ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 27.07.2024
Просмотров: 184
Скачиваний: 0
СОДЕРЖАНИЕ
1. Выбор и расчет посадок гладких цилиндрических соединений
2. Расчет и выбор посадок с натягом
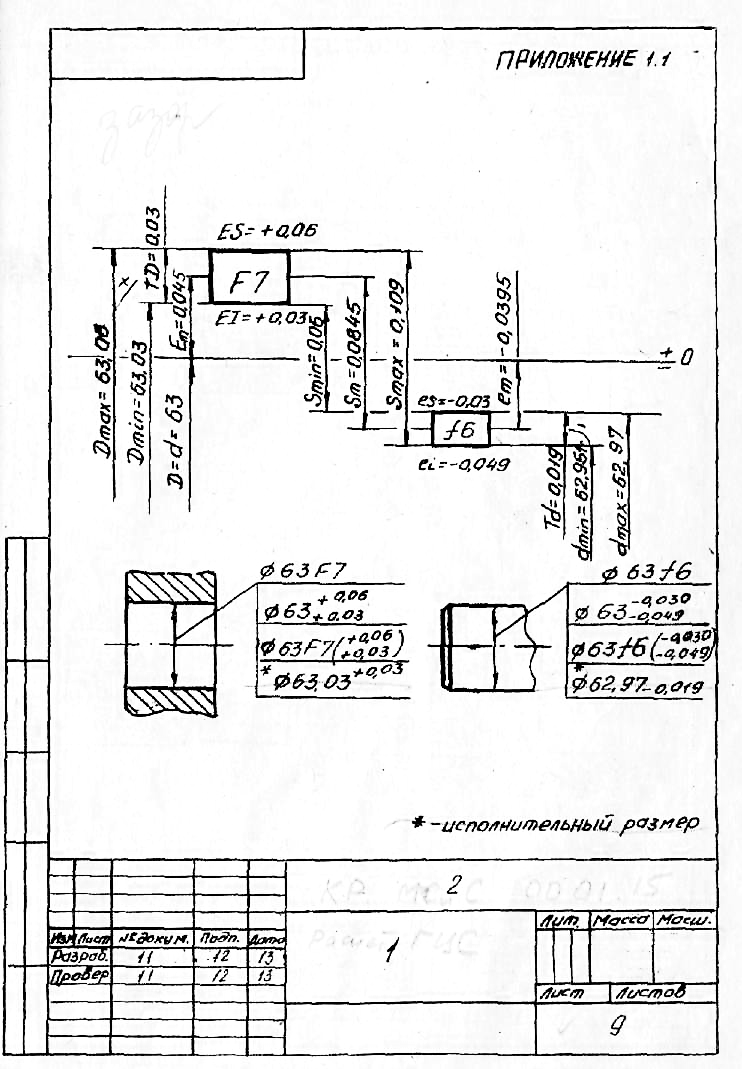
3. Расчет исполнительных размеров гладких калибров
4. Расчет и выбор посадок подшипников качения
5. Расчет резьбовых соединений
Теоретико-вероятностный метод расчета
Решение задачи методом пригонки компенсатора (съемом металла)
Решение данной задачи методом регулировки (без снятия материала)
Список использованной литературы
Основные типы калибров-пробок для контроля отверстий и контрольные калибры к скобкам:
Рассчитаем
![]()
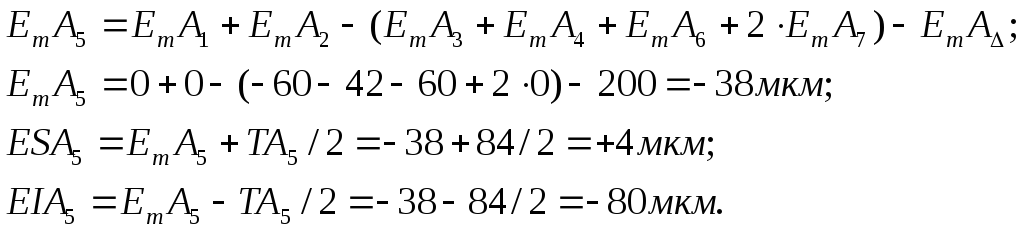
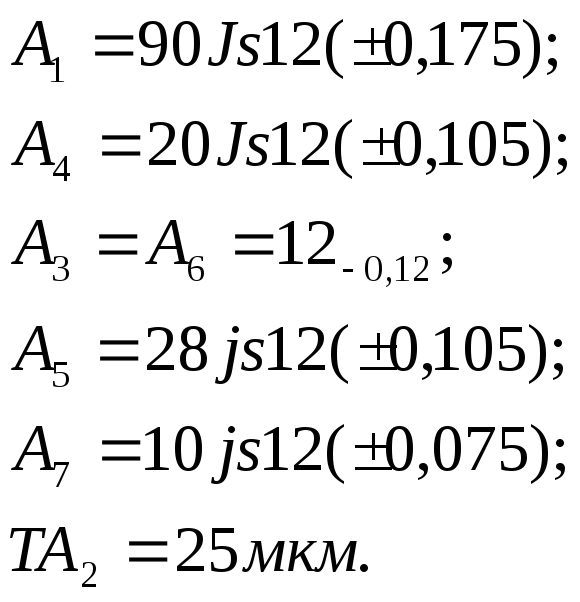
Назначаем предельные отклонения:
Расчет
резервного звена
![]()
Назначаем
![]()
Проверка:
![]()
![]()
![]()
![]()
![]()
Эскиз узла с обозначением на нем размеров, входящих в размерную цепь, дан в приложении 6.1.
