Добавлен: 15.11.2018
Просмотров: 10065
Скачиваний: 69
101
N27 F30
(подача s = 0,3 мм/об)
N28 G71*
N29 X0*
(однопроходный поперечный цикл)
N30 Z13100
N31 X10000~*
(ускоренный отход в исходную точку)
N32 Z15000
N33 T2
(контурный резец)
N34 M3
N35 M40
N36 G96*
(задание постоянной скорости резания v =
=128 м/ мин)
N37 S128*
N38 P2240*
N39 P500
N40 Z13200~*
(подход в точку 1)
N41 X0
N42 F20
(подача s = 0,2 мм/об)
N43 Z13000
N44 X3500
N45 Z13200~
N46 X2400~
N47 Z3200+45°
(обработка фаски)
N48 Z11000
N49 X5000*
(обработка конической поверхности)
N50 Z6500
N51 Z4600
N52 G13*
N53 X6200*
(обработка галтели)
N54 Z4000
102
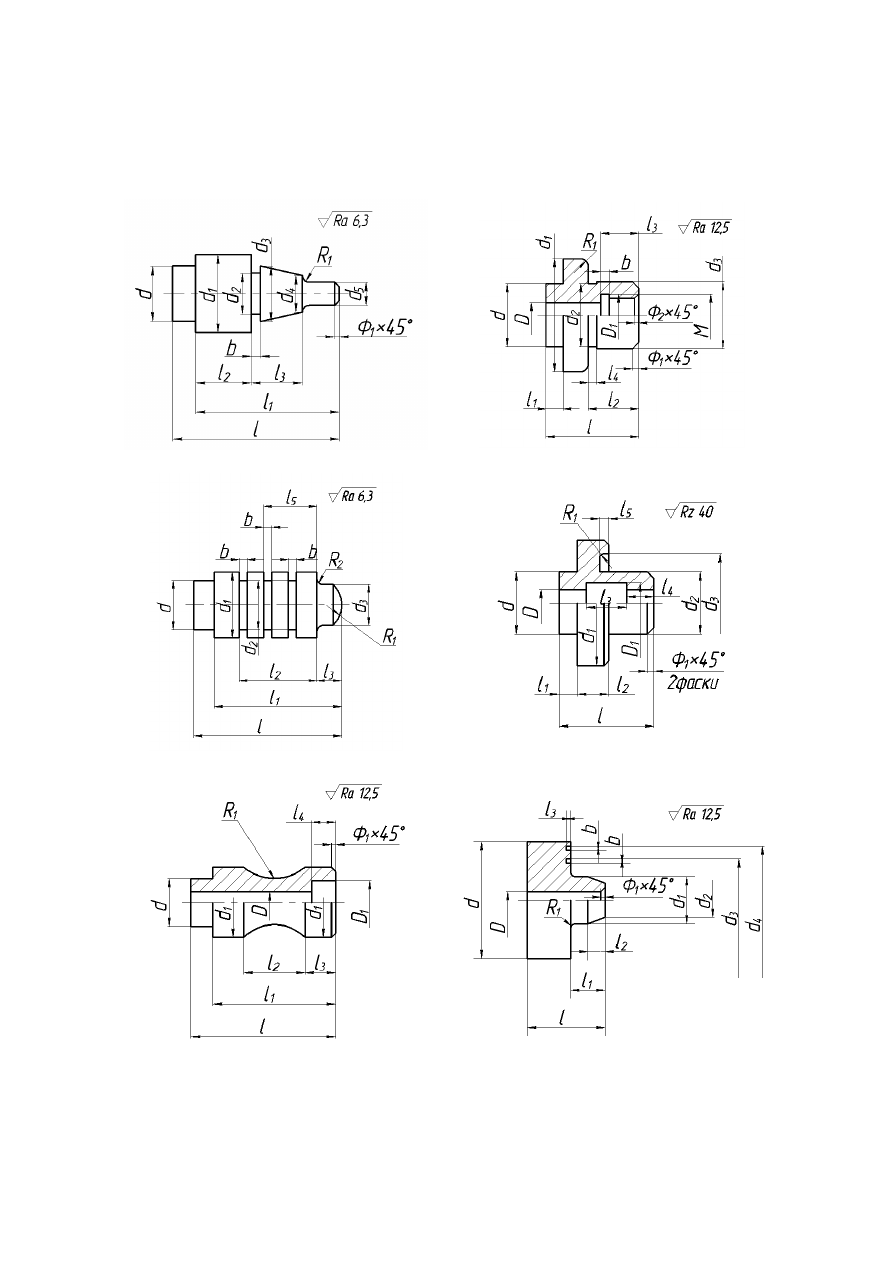
Задача 8.2
Составить УП обработки заготовки на токарном станке с ЧПУ.
