ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 27.07.2024
Просмотров: 175
Скачиваний: 0
СОДЕРЖАНИЕ
1. Выбор и расчет посадок гладких цилиндрических соединений
2. Расчет и выбор посадок с натягом
3. Расчет исполнительных размеров гладких калибров
4. Расчет и выбор посадок подшипников качения
5. Расчет резьбовых соединений
Теоретико-вероятностный метод расчета
Решение задачи методом пригонки компенсатора (съемом металла)
Решение данной задачи методом регулировки (без снятия материала)
Список использованной литературы
Основные типы калибров-пробок для контроля отверстий и контрольные калибры к скобкам:
Подберем
посадку в системе отверстия: отверстие
- Ø 40
![]() и вал - по 6 квалитету.
и вал - по 6 квалитету.
Определим основное отклонение для детали "вал".
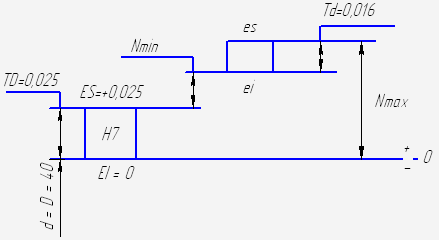
Рис. 1. Схема расположения полей допусков соединения с натягом
Если
принять
![]() выбранной посадки равным
выбранной посадки равным![]() то
величина ei
равна
то
величина ei
равна
![]() мкм.
мкм.
По ГОСТ 25346-89 ищем ближайшее меньшее или равное стандартное значение
о![]() сновного
отклонения. Для Ø 40 выбираемv
(ei
=
68 мкм) и
поле
допуска вала Ø 40 ,
где ei
- стандартное(по ГОСТ25346-89), a
es
= ei
+ Td
(Td
— по
выбранному квалитету).
сновного
отклонения. Для Ø 40 выбираемv
(ei
=
68 мкм) и
поле
допуска вала Ø 40 ,
где ei
- стандартное(по ГОСТ25346-89), a
es
= ei
+ Td
(Td
— по
выбранному квалитету).
Посадка
подобрана Ø 40
![]()
Для
нее
Так
как
![]() >
>![]() — посадка подобрана оптимально.
— посадка подобрана оптимально.
При
подборе посадок может быть использована
система вала или комбинирование полей
допусков. В том случае, если при подборе
посадки конструкторские допуски деталей
настолько малы, что экономически не
выгодны, выбирают рекомендуемую по ГОСТ
25437-89 посадку по условию
![]() и для обеспечения условия прочности
соединения используют дополнительное
крепление в виде шпонки, винта, штифта;
можно изменить конструктивные параметры
соединенияd,
l,
материал или использовать селективную
сборку.
и для обеспечения условия прочности
соединения используют дополнительное
крепление в виде шпонки, винта, штифта;
можно изменить конструктивные параметры
соединенияd,
l,
материал или использовать селективную
сборку.
Фактически
запасы прочности соединения выше, т.к.
в соединении (с вероятностью 0,9973) не
будет натягов больших, чем вероятностный
максимальный натяг
![]() и
меньших, чем вероятностный минимальный
натяг
и
меньших, чем вероятностный минимальный
натяг![]() .
.

где
![]() - средний натяг.
- средний натяг.
Запасы прочности соединения с учетом теории вероятностей:
![]()
4. Определение усилия запрессовки
![]()
где
Для данного примера:
![]() т.
т.
Исходя из усилий запрессовки, можно подобрать технологическое оборудование.
Если в задании необходимо определить температуру нагрева tн охватывающей детали при температуре помещения для сборки tсб =20°, то
![]()
где
Sсб
принят равным Smin
для посадки
![]() (Ø
40
(Ø
40![]() - посадка с минимальным гарантированным
зазором);
- посадка с минимальным гарантированным
зазором);![]() - по таблице [3, т.1, с.188].
- по таблице [3, т.1, с.188].
3. Расчет исполнительных размеров гладких калибров
Для первой выбранной посадки раздела 1 построить схемы. расположения полей допусков рабочих и контрольных калибров для контроля деталей сопряжения.
Определить исполнительные размеры рабочих и контрольных калибров.
Выполнить рабочие чертежи предельных калибров.
Допуски гладких калибров по ГОСТ 24853-81 [5].
Требования к конструкции гладких калибров по ГОСТ 14807-69 - ГОСТ 14827-69, ГОСТ 18358-73, ГОСТ 18369-73, ГОСТ 2015-84.
Примечание. Выполнение раздела 3 можно проводить с применением ЭВМ (программа "Расчет гладких калибров").
