Добавлен: 29.11.2023
Просмотров: 140
Скачиваний: 3
СОДЕРЖАНИЕ
Приложение А (Обязательное) План цеха №2…….…………………….……...102
1.1 Характеристика потребителей электрической энергии и
определение категории электроснабжения
1.2 Назначение электрических сетей
1.3 Выбор рода тока, напряжения
2 Определение характеристик внутрицеховой сети
2.1 Расчет электрических нагрузок объекта
2.2 Расчет электрического освещения объекта
2.3 Выбор числа и мощности цеховых трансформаторов
2.4 Расчет и выбор компенсирующего устройства-------------------
2.5 Выбор защитных аппаратов и проводников силовой сети по нагреву
2.6 Проверка силовой сети на потерю напряжения
2.7 Расчет токов короткого замыкания
3 Техническое обслуживание и ремонт электрической подстанции и сетей объекта
3.1 Организация и планирование технического обслуживания и ремонта
3.2 Составление графика ППР. Планирование суммарной трудоемкости технического обслуживания и ремонта
4.1 Организационно – технические мероприятия при эксплуатации электрооборудования объекта
4.2 Правила охраны труда и техники безопасности при выполнении работ на электрооборудовании объекта
4.3 Правила пожарной безопасности
5.1 Смета на монтаж и обслуживание электрооборудования
Продолжение таблицы 1
| 40,42 | Вертикально-фрезерный станок консольный | 2 | 6М12 | 9,83 |
| 41 | Вертикально-фрезерный станок консольный | 1 | 6М13 | 13,13 |
| 43 | Ножовка механическая | 1 | Н-1 | 3,63 |
| 48 | Токарно-винторезный станок | 1 | 1А616 | 4,2 |
| 49 | Протяжной станок | 1 | 7Б56 | 18,5 |
| 50 | Винтовой пресс | 1 | ФА-124 | 11,1 |
На рисунке 1 представлен план размещения электрооборудования цеха №2.
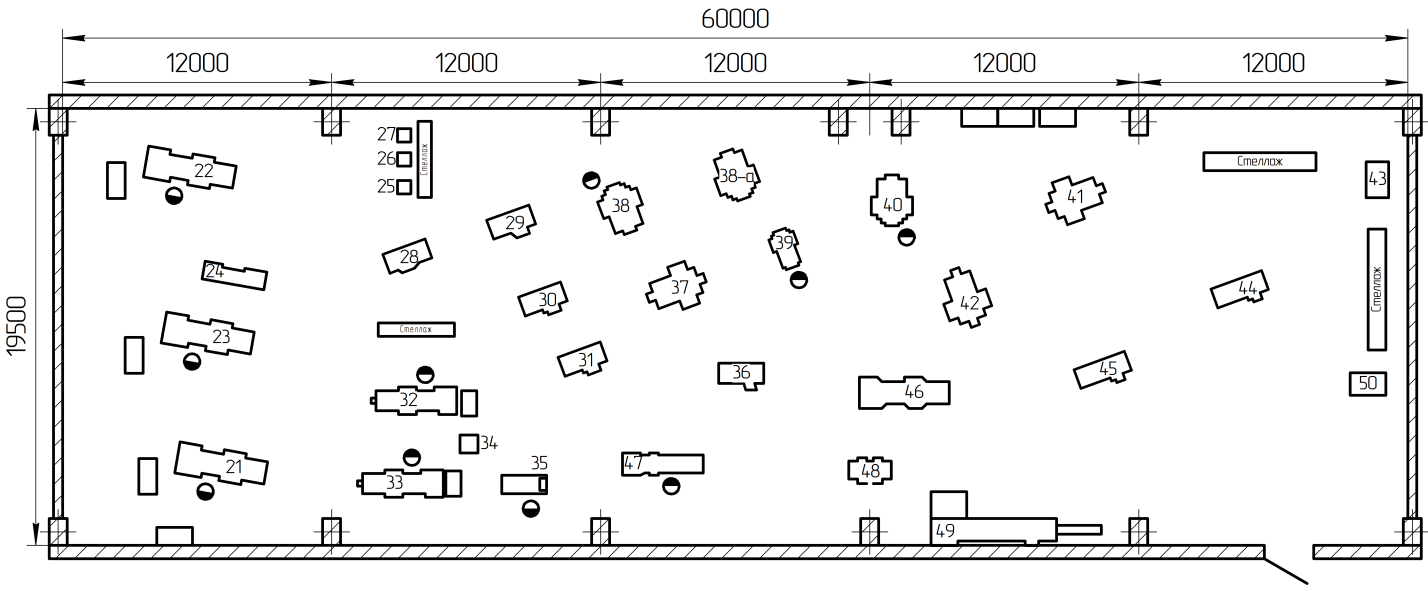
Рисунок 1 – План механического цеха
1.2 Назначение электрических сетей
Для приема, передачи и распределения электрической энергии к цеховым промышленным предприятиям используются электрические сети. Через внутрицеховые подстанции, РУ и при помощи защитно-коммутирующих устройств потребители получают питание.
Обеспечение электроэнергией промышленных предприятий осуществляется при помощи внутренних и наружных электрических сетей.
Наружные электрические сети практически не используются, т.к большинство промышленных предприятий имеет питание от собственных цеховых, или отдельно пристроенных подстанций.
Схемы внутреннего электроснабжения, бывают двух видов:
Радиальная схема применяются для более детального распределения электроэнергии, путем разветвления линий от источника питания к разным распределительным щитам и электроприемникам. В случае возникновения аварии, с помощью автоматического выключателя нейтрализуется локальный источник, а не вся подстанция. Поэтому данный вид схемы обеспечивает высокую надежность.
