
| ПК-17 | способность участвовать в организации на машиностроительных производствах рабочих мест, их технического оснащения, размещения оборудования, средств автоматизации, управления, контроля и испытаний, эффективного контроля качества материалов, технологических процессов, готовой продукции |
| ПК-18 | способность участвовать в разработке программ и методик контроля и испытания машиностроительных изделий, средств технологического оснащения, диагностики, автоматизации и управления, осуществлять метрологическую поверку средств измерения основных показателей качества выпускаемой продукции, в оценке ее брака и анализе причин его возникновения, разработке мероприятий по его предупреждению и устранению |
| ПК-19 | способность осваивать и применять современные методы организации и управления машиностроительными производствами, выполнять работы по доводке и освоению технологических процессов, средств и систем технологического оснащения, автоматизации, управления, контроля, диагностики в ходе подготовки производства новой продукции, оценке их инновационного потенциала, по определению соответствия выпускаемой продукции требованиям регламентирующей документации, по стандартизации, унификации технологических процессов, средств и систем технологического оснащения, диагностики, автоматизации и управления выпускаемой продукцией |
| ПК-20 | способность разрабатывать планы, программы и методики, другие тестовые документы, входящие в состав конструкторской, технологической и эксплуатационной документации, осуществлять контроль за соблюдением технологической дисциплины, экологической безопасности машиностроительных производств |
2.Индивидуальное задание на практику:
__Разработка технологического процесса изготовления детали "Плита нижняя" __________________________________________________________________________________________________________________________________________________________
3.Место прохождения практики
___кафедра Машиностроения и информационных технологий ЗИМИТ КНИТУ-КАИ_ (название предприятия или лаборатории, подразделения КНИТУ-КАИ)
4.Время прохождения практики
Дата начала практики «_24_»___мая________2023 г.
Дата окончания практики «_06_»___июня_______2023 г.
5.Должность на практике
_________________________ практикант _____________________________________
(практикант, стажер, помощник, конкретная должность)
ОСНОВНАЯ ЧАСТЬ ОТЧЕТА
-
Календарный график прохождения практики
| Даты | Объект практики | Краткое содержание выполненной работы |
| 24.05.23 | ЗИМИТ КНИТУ-КАИ | Инструктаж по технике безопасности |
| 25.05.23 | ЗИМИТ КНИТУ-КАИ | Описание детали |
| 26.05.23 | ЗИМИТ КНИТУ-КАИ | Проектирование заготовки |
| с 27.05.23 по 28.05.23 | ЗИМИТ КНИТУ-КАИ | Оборудование, используемое в техпроцессе |
| с 29.05.23 по 30.05.23 | ЗИМИТ КНИТУ-КАИ | Средства технологического оснащения на операции техпроцесса |
| с 31.05.23 по 01.06.23 | ЗИМИТ КНИТУ-КАИ | Расчет режимов резания |
| 02.06.23 | ЗИМИТ КНИТУ-КАИ | Охрана труда и техника безопасности на предприятии |
| 06.06.23 | ЗИМИТ КНИТУ-КАИ | |
-
Описание детали
Проведем качественную анализ детали на технологичность.
Деталь изготавливается из серого чугуна, обработка резанием удовлетворительна. Конфигурация корпуса дает возможность получения заготовки с размерами максимально приближенными к размерам детали. Это позволяет повысить коэффициент использования материала.
Деталь имеет достаточную жесткость, что не ограничивает режимы резания. Форма детали дает возможность удобного базирования и закрепления заготовки в процессе обработки, а также обеспечивает свободный доступ инструмента к обрабатываемым поверхностям.
Габаритные размеры нижней плиты ⌀ 250x48. К изделию предъявляется требования по шероховатости: Ra1.25 Ra3.2 и Ra6.3;
Серый чугун широко применяют в машиностроении, так как он дешев, хорошо обрабатывается резцом, обладает высокими литейными и механическими свойствами (см. табл. 1). Однако он имеет низкую вязкость — хрупкость и потому отлитые из чугуна детали не должны подвергаться ударному воздействию. Хрупкость серого чугуна обусловливается тем, что в нем углерод находится в виде пластиночек графита, которые являются надрезами, нарушающими сплошность металлической основы.
В марках «С» означает серый, «Ч» — чугун, две первые цифры — предел прочности при растяжении в кгс/мм2; а две последние цифры — предел прочности при изгибе в тех же единицах.
Таблица 1-Свойства чугуна.
| Механические свойства | | ||||||||||||||||
| Предел прочности, кг/мм2 | Стрела прогиба, расстояние между опорами 600 и 300 мм | Твердость по Бриннелю, НВ | |||||||||||||||
| При растяжении | При изгибе | При сжатии | |||||||||||||||
| 32 | 52 | 110 | 9/3 | 187-255 | |||||||||||||
| Марка чугуна | Химический состав, % | | | ||||||||||||||
| Углерод | Кремний | Марганец | Фосфор | Сера | Хром | Никель | | | |||||||||
| Не более | | | |||||||||||||||
| СЧ35 | 2,7 - 3,0 | 1,1 - 1,5 | 0,8 - 1,2 | 0,2 | 0,12 | 0,3 | 0,5 | | | ||||||||
Рисунок 1 – Чертеж детали «Нижняя плита»
Рисунок 2 – Модель детали «Нижняя плита»
-
Проектирование заготовки
Главными факторами, влияющими на выбор метода получения заготовки, является конструкция детали, ее материал, размеры и масса заготовки, количество выпуска деталей в единицу времени, стоимость полуфабриката, расход материала и себестоимость превращения заготовки в готовую деталь и в итоге себестоимость заготовки.
Для получения детали «Нижняя плита» выбран метод получения заготовки - отливка, который указан в технических требованиях чертежа. В качестве исходной заготовки выбрано литье в песчано-глинистые формы.
Переходы между стенками отливки должны выполняться закругленными, причем радиус сопряжения зависит от типа соединения, материала отливки и толщин сопрягаемых элементов.
