Добавлен: 15.11.2018
Просмотров: 16125
Скачиваний: 90
21
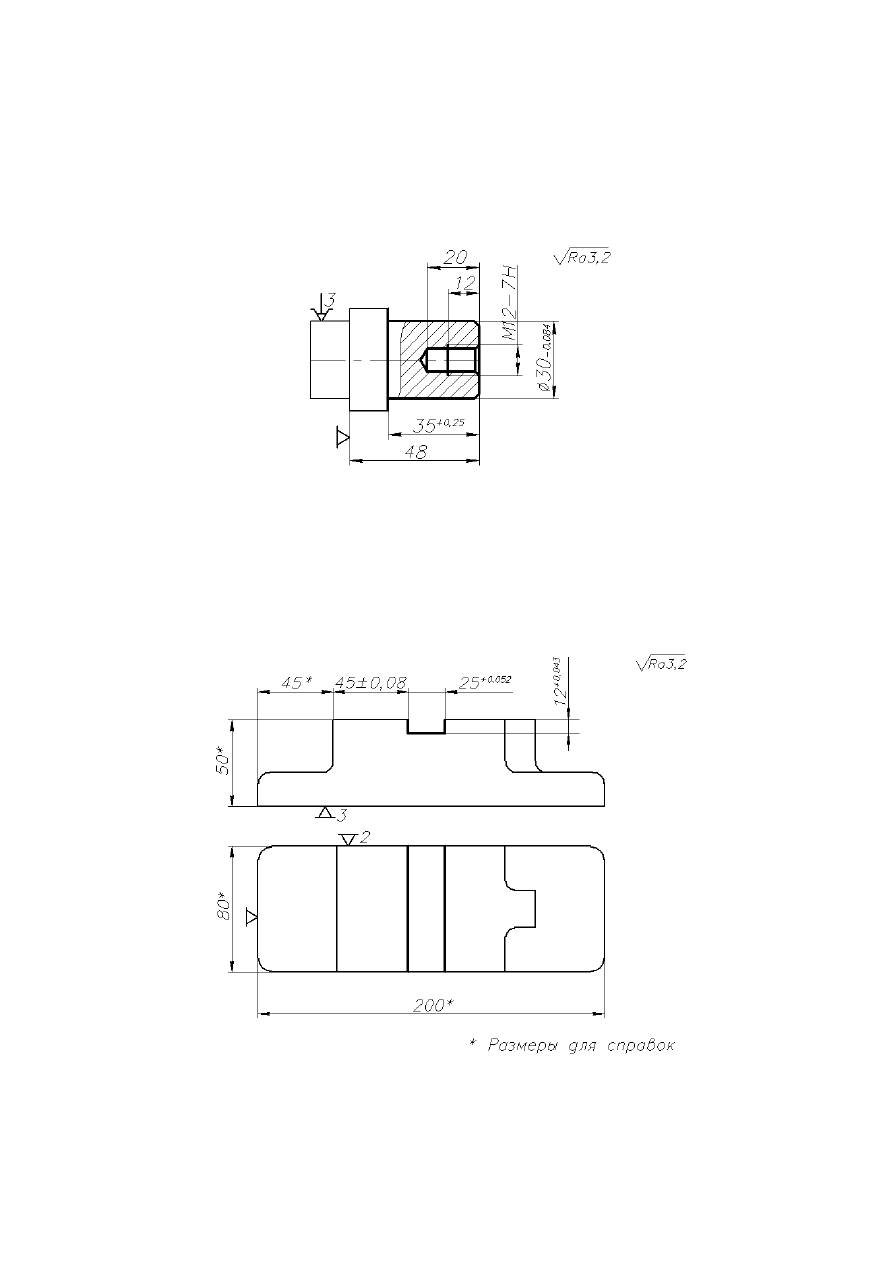
Задача 2.6
Вычислить погрешность установки при выполнении размеров:
Ø
084
,
0
30
; l = 20; 35
+0.25
; 48. Станок: 1Д316. Неуказанные предельные
отклонения h14, H14 (рис. 2.7).
Рис. 2.7
Задача 2.7
Станок: 6Р83, фреза по ГОСТ 3964–69. Неуказанные предельные
отклонения h14 (рис. 2.8). Вычислить погрешность базирования.