Заготовка – прокат (табл. 8.1). Заготовка закрепляется по предварительно
обработанной поверхности диаметром d (рис. 8.2 – 8.3).
а
б
в
г
д
е
Рис. 8.2
103
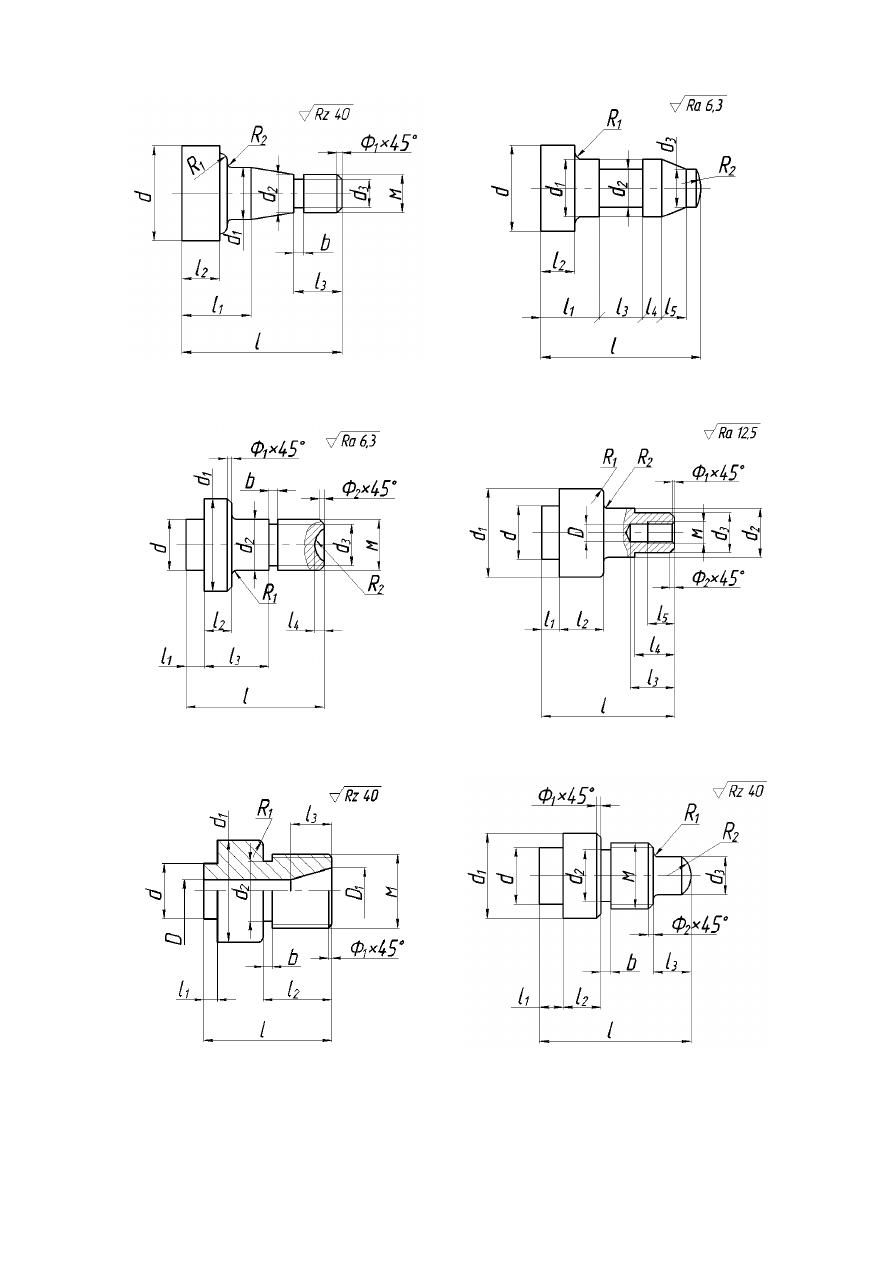
а
б
в
г
д
е
Рис. 8.3
104
Исходные данные
Вари-
ант
Рису-
нок
Размеры
d
d
1
d
2
d
3
d
4
d
5
D
D
1
M
l
1
8.2, а
30
45
24
28
20
14
–
–
–
90
2
36
60
37
40
30
20
–
–
–
110
3
50
65
41
45
36
26
–
–
–
130
4
8.2, б
50
70
48
50
–
–
18
31
М30х2
60
5
60
85
61
64
–
–
20
43
М42х2
75
6
70
100
65
68
–
–
30
43,2
М42х3
86
7
8.2, в
20
30
24
18
–
–
–
–
–
76
8
24
36
30
26
–
–
–
–
–
85
9
32
48
40
30
–
–
–
–
–
105
10
8.2, г
40
70
36
56
–
–
20
22
–
55
11
50
85
48
70
–
–
28
30
–
65
12
56
90
50
75
–
–
36
40
–
80
13
8.2, д
20
32
–
–
–
–
12
20
–
85
14
25
40
–
–
–
–
16
28
–
105
15
30
50
–
–
–
–
20
36
–
120
16
8.2, е
80
30
24
50
70
–
12
–
–
44
17
90
40
30
64
80
–
18
–
–
50
18
110
48
36
70
95
–
24
–
–
60
19
8.3, а
42
28
20
13
–
–
–
–
М16
100
20
50
32
22
17
–
–
–
–
М20х2
110
21
60
40
28
21,8
–
–
–
–
М20х1,5 130
22
8.3, б
50
36
30
28
–
–
–
–
–
90
23
56
40
32
30
–
–
–
–
–
105
24
60
44
36
32
–
–
–
–
–
130
25
8.3, в
32
50
36
27,8
–
–
–
–
М30х1,5 100
26
36
56
40
33
–
–
–
–
М36х2
115
27
40
60
44
37,5
–
–
–
–
М42х3
130
28
8.3, г
30
50
32
28
–
–
10,2
–
M12
85
29
36
56
36
30
–
–
13,9
–
M16
100
30
40
60
42
36
–
–
–
–
M16х1
105
31
8.3, д
24
48
–
–
–
–
–
16
M20xl
65
32
32
50
–
–
–
–
18
20
М24
80
33
36
60
–
–
–
–
22
30
М42х2
85
34
8.3, е
28
48
25
18
–
–
–
–
м30
90
35
36
56
33,8
20
–
–
–
–
М36х1,5
80
36
40
60
33
22
–
–
–
–
М36х2
85
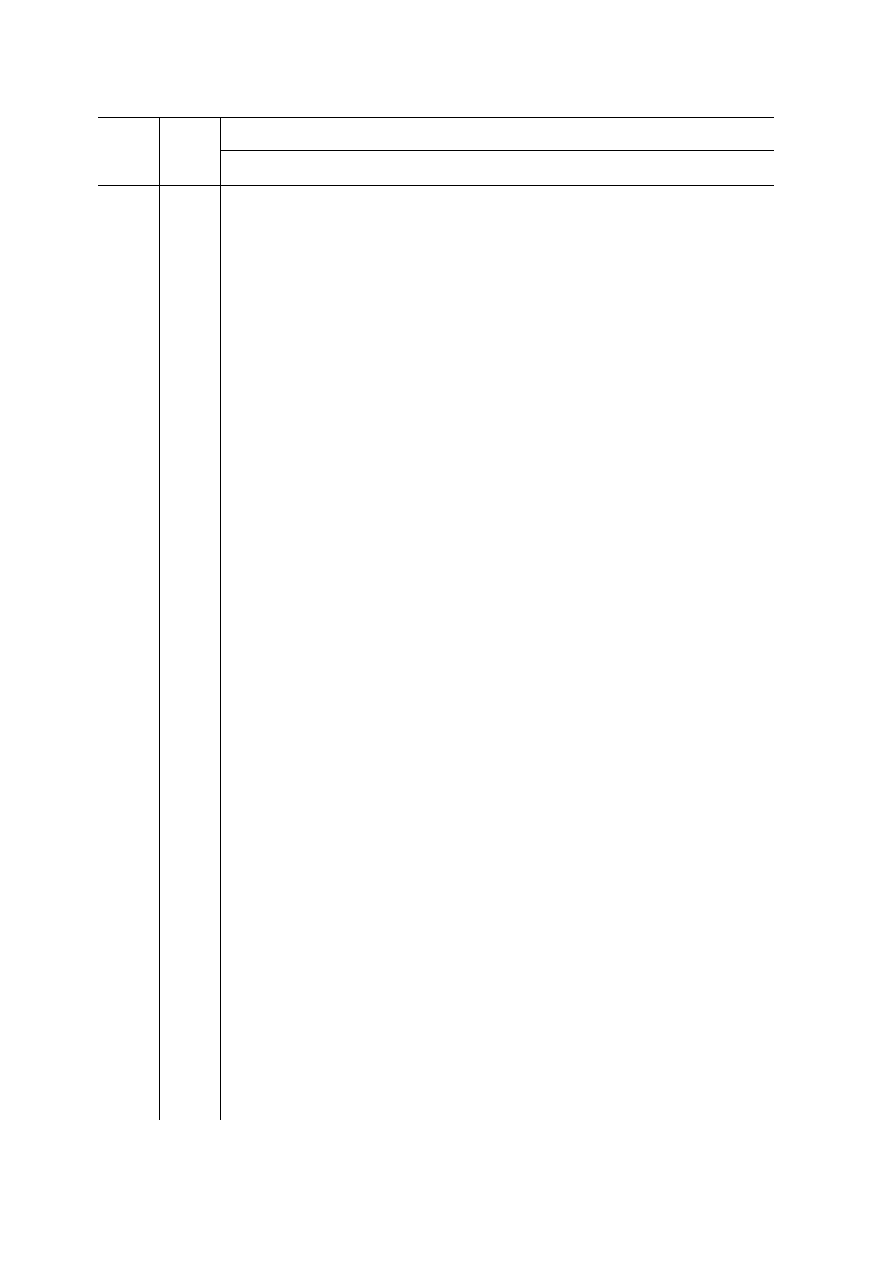
105
к задачам 8.2, 9.2
Таблица 8.1
детали, мм
Материал детали
l
1
l
2
l
3
l
4
l
5
b
R
1
R
2
Ф
1
Ф
2
70
30
20
–
–
3
3
–
1,6
–
Сталь 45
85
35
35
–
–
4
4
–
2
–
Латунь Л63
100
40
45
–
–
4
5
–
2,5
–
Сталь 20
16
30
24
3
–
8
4
–
2,5
2
Сталь 30
20
36
30
4
–
8
5
–
2,5
2
Д16
24
42
36
5
–
10
5
–
3
2,5 Чугун СЧ20
60
42
14
28
14
4
12
3
–
–
Сталь 40Х
68
51
18
34
17
5
20
4
–
–
Латунь Л63
80
60
22
40
20
6
24
5
–