На все поверхности, перпендикулярные плоскости разъема, назначаются литейные уклоны. Наличие литейных уклонов обусловлено особенностями технологии литья. В случае литья в песчано-глинистые формы уклоны предназначены для предотвращения разрушения формы при извлечении модели
Определение припусков на механическую обработку и допусков на размеры отливки производят по ГОСТ 1855-55 для всех способов получения отливки. Величины припусков и допусков зависят от выбранного способа литья, габаритных размеров отливки, рода литейного сплава.
Припуски на механическую обработку отливок устанавливаются в соответствии классом точности, в нашем случае это II класс точности.
Рисунок 3 – Модель заготовки детали «Нижняя плита»
-
Оборудование, используемое в техпроцессе
Токарный станок ТС16К20Ф3 предназначен для токарной обработки наружных и внутренних поверхностей деталей со ступенчатым и криволинейным профилем в осевом сечении в замкнутом полуавтоматическом цикле.
Рисунок 4-Фото токарного станка с ЧПУ ТС16К20Ф3
Таблица 2-Технические характеристики токарного патронного станка ТС16К20Ф3 с ЧПУ :
| Наибольший диаметр заготовки, мм | 450 |
| Макс. диаметр изделия типа диск, мм | 400 |
| Наибольший диаметр заготовки, обрабатываемый над суппортом, мм | 210 |
| РМЦ, мм | 750 |
| Макс. вес заготовки, кг | 200 * |
| Рабочая подача, мм/мин | 0,014000 |
| Угол наклона станины, град | 0 |
| Ширина направляющих, мм | 340 |
| Емкость бака СОЖ, л | 38 |
| Вес нетто, кг | 1800 |
| Габаритные размеры ДхШхВ, мм | 2220х1150х1500 |
Его числовое программное устройство обеспечивает такие возможности:
-
нарезание резьбы; -
переключение скорости работы шпинделя (частот его вращения); -
движение формообразования (станок способен контролировать две координаты в один и тот же момент времени); -
индексация головки для выполнения резьбы; -
изменение показателей подач.
Выбираем станок ФС85МФ3– это вертикально-фрезерный станок с ЧПУ для обработки деталей из металла.
Рисунок 4-Станок ФС85МФ3 ан
Таблица 3 – Характеристика станка ФС85МФ3
| Размер стола (Д х Ш), мм | 1000х500 | |
| Промежуток (мм) х Ширина (мм)х Количество Т-образных пазов (шт) | 100х18х5 | |
| Наибольшая нагрузка на стол, кг | 650 | |
| Расстояние от оси шпинделя до направляющих колонны, мм | 550 | |
| Расстояние от торца шпинделя до поверхности рабочего стола, мм | 150700 | |
| Подготовка в э/шкафу под 4ю ось | да | |