Решение задачи методом пригонки компенсатора (съемом металла)
Пусть
компенсатор – втулка
![]() -
уменьшающее звено.
-
уменьшающее звено.
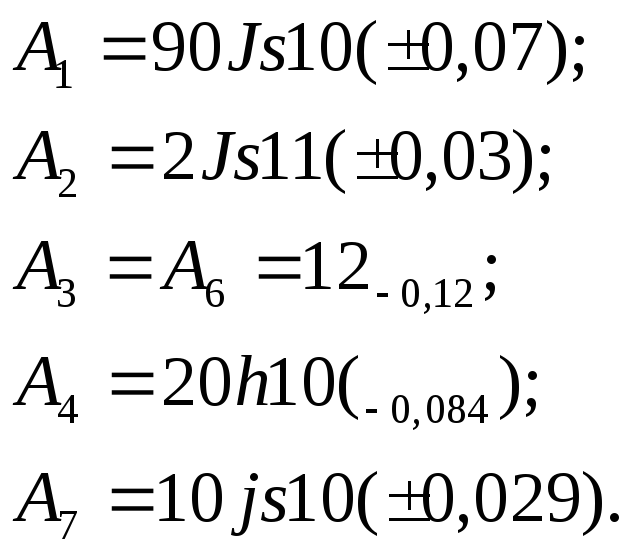
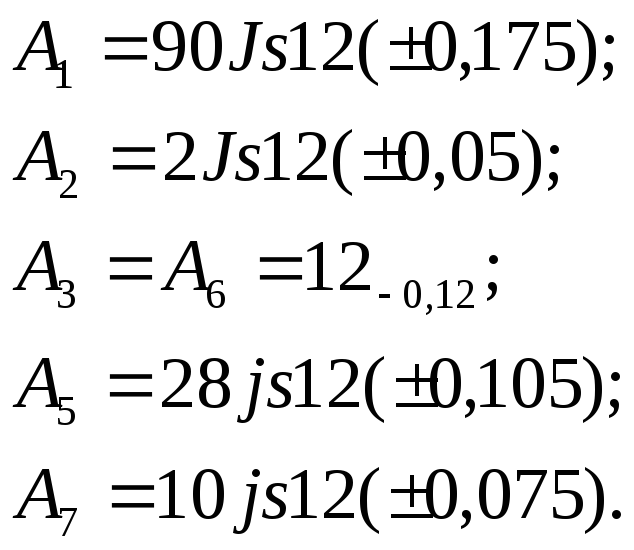
Назначаем на все звенья удобные технологические допуски (по 12-14 квалитету):
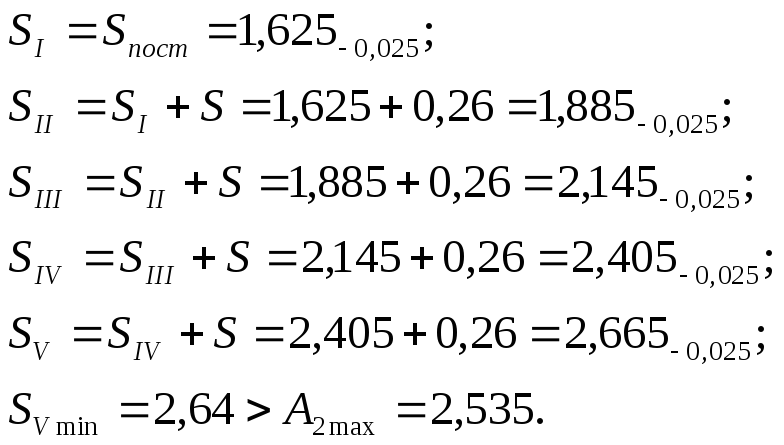
Определяем размеры компенсатора из:
![]()
![]()
![]()
![]()
![]()
![]()
![]()
![]()
Номинальный
размер
![]() т.е.
т.е.![]()
Если
компенсатор в процессе изготовления
уменьшается, его заготовка
![]() должна быть больше
должна быть больше![]() на величину припуска, и, наоборот, если
увеличивается – то меньше
на величину припуска, и, наоборот, если
увеличивается – то меньше![]() на величину припуска.
на величину припуска.
Например:
![]()
Примечание: метод пригонки используется в единичном и мелкосерийном производстве, т.к. требует контрольных и пригоночных (съема материала) операций, является трудоемким.
Если
компенсатор является увеличивающим
звеном, например, звено
![]() то его находят из формул:
то его находят из формул:
![]()
![]()
![]()
![]()
Т.е.
![]()
![]()
![]()
![]()
![]()
Решение данной задачи методом регулировки (без снятия материала)
В
качестве компенсатора возьмем
![]()
Допуск на шлифовку следует брать по 6-9 квалитетам.
![]()
![]()
Определим число прокладок:
![]()
При
увеличении
![]() увеличивается число прокладок, что
нецелесообразно.
увеличивается число прокладок, что
нецелесообразно.
Определим размер ступени (разницу толщин прокладок):
![]() (округлять
до двух знаков после запятой).
(округлять
до двух знаков после запятой).
Примечание:
Толщина
![]() должна быть
должна быть![]() .
.
Наиболее
часто используется 2 набора прокладок.
Первый состоит из одной постоянной,
толщина которой
![]() и
и![]() сменных толщиной
сменных толщиной![]() .
.
I набор.
![]()
Скорректируем
![]() на
допуск
на
допуск![]() а так же учитывая допуск
а так же учитывая допуск![]() (приN=4):
(приN=4):
![]()
![]() можно
брать
можно
брать
![]()
![]()
Проверка:
Задача считается решенной верно, если для худших условий сборки (прокладки имеют минимальные размеры) выполняется условие:
![]()
![]()
![]()
Условие выполняется.
II набор.
Во
втором наборе, т.к. используется только
одна прокладка, корректировка на
![]() не нужна.
не нужна.
Примечание:
II
набор прокладок требует большего расхода
металла, но он удобнее при сборке, если
![]() очень мала (меньше 0,1 мм) и прокладка
может сминаться.
очень мала (меньше 0,1 мм) и прокладка
может сминаться.
Примечание:
Подбор прокладок осуществляется следующим образом:
После
сборки деталей в корпусе (одна из крышек
не установлена) замеряется размер
![]() между последней деталью (
между последней деталью (![]() )
и торцом корпуса. Замер производится с
помощью микрометрического глубиномера.
)
и торцом корпуса. Замер производится с
помощью микрометрического глубиномера.
После
установки последней крышки должно
выполняться условие
![]() откуда
откуда![]() При регулировке после расчета подбирается
прокладка, при методе пригонки –
заготовка компенсатора шлифуется до
нужного размера.
При регулировке после расчета подбирается
прокладка, при методе пригонки –
заготовка компенсатора шлифуется до
нужного размера.
Список использованной литературы
Радкевич Я.М. Метрология, стандартизация и сертификация: учеб. для вузов / Я.М. Радкевич, А.Г. Схиртладзе, Б.И.Лактионов – 2-е изд., доп. – М.: Высш. шк. 2006- 800с.
Якушев А.И. и др. Взаимозаменяемость, стандартизация и технические измерения,- М.: Машиностроение, 1986. - 352 с.
Допуски и посадки. Справочник/Под ред. В.Д.Мягкова. В 2-х ч. – Л.: Машинострое-ние. Ленингр. отд-ние, 1978. - 544 с.
Зябрева Н.Н. и др. Пособие к решению задач по курсу "Взаимозаменяемость, стандартизация и технические измерения". - М.: Высш. шк., 1977. -208 с.
Исполнительные размеры калибров: Справочник В 2-х кн./ И.А.Медовой, Я.Г.Уманский, Н.М.Журавлев. – М.: Машиностроение, 1980. - 384 с.
Подшипники качения: Справочник-каталог /Под ред. В.Н.Нарышкина, Р.В. Короста-шевского. – М.: Машиностроение, 1984. - 280 с.
ГОСТ 25346-82 (СТ СЭВ 145-75) ЕСДП СЭВ. Общие положения, ряды допусков и основных отклонений
ГОСТ 25347-82 (СТ СЭВ 144-75) ЕСДП СЭВ. Поля допусков и рекомендуемые посадки.
ГОСТ 24853-81 (СТ СЭВ 157-75) ЕСДП СЭВ. Калибры гладкие для размеров до 500 мм. Исполнительные размеры.
ГОСТ 21041-75. Калибры гладкие для размеров 500мм. Исполнительные размеры.
ГОСТ 14807-69 – ГОСТ 14827-69. Конструкции и основные размеры.
ГОСТ 50285-92 – ГОСТ 50288-92. Калибры-скобы. Размеры.
ГОСТ 3255-85 (СТ СЭВ 774-77). Точность размеров, формы и взаимного располо-жения поверхностей шариковых и роликовых подшипников.
ГОСТ 16093-81 (СТ СЭВ 640-77). Резьба метрическая. Посадки с зазором для диа-метров от 1 до 600 мм.
ГОСТ 4608-81 (СТ СЭВ 306-76). Резьба метрическая. Посадки с натягом
ГОСТ 24834-81 (СТ СЭВ 305-76). Резьба метрическая. Переходные посадки.
ГОСТ 9150-81 (СТ СЭВ 180-75). Резьба метрическая. Резьбы среднего и внутреннего диаметров метрических резьб.
ГОСТ24997-81 (СТ СЭВ 2647-80). Калибры для метрической резьбы.
ГОСТ 16319-80. Размерные цепи. Основные термины и определения.