Добавлен: 15.11.2018
Просмотров: 10075
Скачиваний: 69
81
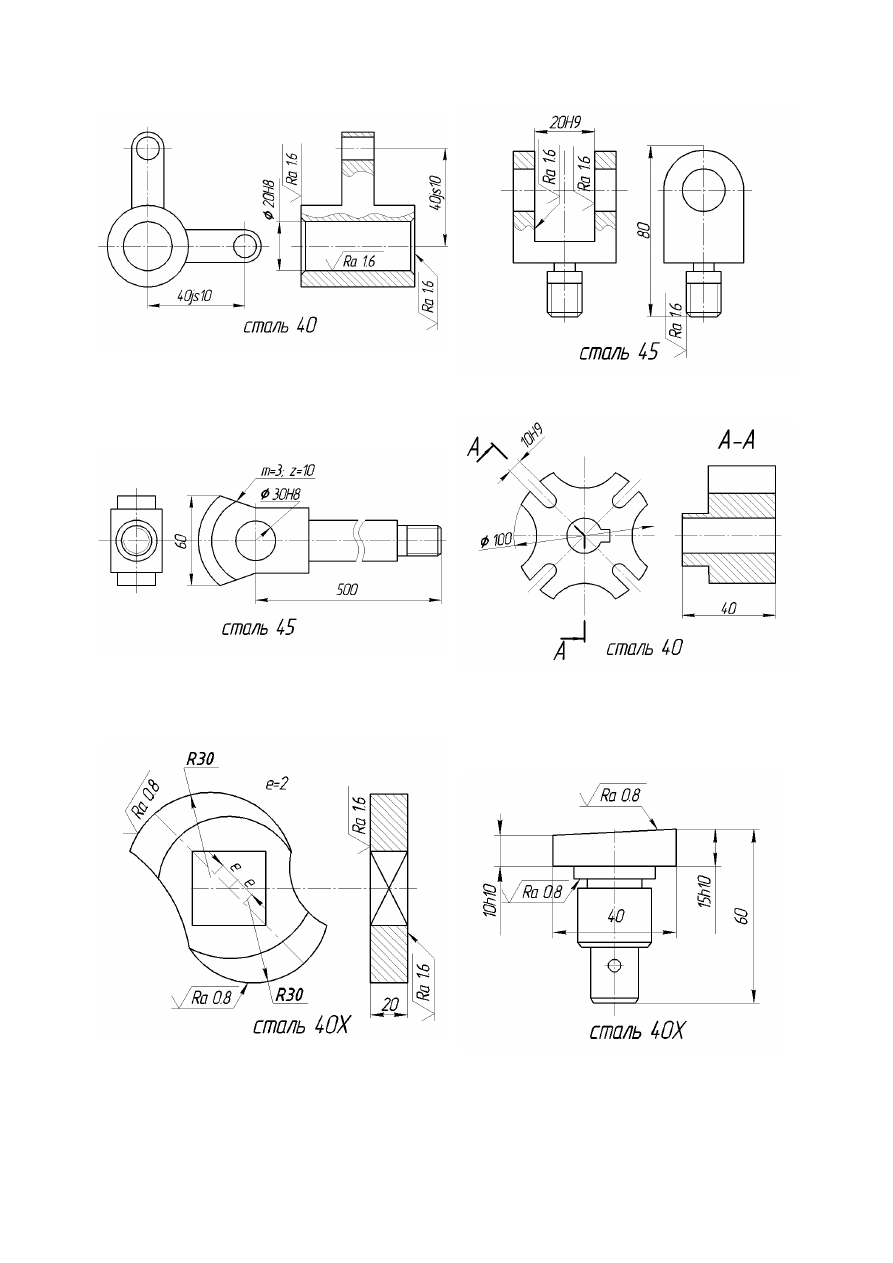
Рис. 6.26
Рис. 6.27
Рис. 6.28
Рис. 6.29
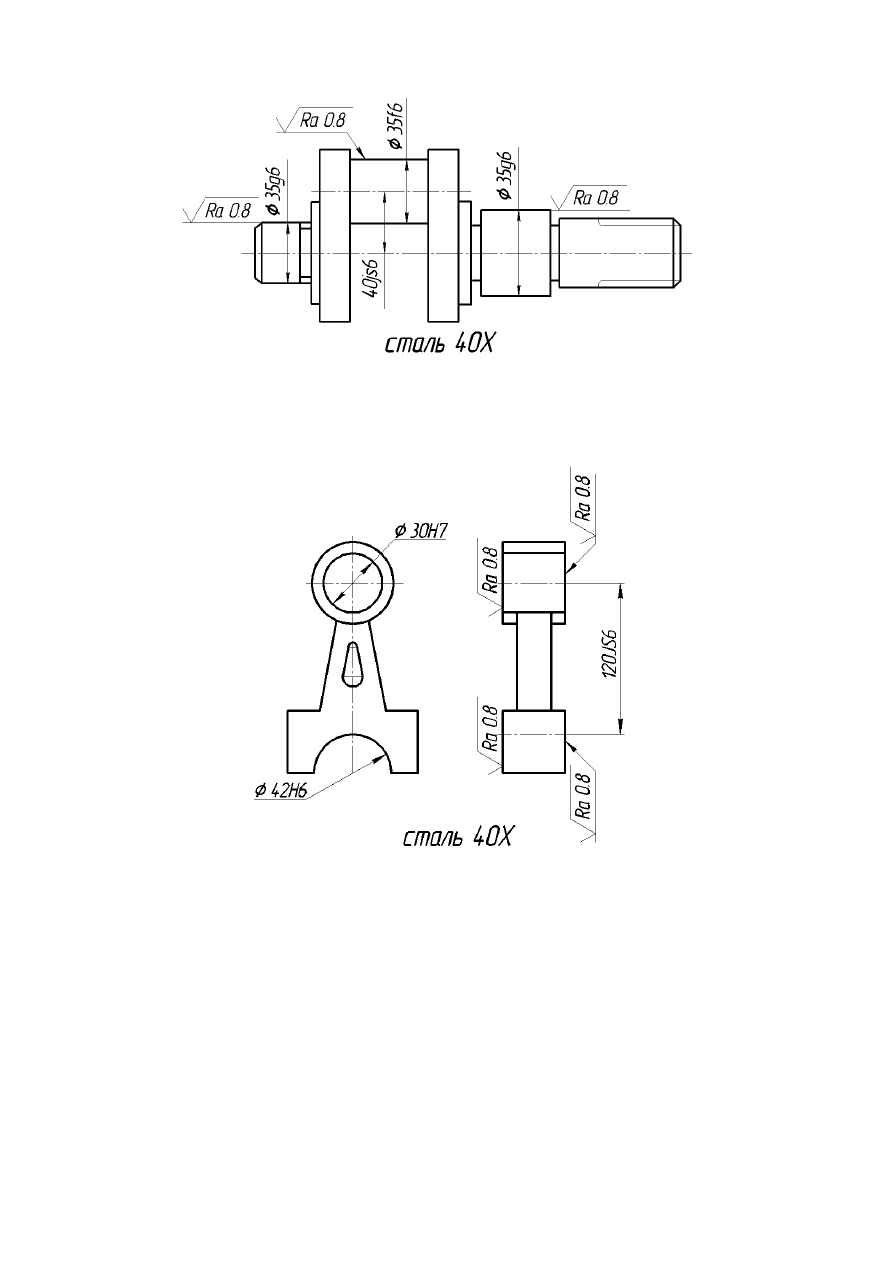
Рис. 6.30
Рис. 6.31
82
Рис. 6.32
Рис. 6.33

83
ГЛАВА VII
ПРОЕКТИРОВАНИЕ
ТЕХНОЛОГИЧЕСКОЙ ОПЕРАЦИИ
Операционную технологию разрабатывают с учетом места каждой
операции в маршрутной технологии. Для проектирования отдельной
операции необходимо знать маршрут обработки заготовки, схему ее
базирования и закрепления, какие поверхности и с какой точностью нужно
обрабатывать, какие поверхности и с какой точностью были обработаны на
предшествующих операциях, припуск на обработку. При проектировании
операции уточняют ее содержание (намеченное ранее при разработке
маршрута), устанавливают последовательность и возможность совмещения
переходов во времени, окончательно выбирают оборудование,
инструменты и технологическую оснастку (или дают задание на их
проектирование), назначают режимы резания, определяют норму времени
и сопоставляют ее с тактом работы (в поточном производстве),
устанавливают паспортные размеры и составляют схему наладки. При
расчетах точности и проверки производительности может возникнуть
необходимость в некоторых изменениях маршрутной технологии, выбора
оборудования, содержания операции или условий ее выполнения.
Проектирование операции — задача многовариантная; варианты
оцениваются по производительности и себестоимости, руководствуясь
технико-экономическими принципами проектирования.