| Поворотный стол | опция | |
| Диаметр поворотного стола, мм | 200 | |
| Класс точности станка | Н | |
| X/Y/Z Перемещение, мм | 850/500/550 | |
| X/Y/Z тип направляющих | Качения | |
| X/Y/Z/A Скорость быстрых перемещений, м/мин | 36/36/36 | |
| Скорость рабочей подачи, мм/мин | 115000 | |
| X/Y/Z/A Номинальный момент на электродвигателях подач, Нм | 16/16/16 | |
| Точность позиционирования, мкм | ±4 | |
| Повторяемость позиционирования, мкм | ±2 | |
| ШВП диаметр/шаг, мм | 40/12 | |
Подбор измерительного оборудования:
Рисунок 5-Видеоизмерительная система NIKON NEXIV VMZ-H3030 [16]
Рисунок 6 - Координатно измерительная машина WENZEL LH65
-
Средства технологического оснащения на операции техпроцесса
Подбор инструментов на операции:
Токарная обработка
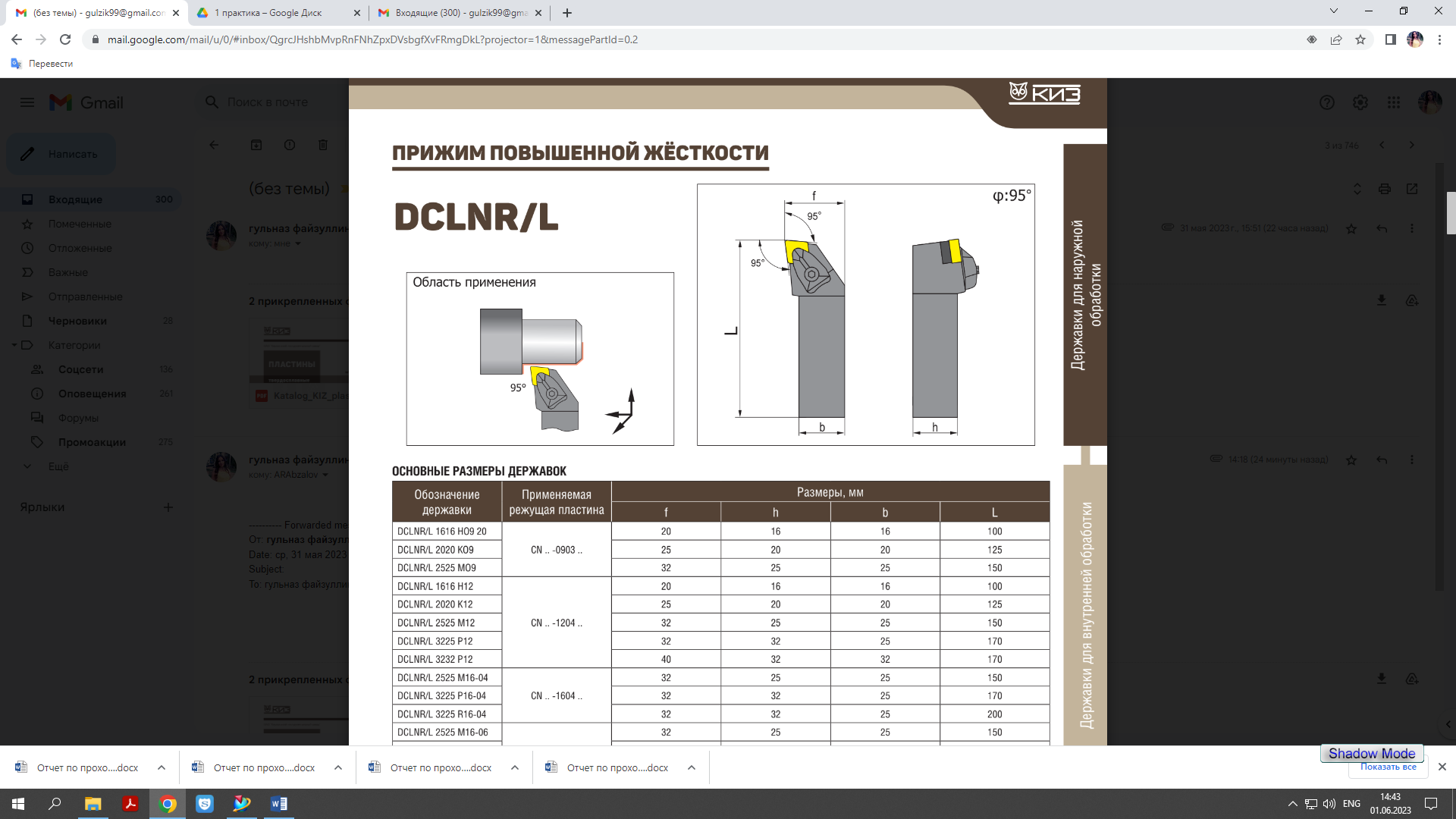
Рис. 7 - Резец с пластиной CNMM 160612 и державкой DCLNL 3225 P16-06
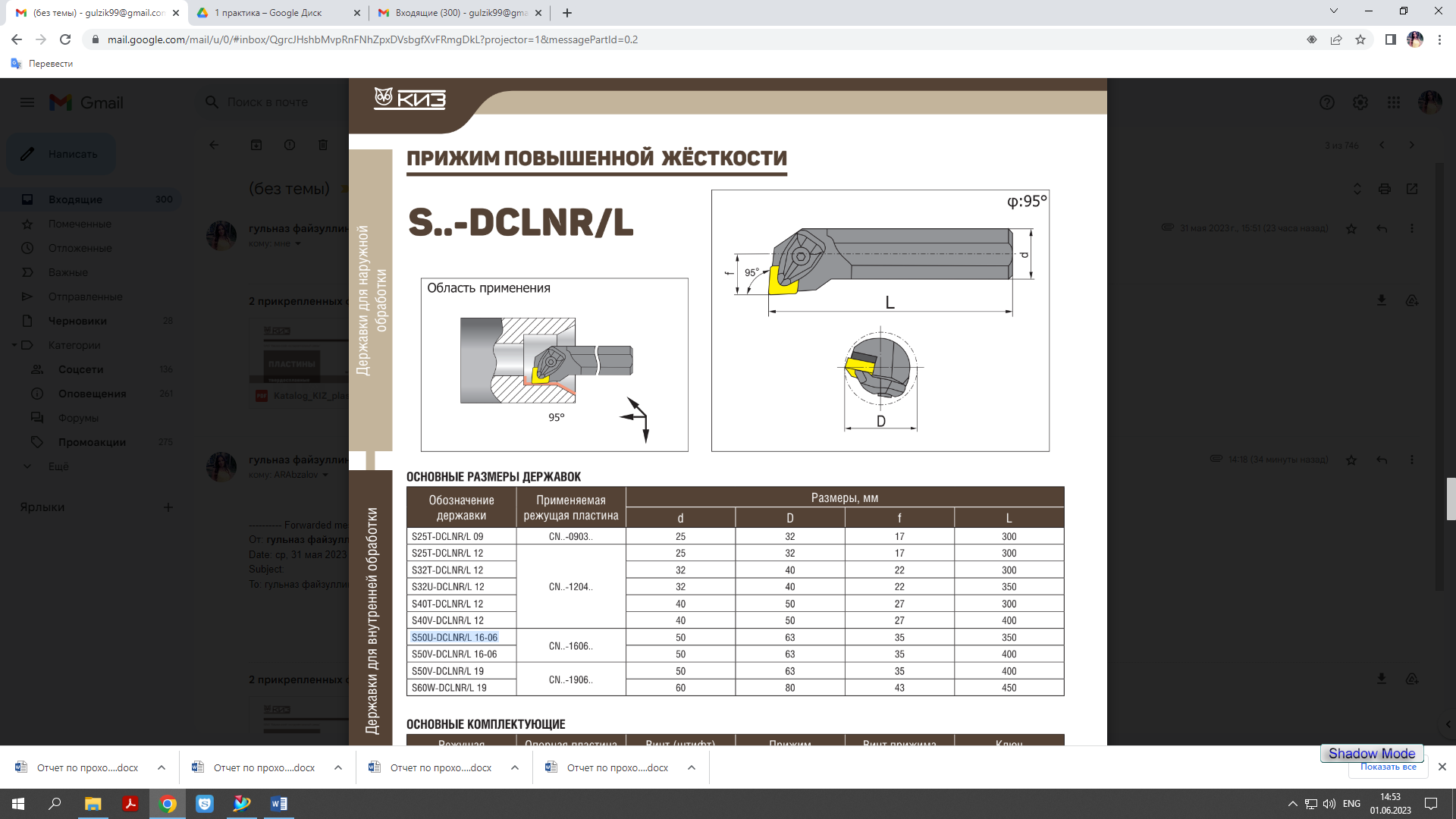
Рис. 8 - Резец с пластиной CNMM 160612 и державкой S50U-DCLNL 16-06
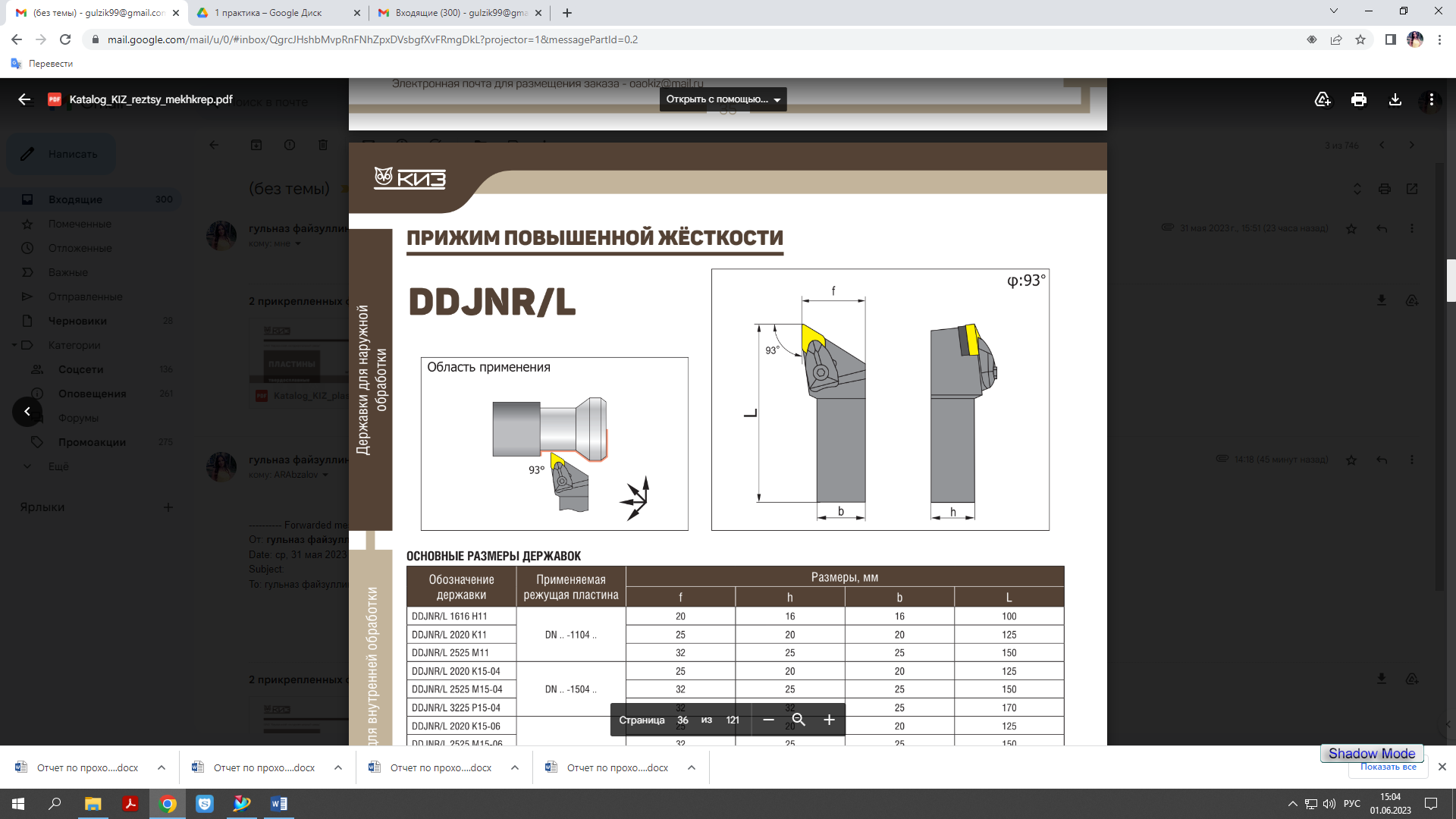
Рис. 9 - Резец с пластиной CNMM 150408 и державкой DCJNL 3225 P15-04
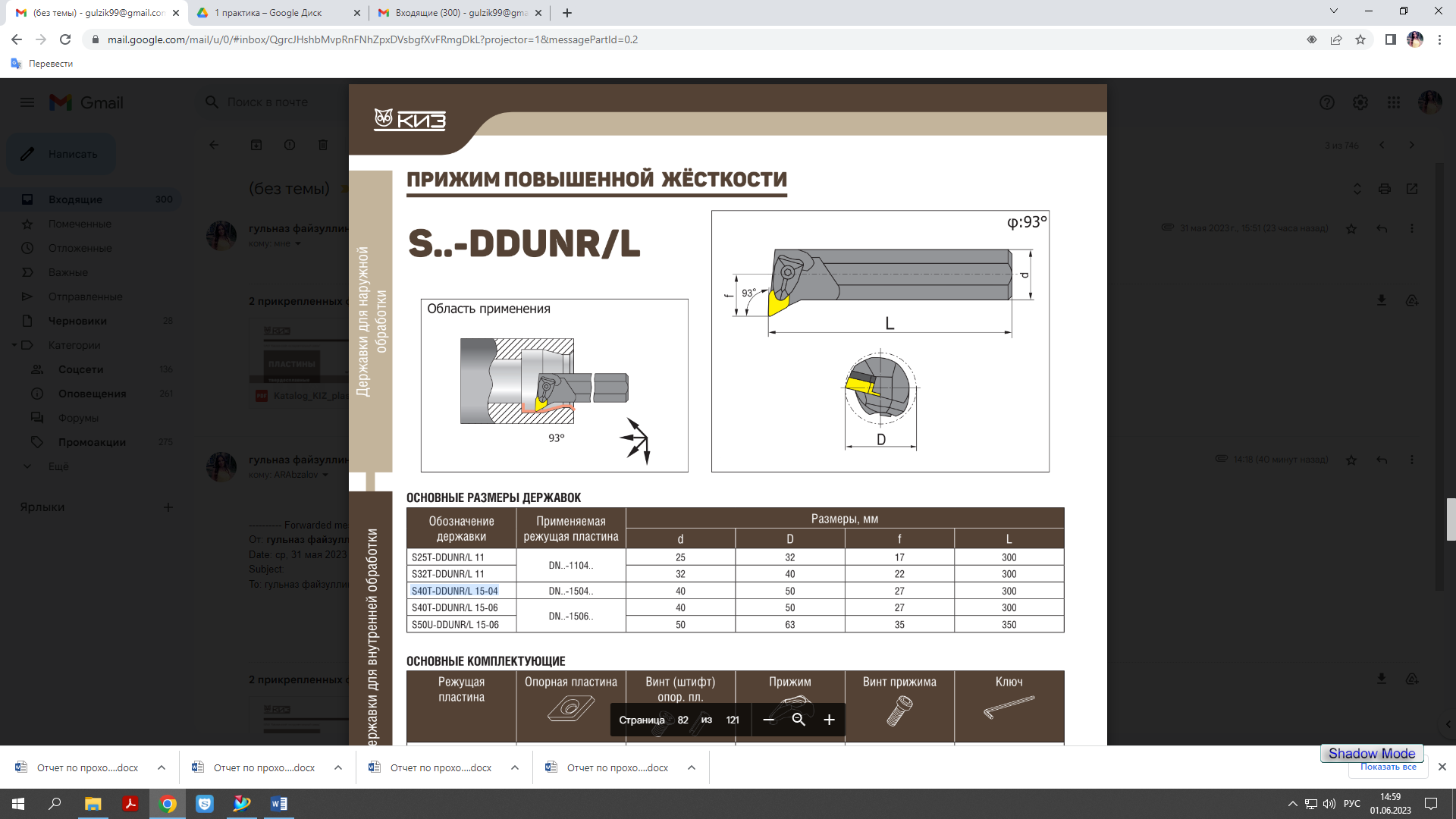
Рис. 10 - Резец с пластиной CNMM 150408и державкой S40T-DDUNL 15-04