Рис. 2.8
22
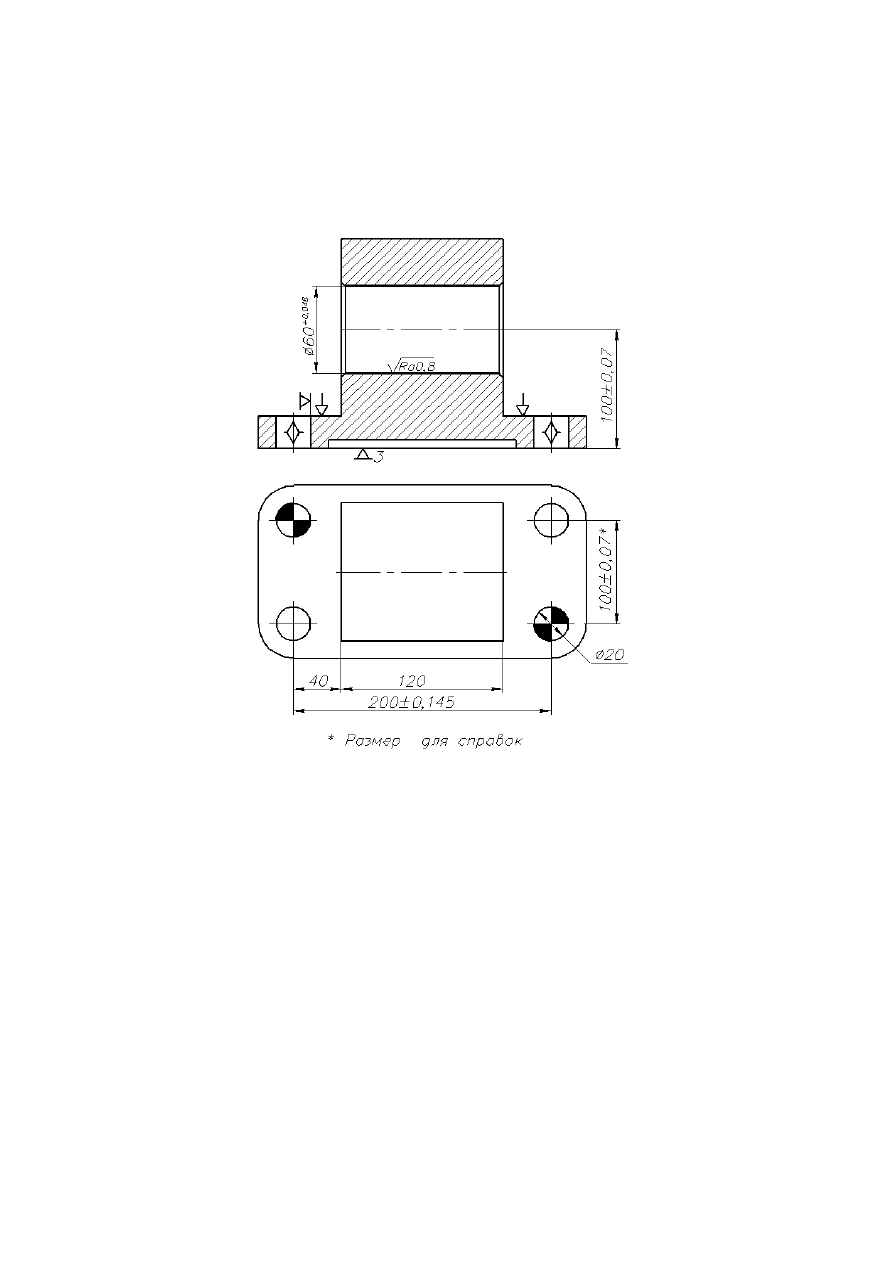
Задача 2.8
Станок: 2М615. Неуказанные предельные отклонения h14, H14,
±IТ14/2. Выбрать форму и размеры установочного пальца (рис. 2.9) и
вычислить погрешность базирования.
Рис. 2.9
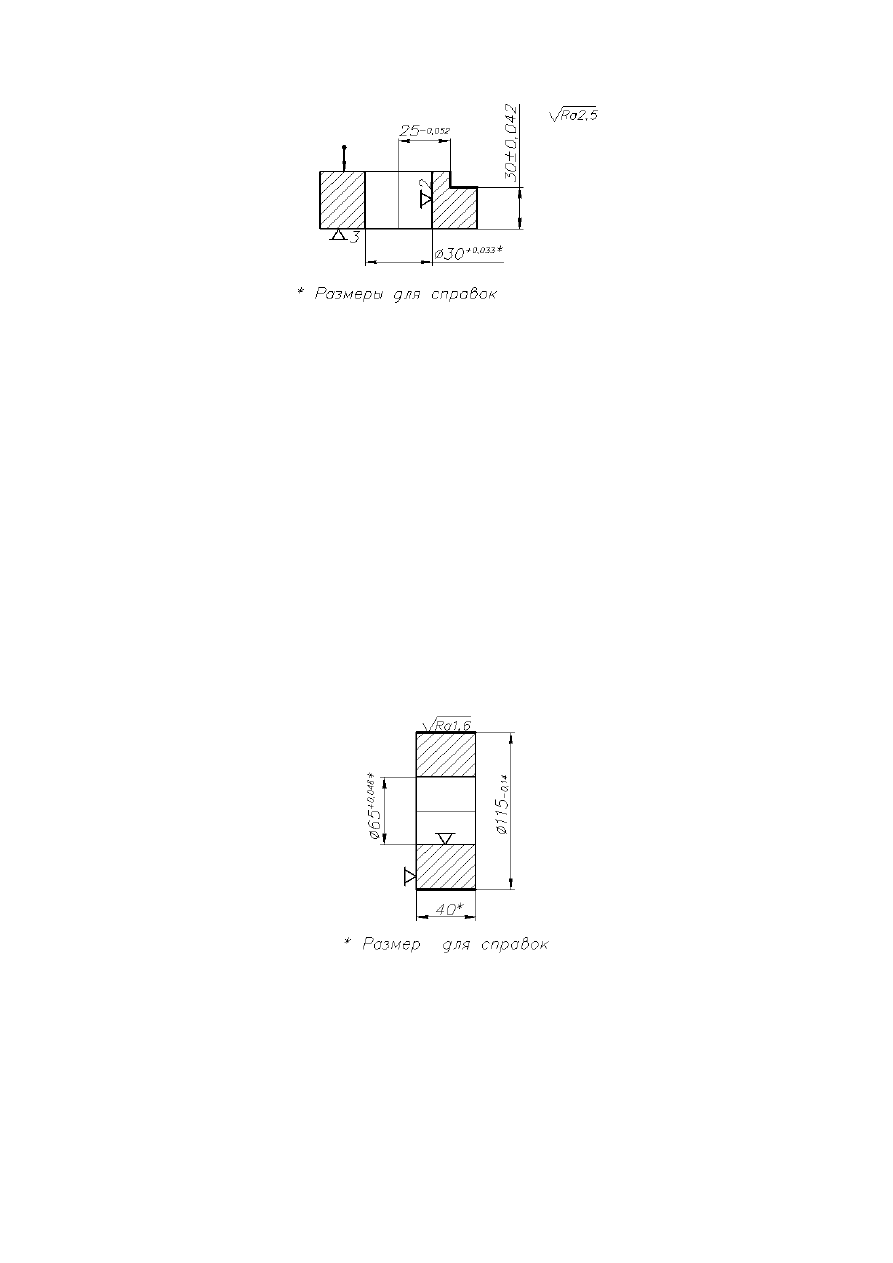
Задача 2.9
На вертикально-фрезерном станке обрабатывают ступенчатую
поверхность втулки, установленной на цилиндрический палец (рис. 2.10).
Диаметр установочного пальца
0,020
0,041
30
d
.
Вычислить погрешность установки при выполнении размеров
30 0, 042
и
0,052
25
.
Определить ожидаемую точность выполнения этих размеров, если
точность метода обработки
ω 120
мкм.
Материал заготовки СЧ12. Выбрать марку станка и подобрать
режущий инструмент.
23
Рис. 2.10
Задача 2.10
Обработка наружной цилиндрической поверхности втулки Ø
0,14
115
(рис. 2.11) производится при установке заготовки с зазором на жесткой
оправке, закрепленной в шпинделе станка. Цилиндрическая рабочая
поверхность оправки имеет диаметр
0,03
0,06
65
и имеет радиальное биение,
относительно ее конического хвостовика, вставляемого в конус шпинделя
станка - 0,020 мм; биение шпинделя станка составляет 0,01 мм. Точность
метода обработки (поле рассеяния случайных погрешностей) составляет
ω
0, 05
мм.
Определить ожидаемую точность выполнения цилиндрической
поверхности втулки и ее возможное отклонение от соосности
относительно базового отверстия. Разработать вариант конструктивного
решения установки и крепления заготовки.
Рис. 2.11
Задача 2.11
Паз 20
+0,084
мм в теле заготовки шатуна фрезеруется концевой
фрезой на вертикально-фрезерном станке (рис. 2.12).
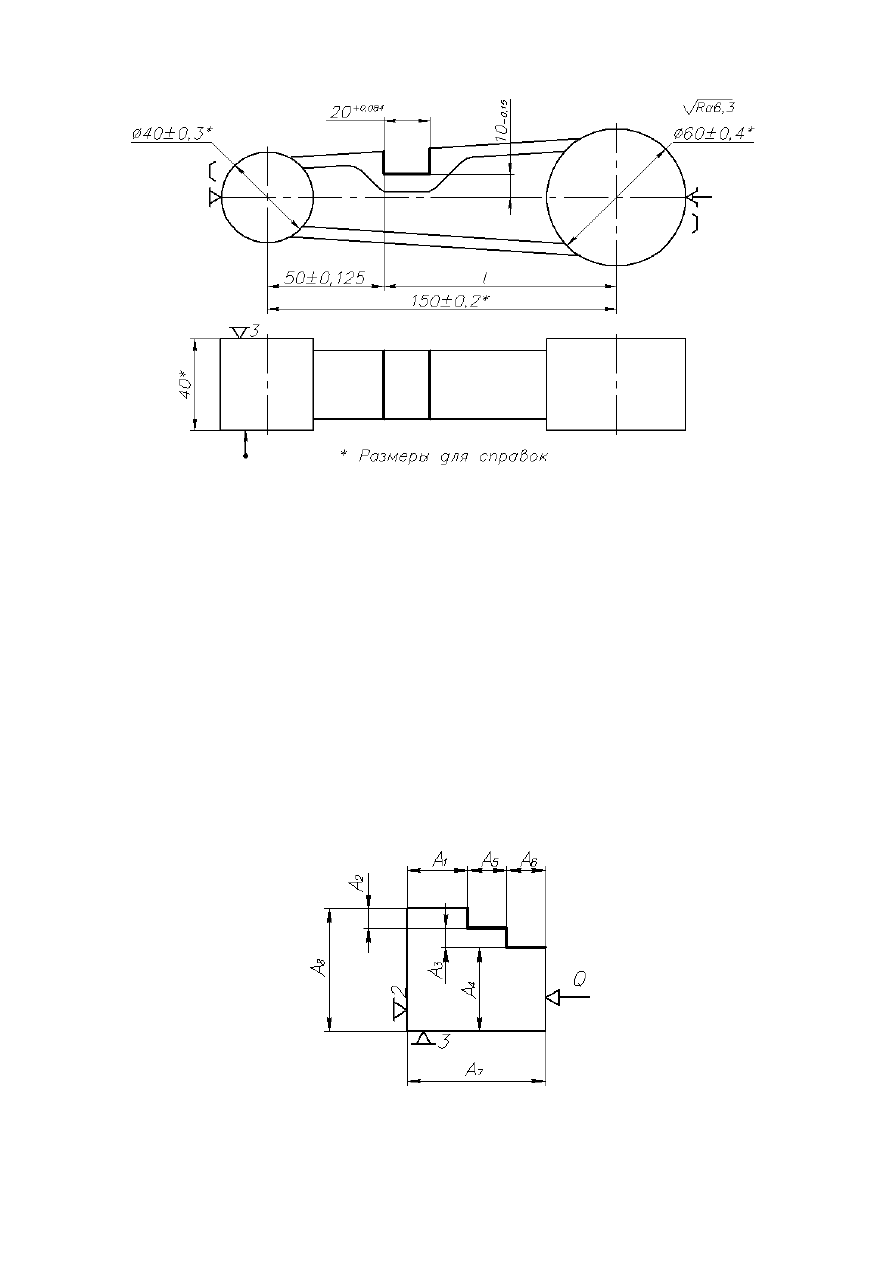
24
Рис. 2.12
Разработать конструктивную схему установки заготовки и
вычислить погрешность установки.
Вычислить погрешность выполнения размера l.
Задача 2.12
На горизонтально-фрезерном станке (рис. 2.13) набором фрез
одновременно обрабатываются два уступа заготовки. Вывести расчетные
зависимости для определения погрешности базирования при выполнении
размеров А
1
;
А
2
; А
3
; А
4
; А
5
и A
6
. Указать размеры, на точность выполнения
которых влияет постоянство зажимной силы Q. Размеры А
7
и А
8
выполнены соответственно с отклонениями ±ТА
1
/2 и ±TA
8
/2.