При выполнении задания необходимо выбрать технологическую
оснастку, режущий и измерительный инструмент, рассчитать режимы
резания, норму штучного времени, оформить операционный эскиз (ГОСТ
3.1105–84) и операционную карту (ГОСТ 3.1404–86).
Недостающие исходные данные (оборудование, схема базирования,
ранее обработанные поверхности) задаются студентом.
Задача 7.1
Спроектировать операцию сверления 4 отверстий 9 мм в крышке
подшипника (рис. 7.1) на радиально-сверлильном станке 2М55.
84
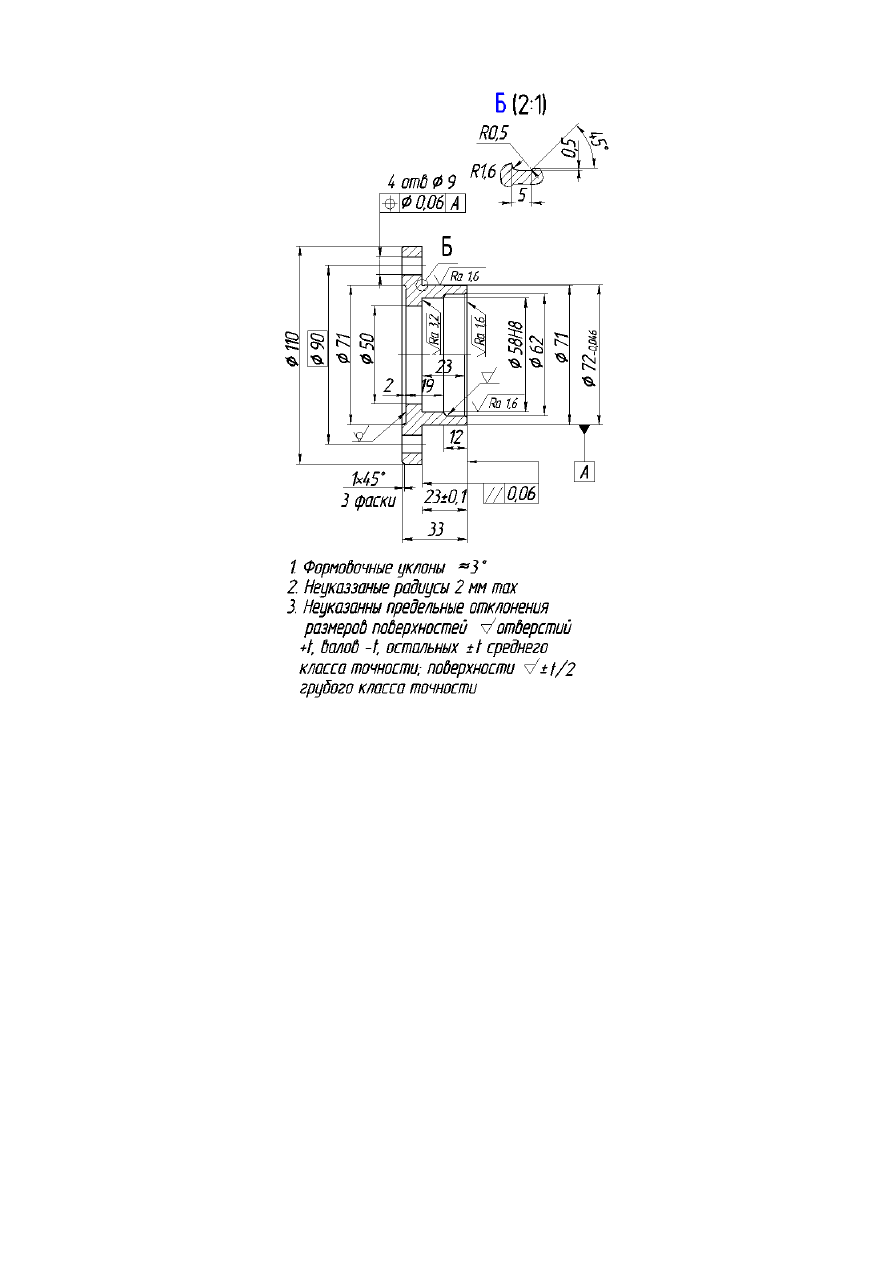
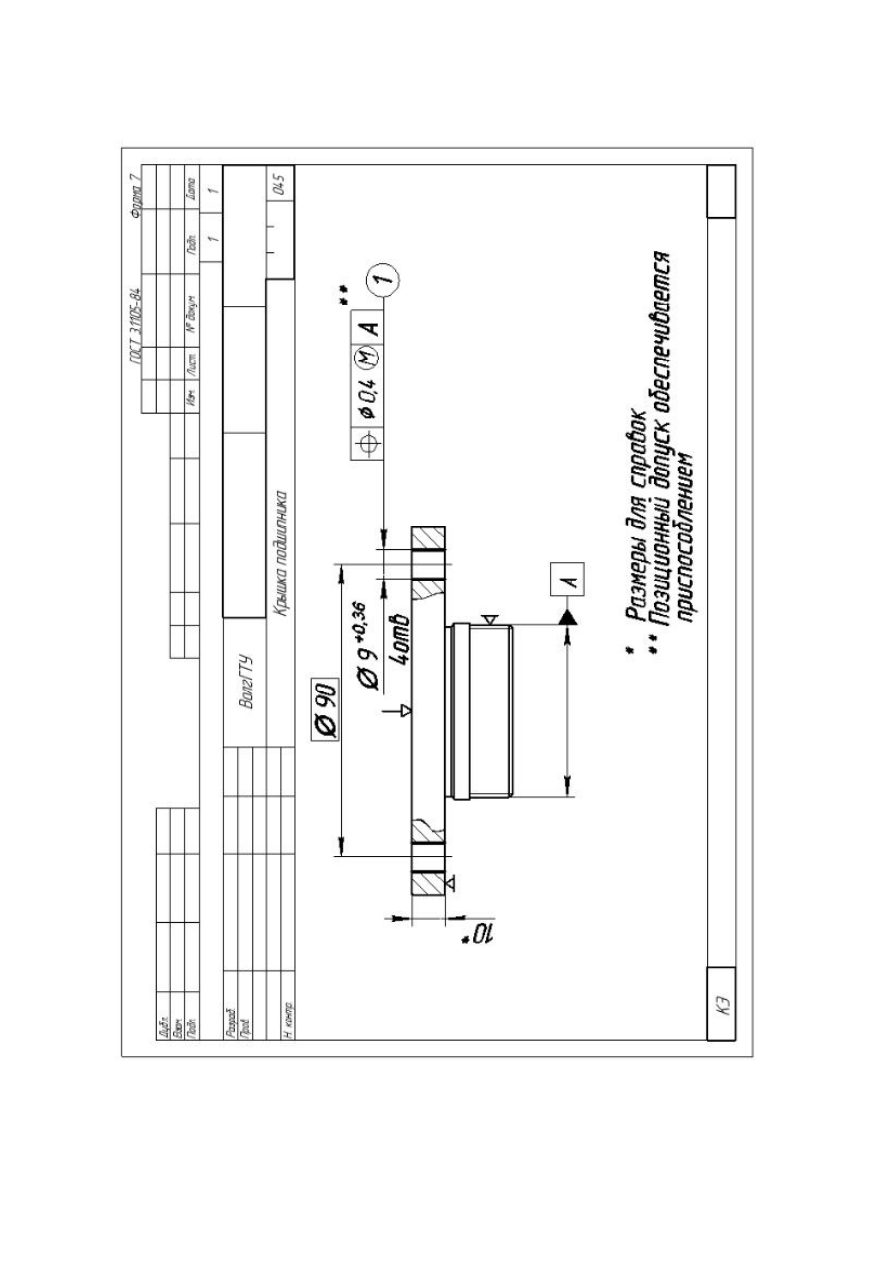
Рис. 7.1
Решение
Деталь устанавливаем в скальчатом кондукторе. Базирование
осуществляется по наружной цилиндрической поверхности 72
-0,046
и
уступу.
Операционной эскиз показан на рис. 7.2. Сверление производится
спиральным сверлом 2301–3384 ГОСТ 12121–77 [9, с. 273] с коническим
хвостовиком. Диаметр сверла d = 9 мм, материал режущей части Р6М5.
Вспомогательный инструмент – втулка 6100–022 ГОСТ 13598–85
[9, с. 329] для крепления инструмента с коническим хвостовиком.
Контроль диаметра отверстия и позиционных отклонений
осуществляется комплексным калибром.
Расчет режимов резания. Обрабатываемый материал – серый чугун,
HB = 190...227. Глубина резания t = d/2 = 9/2 = 4,5 мм. Табличное значение
подачи s
табл
= 0,24...0,31 мм/об [22, с. 277, табл. 25].
85
Р
ис
.
7.
2