Рис. 11 - Резец с пластиной CNMM 160612 и державкой DCLNL 3225 P16-06
Рис. 12 - Резец с пластиной CNMM 150408 и державкой DCJNL 3225 P15-04
Фрезерная обработка
Сверла:
С2У-С12-60-12-109.30B140.2 В11ТНА ⌀12мм
С2У-С10-50-10-109.30B140.2 В11ТНА ⌀12мм
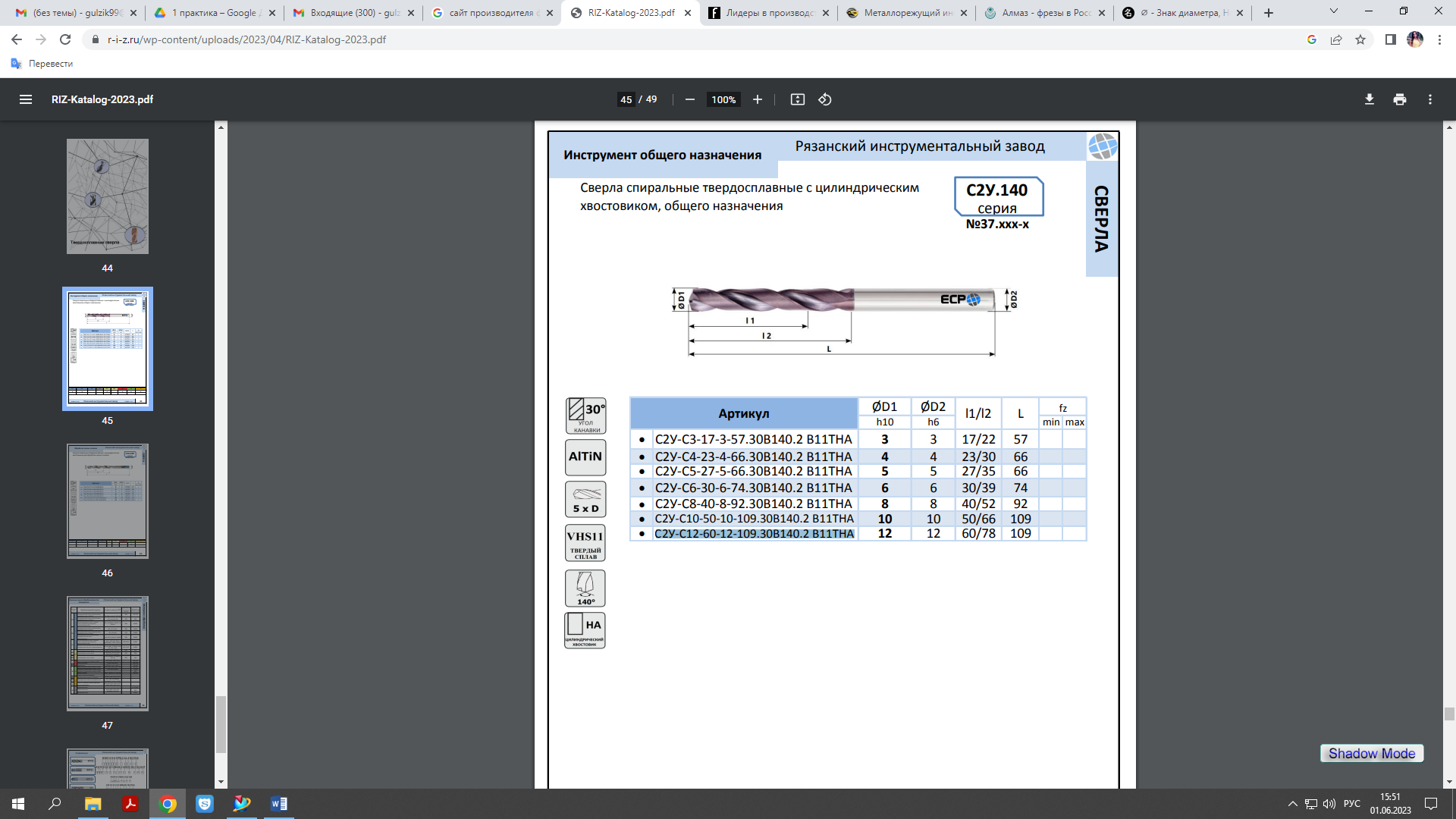
Рис. 13 - Сверло
Твердосплавные концевые фрезы, 4-х зубые
Ф1СП10-45-10-104.30.4 В11ТНА ⌀10мм
Ф1СП10-45-16-109.30.4 В11ТНА ⌀16 мм
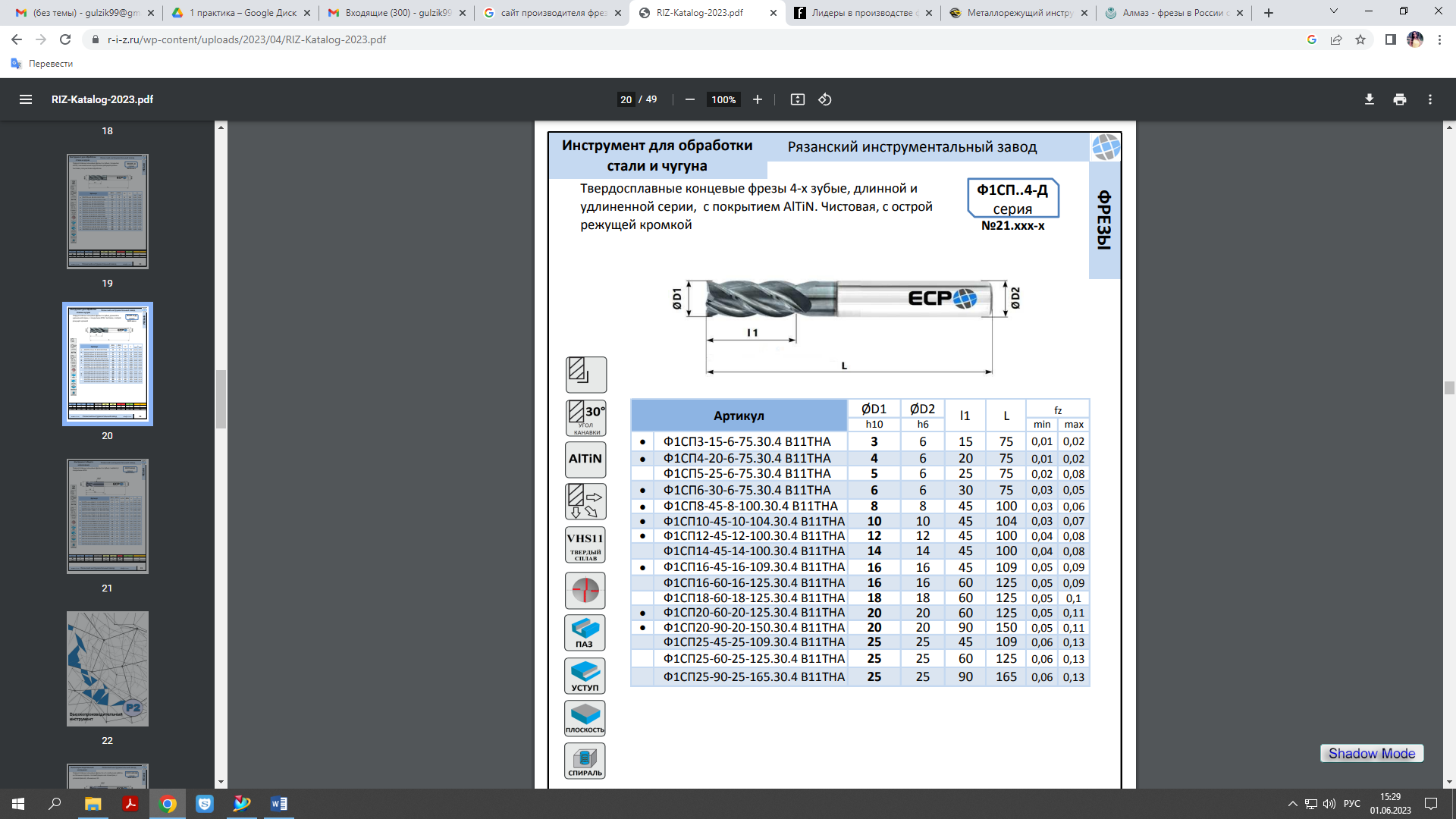
Рис. 14 - Фреза
Твердосплавные фрезы для Т-образных пазов
Т1У20-9-20-82Ш10-30Ф0,2.5.4 В11 ⌀20 мм
Т1У25-5-25-109Ш15-55Ф0,2.5.4 В11 ⌀24 мм
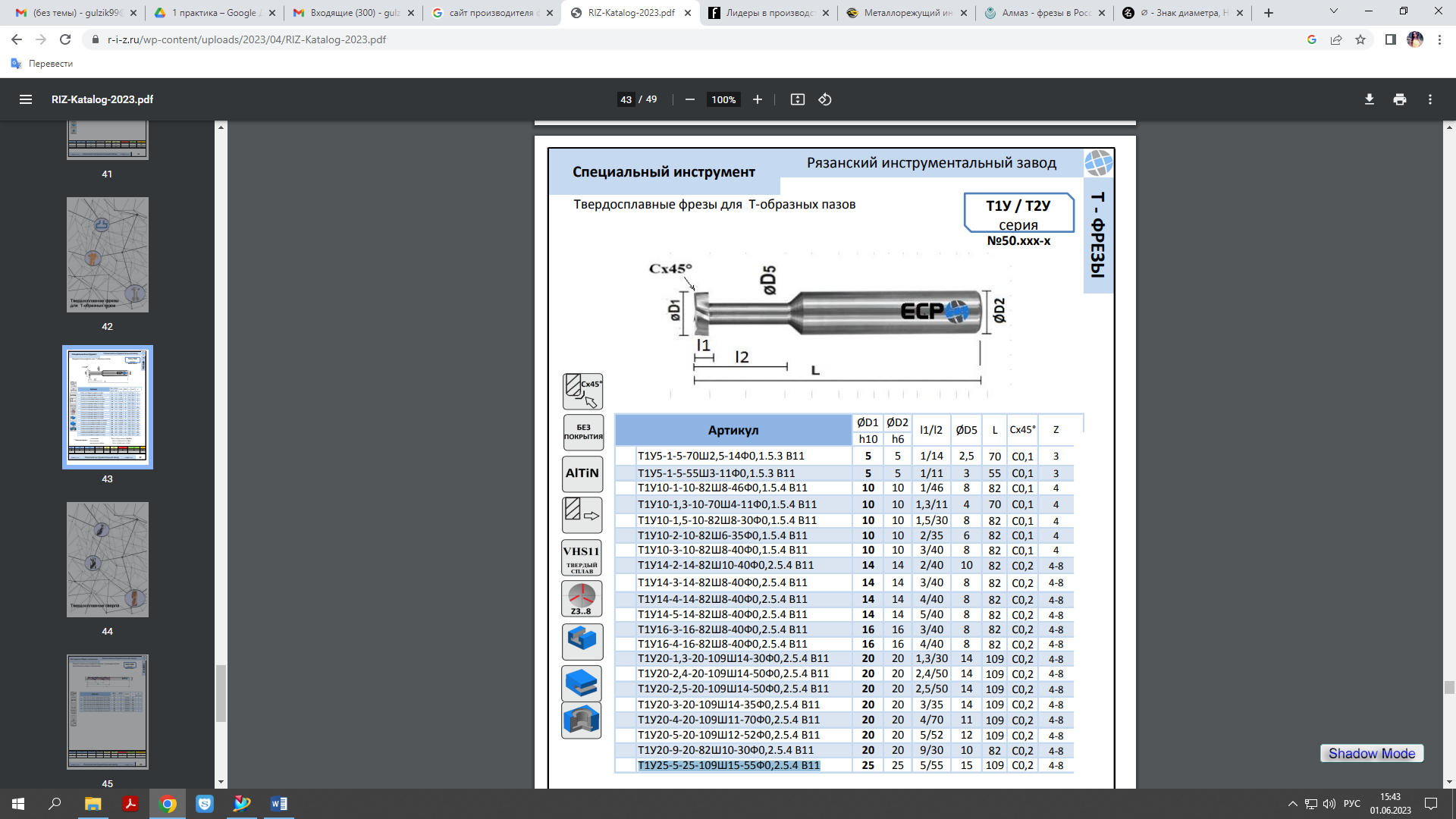
Рис. 15 - Фреза для Т-образного паза
Метчик М 8 х1.75 Р6М5К5 6Н
Рис. 16 - Метчик
Выбор измерительного инструмента
Для контроля размеров детали «Нижняя планка» были применены следующие мерительные инструменты:

Рисунок 17-Штангенциркуль
 Рисунок 19 = Шаблон для контроля фасок
Рисунок 19 = Шаблон для контроля фасок
Рисунок 18-Радиусомер

Рисунок 20-Профилометр
Так же для контроля применялись:
-
специальный глубинометр ГОСТ 20889-88 -
калибр -
резьбовая пробка
Контролируемые размеры
Штангенциркуль ШЦ-1-125-0,05:
-
8±0,2 -
Ø32±0,3 -
12±0,2 -