Магистральная схема предназначены для обеспечения питания большого количества электроприемников одного технологического процесса. В отличие от радиальной схемы, существенно низкие материальные затраты, благодаря высокой гибкости сети, присутствует возможность перемещать оборудование.
К недостаткам относится меньшая надежность, так как в случае возникновении аварии, вся магистраль потеряет питание.
С учетом количества, мощностей станков и установок для участка применяется радиальная схема электроснабжения.
1.3 Выбор рода тока, напряжения
Трёхфазные сети выполнены пятипроводными на напряжение 380 В.
Однофазные сети выполнены трехпроводными на напряжение 220 В.
Электрические сети работают на трехфазном/однофазном переменном токе, получая возможность производить трансформацию электроэнергии, путем разветвления трехфазной сети на однофазную.
Для цеха № 2 принимается радиальная схема электроснабжения, обеспечивающая удобство эксплуатации, беспрерывную работу электрооборудования
, быстродействие защиты и автоматики.
2 Определение характеристик внутрицеховой сети
электроснабжения объекта
2.1 Расчет электрических нагрузок объекта
Создание любого промышленного объекта начинается с его проектирования. Не простое суммирование установленных (номинальных) мощностей ЭП предприятия, а определение ожидаемых (расчетных) значений электрических нагрузок является первым и основополагающим этапам проектированием СЭС. Расчетная максимальная мощность, потребляемая электроприемниками предприятия, всегда меньше суммы номинальных мощностей этих ЭП.
Завышение ожидаемых нагрузок приводит к удорожанию строительства, перерасходу проводникового материала и неоправданному увеличению мощности трансформаторов и прочего оборудования. Занижение может привести к уменьшению пропускной способности электросети, к лишним потерям мощности, перегреву проводов, кабелей и трансформаторов, а следовательно, к сокращению срока их службы.
Определяется сменная активная, реактивная и полная мощность для каждого потребителя Рсм/Qсм/Sсм:
| |  | (1) |
где
 – коэффициент использования электроприемников;
– коэффициент использования электроприемников; – номинальная мощность, кВт;
– номинальная мощность, кВт;n – количество электроприемников.
| |  | (2) |
где
 – средняя активная мощность за наиболее нагруженную смену;
– средняя активная мощность за наиболее нагруженную смену; – коэффициент реактивной мощности.
– коэффициент реактивной мощности.| |  | (3) |
где
 – средняя реактивная
– средняя реактивная
мощность за наиболее нагруженную смену, кВАр.
– Токарно-винторезный станок:
 | |||

|

Типовые расчеты для остальных ЭП заносятся в таблицу 2
Таблица 2 – Расчет электрических нагрузок
| Наименование |  , кВт , кВт |  | n, шт |  |  |  , ,кВт |  , ,кВАр |  , ,кВА |
| Токарно-винторезный станок | 14,2 | 0,17 | 4 | 0,65 | 1,17 | 9,66 | 11,3 | 14,87 |
| Токарно-винторезный станок | 16,2 | 0,17 | 1 | 0,65 | 1,17 | 2,75 | 3,22 | 4,23 |
| Станок заточной | 2,2 | 0,14 | 1 | 0,5 | 1,73 | 0,31 | 0,54 | 0,62 |
| Станок заточной | 2,1 | 0,14 | 2 | 0,5 | 1,73 | 0,59 | 1,02 | 1,18 |
| Вытяжной вентилятор | 1,1 | 0,65 | 1 | 0,8 | 0,75 | 0,72 | 0,54 | 0,9 |
| Токарно-винторезный станок | 13 | 0,17 | 1 | 0,65 | 1,17 | 2,21 | 2,59 | 3,4 |
| Токарно-винторезный станок | 13 | 0,17 | 3 | 0,65 | 1,17 | 6,63 | 7,76 | 10,2 |
| Токарно-винторезный станок | 12 | 0,17 | 4 | 0,65 | 1,17 | 8,16 | 9,55 | 12,56 |
| Токарно-винторезный станок | 23,5 | 0,17 | 2 | 0,65 | 1,17 | 8 | 9,36 | 13,31 |
| Кран укосина (L=4м; Q=0,5т) | 1,5 | 0,06 | 1 | 0,5 | 1,73 | 0,09 | 0,16 | 0,18 |
| Радиально-сверлильный станок | 7,7 | 0,14 | 1 | 0,5 | 1,73 | 1,08 | 1,87 | 2,16 |
Продолжение таблицы 2
| Вертикально-фрезерный станок | 7,21 | 0,14 | 1 | 0,5 | 1,73 | 1 | 1,73 | 2 |
| Вертикально-фрезерный станок | 3,12 | 0,14 | 2 | 0,5 | 1,73 | 0,87 | 1,5 | 1,73 |
| Горизонтально-фрезерный станок консольный | 8,8 | 0,14 | 1 | 0,5 | 1,73 | 1,23 | 2,13 | 2,46 |
| Вертикально-фрезерный станок консольный | 9,83 | 0,14 | 2 | 0,5 | 1,73 | 2,75 | 4,76 | 5,5 |
| Вертикально-фрезерный станок консольный | 13,13 | 0,17 | 1 | 0,65 | 1,17 | 2,23 | 2,61 | 3,43 |
| Ножовка механическая | 3,63 | 0,14 | 1 | 0,5 | 1,73 | 0,51 | 0,88 | 1,02 |
| Токарно-винторезный станок | 4,2 | 0,14 | 1 | 0,5 | 1,73 | 0,59 | 1,02 | 1,18 |
| Протяжной станок | 18,5 | 0,18 | 1 | 0,65 | 1,17 | 3,33 | 3,9 | 5,13 |
| Винтовой пресс | 11,1 | 0,17 | 1 | 0,65 | 1,17 | 1,9 | 2,22 | 2,92 |
– Общая нагрузка:






