Добавлен: 15.11.2018
Просмотров: 16124
Скачиваний: 90
11
Продолжение табл. 1.3
Вариант Операция
Размеры деталей пробы
13
Чистовое шлифование
шейки вала 40
-0,025
39,983
39,982
39,99
39,992
39,982
39,975
39,992
39,986
39,98
39,986
39,994
39,983
39,988 39,997
39,98
39,981
39,99
39,985 39,989
39,99
39,995
39,988
39,986 39,985
39,984
14
Черновая расточка
отверстия 65
+0,3
65,08
65,04
65,06
65,06
65,04
65,04
65,075
65,05
65,05
65,01
65,03
65,03
65,075
65,06
65,02
65,08
65,075
65,02
65,04
65,05
65,075
65,075
65,06
65,06
65,05
15
Шлифование шейки
вала 25
-0,084
24,925
24,96
24,945
24,35
24,965
24,92
24,985
24,97
24,95
24,925
24,916
24,95
24,985 24,965
24,95
24,935 2.4,965 24,955
24,95
24,97
24,955
24,95
24,935
24,93
16
Чистовая обточка
шейки вала 18
-0,07
17,98
17,99.
17,97
17,97
17,995
17,97
17,985
17,99
17,96
17,965
17,975
17,96
17,985 17,955
17,97
17,975
17,975
17,96
17,965
17,985
17,975
17,97
17,965 17,975
17,98
17
Черновая обточка
шейки вала 55
-0,3
54,9
54,87
54,85
54,92
54,87
54,95
54,984
54,87
54,9
54,95
54,85
54,8
54,99
54,955
54,9
54,0
54,989
54,87
54,9
54,9
54,92
54,925
54,9
54,955
54,925
18
Доводка отверстия
50
+0,016
50,014
50,012
50,005
50,00
50,002
50,01
50,005
50,002
50,01
50,015
50,01
50,014
50,002 50,008
50,002
50,005
50,015
50,005 50,008
50,01
50,005
50,008
50,01
50,002
50,008
19
Черновая обточка
шейки вала 32
-0,25
31,86
31,9
31.92
31,92
31,99
31,96
31,825
31,9
31,88
31,98
31,92
31,86
31,87
31,94
31,96
31,92
31,9
31,94
31,87
31,88
31,95
31,9
31,92
31,95
31,92
12
Окончание табл. 1.3
Вариант Операция
Размеры деталей пробы
20
Шлифование
отверстия 35
+0,089
35,022
35,01
35,015 35,018
35,015
35,003
35,004
35,015
35,02
35,025
35,018
35,015
35,005
35,02
35,022
35,012
35,01
35,005 35,015
35,01
35,024
35,018
35,016 35,016
35,012
21
Черновая
обточка шейки вала
40
-0,16
39,99
39,93
39,93
39,97
39,93
39,95
39,965
39,97
39,975
39,93
39,95
39,965
39,96
39,96
39,985
39,95
39,9
39,975
39,95
39,92
39,94
39,95
39,95
39,92
39,95
22
Тонкое шлифование
шейки вала 12
-0,011
11,989
12,00
11,99
11,997
11,992
11,998
12,00
11,992 11,995
12,00
11.992
11,989
11,995 11,998
12,00
11,997
11,99
11,99
11,989
11,995
11,998
11,995
11,992 11,989
11,995
23
Чистовая расточка
отверстия 125
+0,063
125,05
125,04
125,04 125,035 125,02
125,02 125,005 125,045 125,025 125,015
125,01 125,024 125,025 125,035 125,03
125,015 125,02
125,03 125,025 125,03
175,035 125,045 125,045 125,03
125,02
24
Тонкое шлифование
шейки вала 20
-0,013
19,99
19,995
19,997
20,00
19,99
19,99
19,998
19,997 19,989
20,00
19,998
19,992
19,992
19,99
19,995
19,995
19,989
19,99
19,992
19,992
19,995
19,992
19,995 19,942
19,942
25
Чистовая расточка
отверстия 150
+0,063
150,03 150,025 150,035 150,04 150,025
150,025 150,02 150,008 150,01 150,035
150,025 150,015 150,02 150,04 150,012
150,05
150,04 150,015 150,025 150,03
150,015 150,025 150,025 150,03 150,012
Задача 1.1
(Вариант 0 — см. табл. 1.3)
Для представленной пробы из 25 деталей, обработанных при
заданной операции, вычислить числовые характеристики случайных
размеров деталей, выдвинуть и проверить рабочую гипотезу о
предполагаемом законе распределения случайных размеров, установить
точность выполнения анализируемой операции механической обработки,
установить возможный процент брака деталей при их обработке без
подналадки станка.
Решение
Анализируется операция чистовой обточки вала 30
-0,084
, на
основании результатов замера деталей пробы подсчитываются отклонения X
от номинала в мкм: 5, 10, 10, 10, 10, 15, 15, 15, 20, 20, 25, 25, 25, 25, 25, 30,
30, 35, 35, 35, 35, 35, 40, 40, 45 мкм.
Вычисляется
среднее
арифметическое
значение
отклонения
x = 24,6 мкм, стандартное отклонение
σ
= 11,2657 мкм. Так как
обрабатывается заготовка с точностью 10 квалитета, выдвигается и
проверяется гипотеза о нормальном распределении.
Отклонения размеров деталей от номинала лежат в пределах от 5 до
45 мкм. Интервал варьирования разбивается на 6 равных интервалов
протяженностью 8 мкм каждый. Границы интервалов располагаются так,
чтобы среднее арифметическое значение лежало вблизи границ 3-го и 4-го
интервалов.
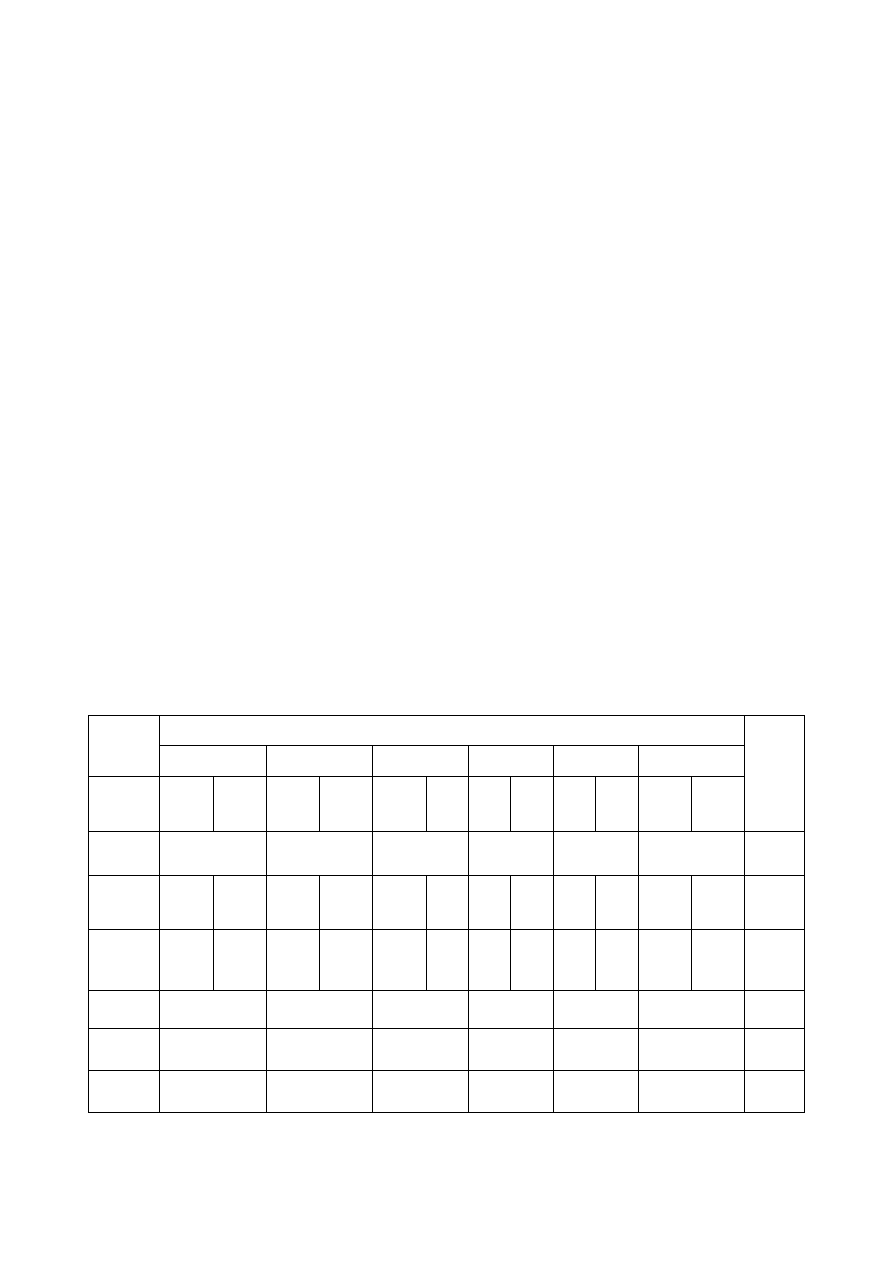
Составляется расчетная табл. 1.4
Таблица 1.4
Расчетные
величины
Номер интервалов
Σ
I
II
III
IV
V
VI
X
i-1
-X
i
,
мкм
1
9
9
17
17
25
25
33
33
41
41
49
n
oi
1
7
4,5
4,5
7
1
25
x
i-1
-x
i
,
мкм
-24
-16
-16
-8
-8
0
0
8
8
16
16
24
–
z
i-1
-z
i
-2,13
-1,42 -1,42 -0,71 -0,71
0
0 0,71 0,71 1,42 1,42
2,13
–
P
i
0.0612
0.1611
0.2611
0.2611
0.1611
0.0612
0.9668
n
pi
1,53
4,04
6,53
6,53
4,04
1,53
24,2
n
2
oi
/n
pi
0,654
12,129
3,101
3,101
12,129
0,654
31,768

14
Для каждого интервала устанавливается опытная частота: число
замеров деталей, приходящихся на интервал (при совпадении размера с
границей интервала в два соседних интервала вписывается по 0,5 детали).
Размер 25 мкм совпадает с границей интервала, поэтому в III и IV
интервалы добавляется по 2,5 единицы.
: 2,13; 1, 42; 0, 71; 0, 71;1, 42; 2,13
σ
i
i
x
z
Вероятность попадания размера в интервал (по табл. 1.2)
.
2611
,
0
0
2611
,
0
;
1611
,
0
2611
,
0
4222
,
0
;
0612
,
0
4222
,
0
4834
,
0
IV
III
V
II
VI
I
P
P
P
P
P
P
Расчетное число деталей в интервале
53
,
1
0612
,
0
25
pVI
pI
n
n
04
,
4
1611
,
0
25
pV
pII
n
n
53
,
6
2611
,
0
25
pIV
pIII
n
n
2
χ
31, 768 2 25 24, 2
5, 968
оп
При уровне значимости
2
табл
α
0, 05χ
7, 82
(табл. 1.1) 5,968 < 7,82
гипотеза о нормальном распределении принимается.
Расчетное
поле
рассеяния
случайных
размеров
ω
6σ
;
ω
6 11, 2657
69,9
70
мкм.
Точность операции
ψ 84 : 70 1, 2
вполне удовлетворительная.
Вероятные предельные размеры:
Наибольший:
max
30 0, 0246 3 0, 0112657
30, 0093
30, 009
d
мм.
Наименьший:
min
30 0, 0246 3 0, 0112657
29,9416
29,942
d
мм.
Допустимые предельные размеры: Наибольший:
max
30, 0
d
мм.
Наименьший:
min
30 0, 084
29, 916
d
мм.
Возможен исправимый брак в пределах от 30, 0 до 30, 009 мм.
Вероятность появления этого брака подсчитывается следующим образом.
Определяются отклонения предельных размеров от среднего
арифметического значения (x
i
) в долях σ, т. е.
σ
i
i
i
x
z
. Для размера 30,0 (в
интервале 0 – x
1
) значение
1
24, 6
x
мкм (т. е. соответствует координате
центра группирования или среднеарифметическому значению). Тогда, для
интервала “0–z
1
”,
1
24, 6 /11, 2657
2,18
z
.
Вероятность размеров в интервале 0 – z
1
(по табл. 1.2):
P
1
= 0,4854. Для размера 30,009 (в интервале 0 – x
2
) значение
2
24, 6 9
33, 6
x
мкм. Тогда
2
33, 6 /11, 2657
3
z
. Вероятность размеров в
интервале 0 – z
2
(по табл. 1.2): P
2
= 0,4986.
Вероятность исправимого брака P
брака
= 0,4986 – 0,4854 = 0,013, т. е.
1,3 %.

15
ГЛАВА II
РАСЧЕТ ПОГРЕШНОСТИ УСТАНОВКИ
Погрешность установки в общем случае складывается из трех
элементарных погрешностей: погрешности базирования
б
ε
, погрешности
закрепления
з
и погрешности приспособления
п
ε
.
При решений перечисленных ниже задач принято считать, обработка
заготовки производится с использованием одного приспособления, и
погрешности его изготовления и установки на станок учитываются при
наладке, поэтому погрешность установки
2
2
у
б
з
ε
ε
ε
.
Погрешность
базирования,
зависящая
от
формы
базовой
поверхности, определяется по формулам, приведенным в табл. 2.1.
Если
выполняемый
размер
входит
еще
и
в
размерную
технологическую цепь, то его отклонения от номинала определяются по
методике расчета размерных цепей.
Погрешности закрепления могут быть определены по даным табл.
2.2; 2.3; 2.4. Указанный справочный материал включает данные,
необходимые для решения задач в данной главе. Полностью данные можно
позаимствовать из книг [4,21].
Приняты следующие ограничения:
если не сделаны специальные указания, то установочные призмы
выполнены с углом 90°;
обработка ведется методом автоматического получения размеров;
центровые отверстия в валах выполнены по ГОСТ 14034–74, тип А;
опоры и установочные устройства показаны по ГОСТ 3.1107–81.
В задачах этого параграфа на основе операционного эскиза,
выполненного по ГОСТ 3.1107–81, или теоретической схемы базирования
заготовки требуется:
назначить качество поверхностей заготовки, используемых в
качестве установочных баз, и способ их формирования;
вычислить предполагаемую погрешность установки;
вычертить
вариант
возможной
конструктивной
реализации
установки заготовки.