48±0,3
Штангенциркуль ШЦ-1-250-0,05:
-
Ø180±0,5 -
Ø250±0,5
Калибр- пробка :
-
20±0,2 -
М12Н7
Видеоизмерительная система NIKON NEXIV VMZ-H3030:
-
8±0,2 -
7° -
Ø220±0,5 -
Ø210±0,5 -
Ø190±0,5 -
Ø160±0,5
Координатно измерительная машина WENZEL LH65:
-
24±0,2 -
10±0,2
Шероховатость поверхностей – Профилометр SJ-210
-
Расчет режимов резания
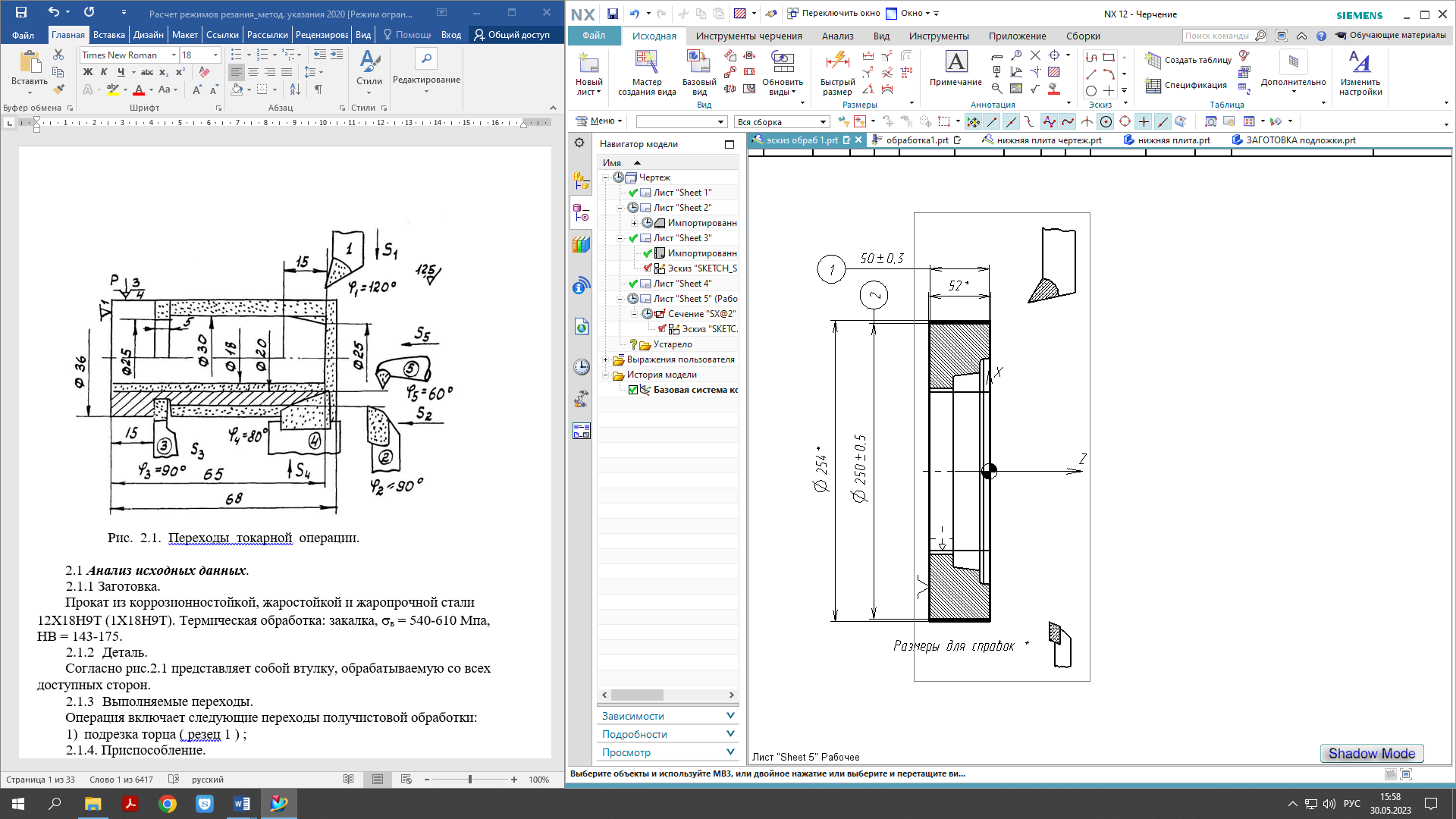
Рис. 21 - Наружное черновое точение.
5.1 Анализ исходных данных.
5.1.1 Заготовка.
Отливка из чугуна СЧ 35. в ≥ 310 Мпа, НВ = 240-260.
-
Деталь.
Согласно рис.1 представляет собой нижнюю плиту, обрабатываемую со всех доступных сторон.
-
Выполняемые переходы.
Операция включает в себя протачивание наружной поверхности и подрезку торца;
5.1.4. Приспособление.
Заготовка закрепляется в 3-х кулачковом пневматическом патроне с упором в левый торец.
5.1.5. Оборудование.
В качестве оборудования согласно табл.9, с.15 /2/ выбран токарный станок мод.16К20, имеющий следующие параметры:
1) число частот вращения шпинделя zn - 22;
2) пределы частот n = 12,5 - 1600 1/мин.;
3) пределы продольных подач Sпр = 0,05-2,8 мм/об.;
4) пределы поперечных подач Sпп = 0,025-1,4 мм/об.;
5)мощность привода главного движения Nст = 11 кВт.
