Файл: Введение общие сведения аппарата для сварки в среде углекислого газа.docx
Добавлен: 09.11.2023
Просмотров: 86
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
При работе выпрямителя по этой схеме в каждый данный момент времени ток проводят только два элемента, соединенные последовательно с нагрузкой. Таким образом, в течение одного периода получается шесть пульсаций тока.
Сварочные выпрямители, в зависимости от внешних характеристик, можно разделить на три типа:
-
с крутопадающими характеристиками -
с жесткими (или пологопадающими) характеристиками -
универсальные, обеспечивающие получение падающих, жестких и пологопадающих характеристик.
Сварочные генераторы постоянного тока подразделяются:
-
по количеству питаемых постов — на однопостовые и многопостовые; -
по способу установки — на стационарные и передвижны; -
по роду привода — генераторы с электрическим приводом и на генераторы с двигателями внутреннего сгорания; -
по конструктивному выполнению — однокорпусные и двух- корпусные.
По форме внешних характеристик сварочные генераторы могут быть:
-
с падающими внешними характеристиками; -
с жесткими и пологопадаюшими характеристиками; -
комбинированного типа (универсальные генераторы, при переключении обмоток или регулирующих устройств которых можно получить падающие, жесткие или полого падающие характеристики).
Наибольшее распространение получили генераторы с падающими внешними характеристиками, работающие пo следующим трем основным схемам:
-
генераторы с независимым возбуждением и размагничивающей последовательной обмоткой; -
генераторы с намагничивающей параллельной и размагничивающей последовательной обмотками возбуждения; -
генераторы с расщепленными полюсами.
Ни один из трех видов генераторов с падающими внешними характеристиками не выделяется существенными преимуществами как по технологическим, так и по энергетическим и весовым показателям.
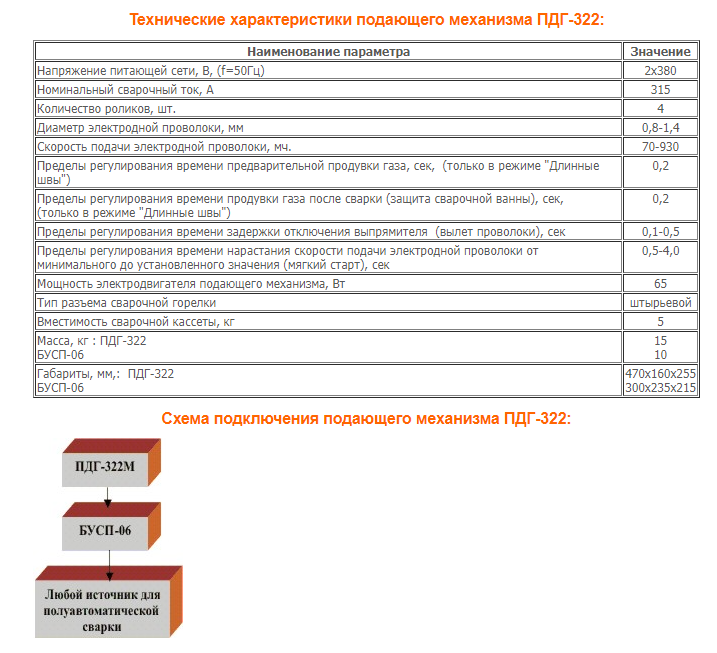
Подающий механизм ПДГ-322 с БУСП-06
О писание подающего механизма ПДГ-322
писание подающего механизма ПДГ-322
Подающий механизм ПДГ-322 – компактное устройство для работы в составе комплектного сварочного полуавтомата. ПДГ-322 предназначен для использования в полуавтоматической сварке с использованием плавящегося электрода в среде защитных газов (MIG/MAG сварка).
В качестве плавящегося электрода в ПДГ-322 используется сварочная проволока. Для данного механизма подачи проволоки допускается использование сварочной проволоки сплошного сечения и порошковой сварочной проволоки. Подающий механизм сварочной проволоки ПДГ-322 позволяет работать со сварочной проволокой диаметром от 0,8-1,4 мм.
ПДГ-322 имеет необыкновенно компактные размеры, минимальную массу и низкую стоимость приобретения и владения, при этом сохраняя высокую скорость подачи проволоки и показатели надежности в соответствии со всеми треболваниями ГОСТ и ТУ.
Механизм подачи сварочной проволоки ПДГ-322 – закрытого типа внутри находится редукторный привод, электромагнитный клапан и систему подачи газа.
Отличительная особенность подающего механизма ПДГ-322 – использование внешнего блока управления БУСП-06. Этот блок обеспечивает регулировку сварочных параметров и подключение ПДГ-322 к любому типу сварочных инверторов. Блок БУСП-06 отвечает за стабилизацию напряжения, скорость подачи сварочной проволоки через систему «обратной связи». Система обратной связи с подающим ПДГ-322 аналогового типа - осуществляется по напряжению на двигателе.
Такая конфигурация позволяет исключить перемещения всего сварочного оборудования по площадке, ограничившись лишь перемещением самого ПДГ-322. Подающий механизм может работать на удалении в 50м от БУСП-06. Это очень удобно, когда необходимо производить сварку крупногабаритной конструкции или сварочные работы идут на нескольких уровнях.
Преимущества подающего механизма ПДГ-322 с БУСП-06
-
Стыковка с любым типом сварочного выпрямителя; -
4-х роликовый механизм подачи сварочной проволоки обеспечивает большую скорость подачи и работу с 5м шлейфовой горелкой во всех пространственных положениях; -
Плата управления позволяет использовать ПДГ-322 на значительном удалении от БУСП-06 и сварочного источника. Гарантирована работа на расстоянии до 30 м; -
Используется 5кг кассета сварочной проволоки. -
Зубчатое зацепление подающего и прижимного роликов; -
Плавная регулировка параметров скорости подачи проволоки, газа и напряжения. Управление всей системой производится кнопкой на горелке; -
Обеспечивает стабилизацию скорости подачи сварочной проволоки и обратную связь по напряжению на двигателе подачи сварочной проволоки, что позволяет производить качественную сварку на расстоянии до 30 метров от сварочного источника -
Стабильная скорость подачи сварочной проволоки при длине шлейфа горелки 3…5 м и изгибах шлейфа; -
Применение 4-х роликового механизма подачи, обеспечивает повышенное тяговое усилие и возможность работы с горелками длиной до 5м. -
Режимы сварки: двухтактный «кроткие швы», четырехтактный «длинные швы». -
Предпусковой и завершающий продув газового тракта. -
Наличие регулируемых режимов «Мягкий старт» и «Время растяжки дуги»; -
Подключение горелки с штырьевым подсоединением, -
Жесткая и ударопрочная конструкция корпуса подающего механизма; -
Возможность сварки сплошной и порошковой проволокой в защитных газах с любыми выпрямителями (ВД-306ДК, ВД-506ДК, ВС-300Б, ВДГ-303-3, ВДГ-401, ВДУ-506С и др.), имеющими жесткую или комбинированную вольт-амперную характеристику; -
Наиболее эффективной является эксплуатация с выпрямителями с комбинированной вольт-амперной характеристикой (ВД-306ДК, ВД-506ДК)
| | | | | | | Лист |
| | | | | | | |
| Изм. | Лист | № докум. | Подпись | Дата |