Рис. 2.13
25
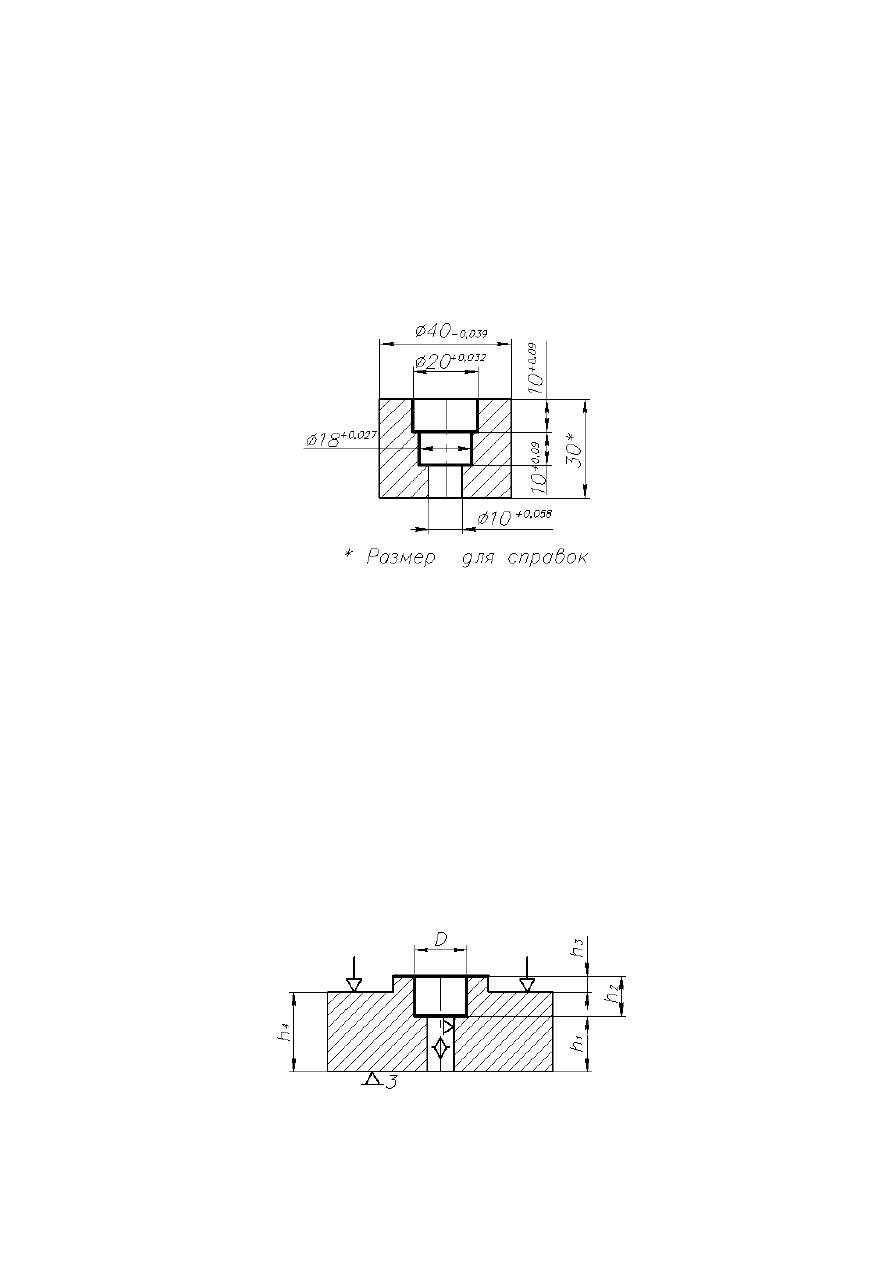
Задача 2.13
На вертикально-сверлильном станке комбинированным зенкером
обрабатывается система отверстий 20 и 18 (рис. 2.14). Определить
погрешность установки при использовании в качестве базы поверхностей
0,039
40
и торцевой плоскости или поверхности
0,058
10
и плоскости торца.
Для каждого случая разработать теоретическую схему базирования и
оформить операционный эскиз.
Рис. 2.14
Считать,
что
биение
поверхности
0,058
10
относительно
поверхности
0,039
40
в пределах 60 мкм.
Задача 2.14
На
вертикально-сверлильном
станке
с
ЧПУ
производится
зенкерование отверстия и подрезка торца, выдерживая размеры: h
1
, h
2
, h
3
,
h
4
и D. Для двух планов обработки (комбинированным зенкером и
зенкером и фрезой) вывести погрешности обработки указанных размеров,
считая, что случайные погрешности обработки дают поле рассеяния
и
размер h
4
выполнен с допуском ±Тh
4
/2 (рис. 2.15).
Рис. 2.15