–
Сталь 18ХГТ
16
18
31
12
8
–
3
–
2
–
Сталь 45
20
20
33
16
10
–
4
–
2,5
–
Д16
24
28
40
20
12
–
4
–
3
–
Чугун СЧ20
60
30
15
10
–
–
20
–
1,6
–
Сталь 45
85
36
20
16
–
–
24
–
2
–
Латунь Л63
100
48
24
18
–
–
30
–
3
–
БрАМц9-2
24
10
3
–
–
4
3
–
1
–
Сталь 20
30
14
4
–
–
5
4
–
1,6
–
Чугун СЧ20
36
16
4
–
–
6
4,5
–
2
–
Сталь Ст. 3
25
45
24
–
–
5
3
2,5
2
–
Сталь 40Х
30
55
30
–
–
5
4
3
2
–
Сталь 65Г
40
70
36
–
–
4
4
4
1,6
–
Сталь 45
30
18
24
10
16
–
4
20
–
–
Сталь 20
32
20
30
12
18
–
5
24
–
–
Латунь ЛС59-1
48
32
36
14
20
–
5
30
–
–
Сталь 12Х18Н10Т
18
16
40
8
–
4
4
14
2
1,6 БрОЦ4-3
20
20
48
10
–
5
4,5
16
2,5
2
Сталь 45
24
22
50
12
–
6
5
25
3
2,5 Сталь 20
18
20
25
20
16
–
3
4
1,6
2,5 Сталь 45
20
24
32
28
20
–
4
4
2
2,5 Сталь 40ХН
24
24
30
25
18
–
3
5
1
2,5 Сталь 20
16
30
14
–
–
3
4
–
1
–
Сталь 40Х
20
36
18
–
–
6
5
–
2,5
–
Латунь ЛС59-1
24
40
22
–
–
5
3
–
2
–
Чугун СЧ32
18
16
18
–
–
8
3
9
1,6
2,5 Сталь 30
20
18
16
–
–
4
4
15
2
1,6 БрОФ7-0,2
24
20
12
–
–
5
3
12
2
2
Сталь 65Г