5. 5. Выбор инструментального материала.
Для условий получистового точения чугуна СЧ 35, относящейся к IV гр. обрабатываемых материалов, табл.14, с.56 /1/ рекомендует твердый сплав ВК6.
5.3. Выбор геометрии режущих инструментов.
В данном случае геометрия характеризуется следующими параметрами:
-
задним углом -
передним углом -
радиусом при вершине r, мм -
величиной фаски f, мм.
Значения главного угла в плане φ для всех 5-ти резцов представлены на рис. 21 -
5.4. Выбор смазочно-охлаждающего жидкости (СОЖ).
Согласно табл.24, с.233 /1/ для проведенных выше (п. 5.1) условий рекомендуется 5-10% раствор Аквол – 10 м.
5.5. Назначение глубины резания t.
Согласно операционным размерам и размерам заготовки (рис. 5.1) определяем глубину резания результат заносим в сводную табл. 8.
5.6. Назначение подач S.
Согласно табл.26 /1/ с.237 рекомендуются табличные подачи
ST1 = ST2 = 0,55 мм/об.
Выполним корректировку выбранной подачи для конкретных условий рис. 21 -
Значения поправочных коэффициентов на подачу выбираются согласно табл. 30 /1/ с.239. Их значения приведены в табл. 4. Здесь же приведено значение полного поправочного коэффициента
Кsј=

Таблица 4 - Поправочные коэффициенты Кi и Ksj на подачу
| Условия обработки | Корка | Матер. инструмента | Диам. обработки | Матер. заготовки | Термо обработка | Вид поверх. обработки | KSj |
| Р \ Кi | КI | К2 | К3 | К4 | К5 | К6 | КS |
| Пов-ть | 1 | 1 | 1 | 1,25 | 0,8 | 0,85 | 0,85 |
| Торец | 1 | 1 | 1 | 1,25 | 0,8 | 0,85 | 0,85 |
Найдем значения скорректированной подачи
Sj = STj · KSj
S1 = S2 = 0,55 · 0,85 = 0,47 мм/об;
Считаем, что универсальный станок 16К20 располагает таким набором подач.
Выбранное значение подачи Sj заносим в табл. 8.
5.7. Выбор стойкости резцов Т.
Согласно табл. 18 /1/ с.227 при получистовой обработке материалов IV гр. твердосплавным инструментом рекомендуется:
hз = 0,9 мм, Т = 90 мин.;
Значения hз и Т заносим в итоговую табл. 8.
5.8. Назначение скорости резания V.
Согласно табл.36 /1/ с.243 для стали IV гр. с в ≥310 Мпа рекомендуется табличное значение скорости VTј в зависимости от tj и Sj :
VT1=109 м/мин.
VT2=121 м/мин.
Выполним корректировку VTj согласно конкретным условиям рис. 21 -
 Поправочные коэффициент Кi на скорость резания выбираем из табл.43 /1/ с.247
Поправочные коэффициент Кi на скорость резания выбираем из табл.43 /1/ с.247 Выбранные поправочные коэффициенты К