Форму калибров смотреть в приложении 3.3
Условные обозначения
![]() -
наименьший предельный размер отверстия;
-
наименьший предельный размер отверстия;
![]() -
наибольший предельный размер отверстия;
-
наибольший предельный размер отверстия;
![]() -
наименьший предельный размер вала;
-
наименьший предельный размер вала;
![]() -
наибольший предельный размер вала;
-
наибольший предельный размер вала;
ПР - проходной калибр (пробка, скоба или кольцо);
НЕ - непроходной калибр (пробка, скоба или кольцо);
К-ПР - гладкая контрольная пробка для проходного калибра-скобы;
К-НЕ - гладкая контрольная пробка для непроходного калибра-скобы;
К-И - гладкая контрольная пробка для контроля износа проходного калибра-скобы;
![]() -
допуск изделия;
-
допуск изделия;
![]() -
допуск на изготовление калибров (за
исключением калибров со сферическими
измерительными поверхностями) для
отверстия;
-
допуск на изготовление калибров (за
исключением калибров со сферическими
измерительными поверхностями) для
отверстия;
![]() -
допуск на изготовление калибров со
сферическими измерительными поверхностями
для отверстия;
-
допуск на изготовление калибров со
сферическими измерительными поверхностями
для отверстия;
![]() -
допуск на изготовление калибров для
валов;
-
допуск на изготовление калибров для
валов;
![]() -
допуск на изготовление контрольного
калибра для скобы;
-
допуск на изготовление контрольного
калибра для скобы;
![]() -
отклонение середины поля допуска на
изготовление проходного калибра для
отверстия относительно наименьшего
предельного размера отверстия;
-
отклонение середины поля допуска на
изготовление проходного калибра для
отверстия относительно наименьшего
предельного размера отверстия;
![]() -
отклонение середины поля допуска на
изготовление проходного калибра для
вала относительно наибольшего предельного
размера изделия;
-
отклонение середины поля допуска на
изготовление проходного калибра для
вала относительно наибольшего предельного
размера изделия;
![]() -
допустимый выход размера изношенного
проходного калибра для отверстия за
границу поля допуска изделия;
-
допустимый выход размера изношенного
проходного калибра для отверстия за
границу поля допуска изделия;
![]() -
допустимый выход размера изношенного
проходного калибра для вала за границу
поля допуска изделия;
-
допустимый выход размера изношенного
проходного калибра для вала за границу
поля допуска изделия;
![]() -
величина компенсации погрешности
контроля калибрами отверстий с размерами
свыше 180 мм;
-
величина компенсации погрешности
контроля калибрами отверстий с размерами
свыше 180 мм;
![]() -
величина компенсации погрешности
контроля калибрами валов с размерами
свыше 180 мм;
-
величина компенсации погрешности
контроля калибрами валов с размерами
свыше 180 мм;
Все расчеты в миллиметрах.
1.
Расчет исполнительных размеров рабочих
калибров-пробок для отверстия
Ø
![]() [5,
с.14].
[5,
с.14].
1.1. Определение наибольшего предельного размера проходного калибра-пробки:
![]()
Исполнительный
размер Ø![]()
1.2. Определение наибольшего предельного размера непроходного калибра-пробки:
![]()
Исполнительный
размер Ø![]()
1.3. Определение наименьшего размера изношенного проходного калибра-пробки:
![]()
При достижении данного размера калибр подлежит изъятию из обращения.
Схема расположения полей допусков калибров-пробок и эскиз калибра-пробки - в приложении 3.1.
2.
Расчет исполнительных размеров рабочих
калибров-скоб для вала
Ø![]()
![]() [5,
с.14].
[5,
с.14].
2,1. Определение наименьшего предельного размера проходного калибра-скобы:
![]()
Исполнительный
размер:
![]()
2.2. Определение наименьшего предельного размера непроходного калибра-скобы:
![]()
Исполнительный
размер:
![]()
2.3. Определение наибольшего размера изношенного проходного калибра-скобы:
![]()
При достижении данного размера калибр подлежит изъятию.
Схема
расположения полей допусков калибров-скоб
для вала Ø![]() и эскиз калибра-скобы - в приложении
3.2.
и эскиз калибра-скобы - в приложении
3.2.
3. Расчет исполнительных размеров контрольных калибров-пробок для контроля новых рабочих калибров-скоб.
3.1. Определение наибольшего предельного размера контрольного калибра-пробки для контроля проходного калибра-скобы:
![]()
Исполнительный
размер: Ø![]()
3.2. Определение наибольшего предельного размера контрольного калибра-пробки для контроля непроходного калибра-скобы:
![]()
Исполнительный
размер: Ø![]()
3.3. Определение наибольшего предельного размера контрольного калибра-пробки для контроля износа проходного калибра-скобы:
![]()
Исполнительный
размер: Ø![]()
Дополнения и пояснения к решению задачи: