Добавлен: 15.11.2018
Просмотров: 16115
Скачиваний: 90
16
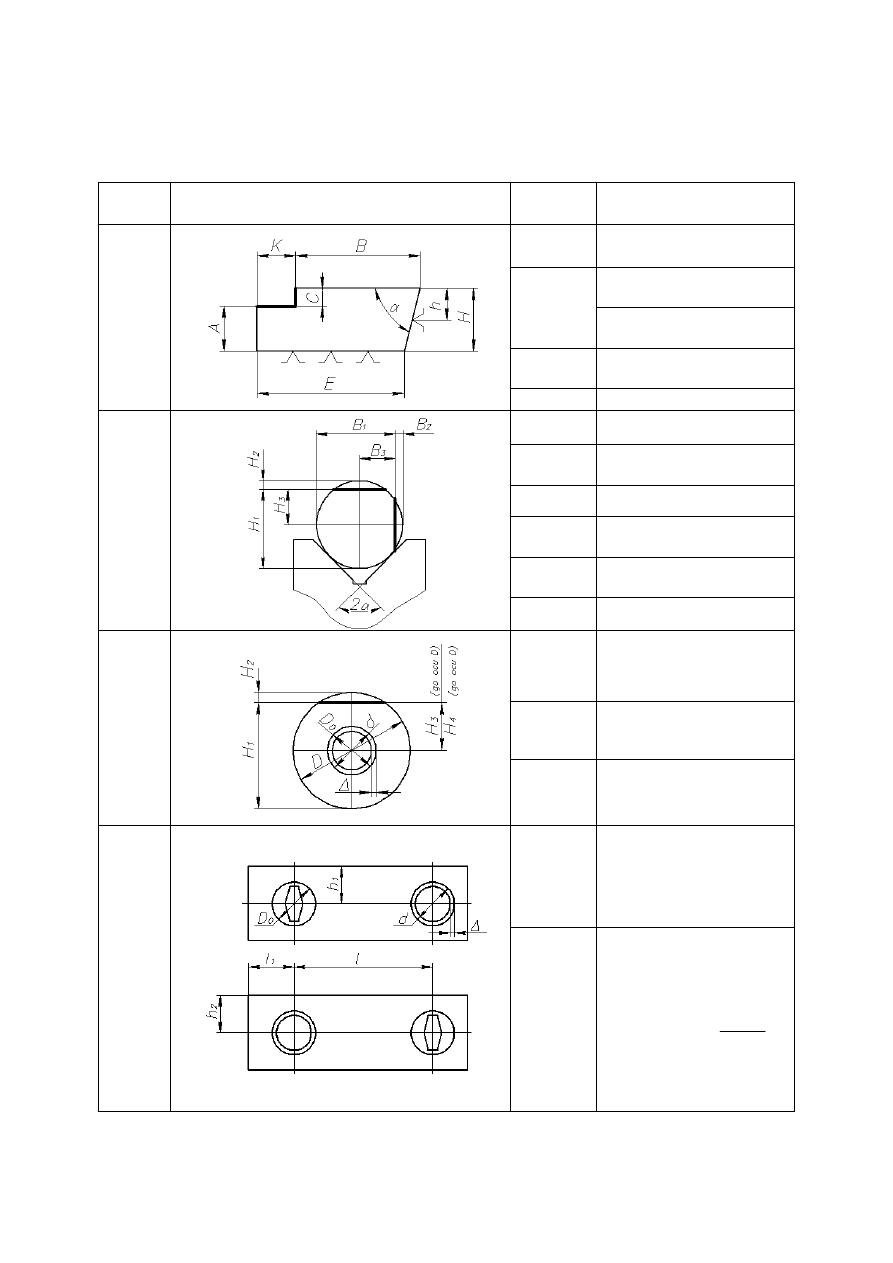
Таблица 2.1
Погрешности базирования,
зависящие от формы боковых поверхностей
Номер
схемы
Схема установки
Размер
Погрешность
базирования
1
А
0
В
Th tg α при α≠90°
0 при α=90°
С
ТН
К
ТЕ
2
Н
1
0,5Т
D
(1/sinα-1)
Н
2
0,5Т
D
(1/sinα+1)
Н
3
0,5Т
D
1/sinα
В
1
0,5Т
D
В
2
0,5Т
D
В
3
0
3
H
1
,
H
2
0,5T
D
+2e+T
d
+T
D
0
+2Δ
H
3
2e+T
d
+T
D
0
+2Δ
H
4
T
d
+T
D
0
+2Δ
4
h
1
2Δ+T
D
0
+ T
d
h
2
(2Δ+T
D
0
+ T
d
)(
l
l
l
1
2
)
17
Таблица 2.2
Погрешность закрепления при установке заготовки
в трехкулачковом самоцентрирующем патроне
з
ε
, мкм
Характер
базовой
поверхности
Направ-
ление
смещения
заготовки
Диаметр базы, мм
От 6
до10
Св.10
до 18
Св.18
до 30
Св.30
до 50
Св.50
до 80
Св.80
до120
Св.120
до 180
Св.180
до 260
Св.260
до 360
Отливка
Радиальное
Осевое
220
70
270
80
320
90
370
100
420
110
500
120
600
130
700
140
800
150
Горячая
штамповка
Радиальное
Осевое
220
70
270
80
320
90
370
100
420
110
500
120
600
130
700
140
800
150
Прокат
Радиальное
Осевое
220
70
270
80
320
90
370
100
420
110
500
120
600
130
–
–
–
–
Предва-
рительно
обрабо-
танная
Радиальное
Осевое
50
50
60
60
70
70
80
80
100
90
120
100
140
110
160
120
180
130
Чисто об-
работан-
ная
Радиальное
Осевое
25
30
30
40
35
50
40
60
50
70
60
80
70
90
80
100
90
110
Таблица 2.3
Погрешность закрепления при установке на опорные пластины в
приспособлении с винтовым зажимом,
з
ε
мкм
Характер базовой
поверхности
Диаметр базы, мм
От б
до10
Св.10
до 18
Св.18
до 30
Св.30
до 50
Св.50
до 80
Св.80
до120
Св.120
до 180
Св.180
до 260
Св.260
до 360
Св.360
до500
Отливка
–
100
110
120
135
150
175
200
240
280
Горячая
штамповка
–
100
110
120
135
150
175
200
240
–
Прокат
90
100
110
120
135
150
175
–
–
–
Черновая
обработка
40
50
60
70
80
90
100
110
120
130
Чистовая
обработка
30
40
50
60
70
80
90
100
110
120
Шлифование
20
30
40
50
60
70
80
90
100
110
Таблица 2.4
Погрешности глубины центрового гнезда (посадка центра станка) Δ
ц
, мм
[21]
Диаметр шейки
заготовки
Св. 6
до 8
Св.8
до 12
Св. 12
до 20
Св. 20
до 30
Св. 30
до 50
Св. 50
до 80
Св. 80
до 120
Св. 120
до 180
Св. 180
Диаметр центра
отверстия
1
1,5
2
2,5
3
4
5
6
8
Наибольший диаметр
конуса центрального
гнезда
4
6,5
8
10
12
15
20
25
30
Посадка центра Δ
ц
0,14
0,18
0,21
0,25

18
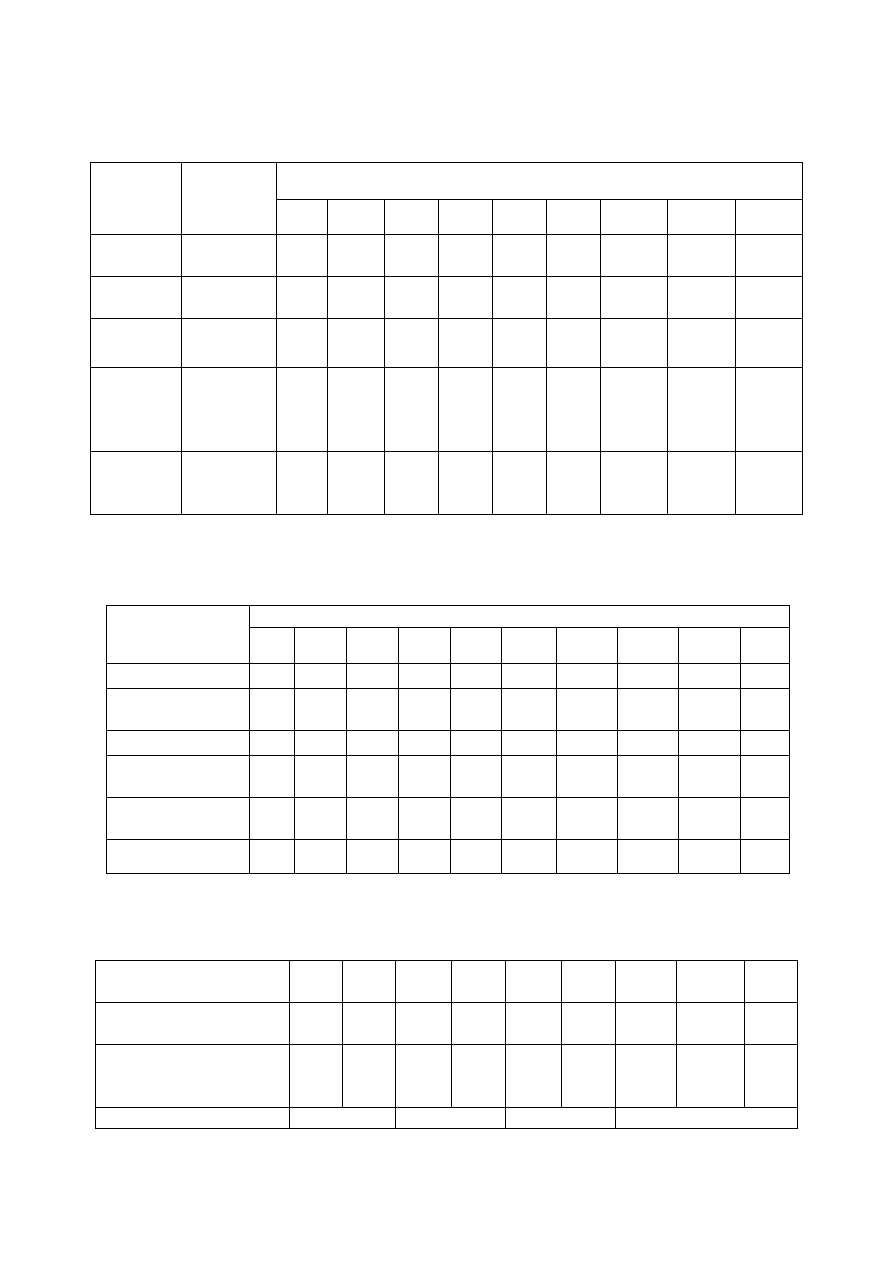
Задача 2.1
На вертикально-сверлильном станке с использованием кондук-
торного приспособления в заготовке сверлится два отверстия Ø20
+0,052
(рис. 2.1). Вычислить погрешность установки при выполнении размеров
30
-0,33
и 20
-0,33
мм.
Рис. 2.1
Решение
Согласно операционному эскизу заготовка устанавливается на
плоскость и ориентируется по контуру. Предполагается, что все базовые
поверхности заготовки предварительно профрезерованы за черновые и
чистовые переходы и получен 10-й квалитет точности при шероховатости
поверхности Ra = 3,2 мкм.
Погрешность установки при выполнении размера 30
-0,33
мм.
Погрешность базирования рассчитывается по схеме 2 табл. 2.1 как
погрешность размера Н
2
:
б
ε
0, 5
1/ sin α 1
ТD
. Так как допуск базовой
поверхности задан на радиус, то
б
ε
2 0, 5 0, 084 1/ sin 45
1
0, 203
мм.
Погрешность закрепления устанавливается по табл. 2.3. (Чисто
обработанная поверхность, размер заготовки 18–30 мм)
з
ε
0, 05
мм.
Погрешность установки:
2
2
у
ε
0, 203
0, 05
0, 209
мм.
Погрешность установки при выполнении размера 20
-0,33
.
В этом случае центр обрабатываемого отверстия относительно
установочной базы переместится так же, как и для предыдущего размера,
но измерение ведется от другой измерительной базы, которая может
перемещаться в пространстве на величину допуска размера
16
,
0
150
.
19
Поэтому погрешность базирования является суммой двух случайных
независимых величин и равна:
2
2
б
ε
0, 203
0,16
0, 258
мм.
Погрешность закрепления равна
з
ε
90
мкм - для размера заготовки
в интервале 120–180 мм (табл. 2.3).
Погрешность установки:
2
2
у
ε
0, 258
0, 09
0, 273
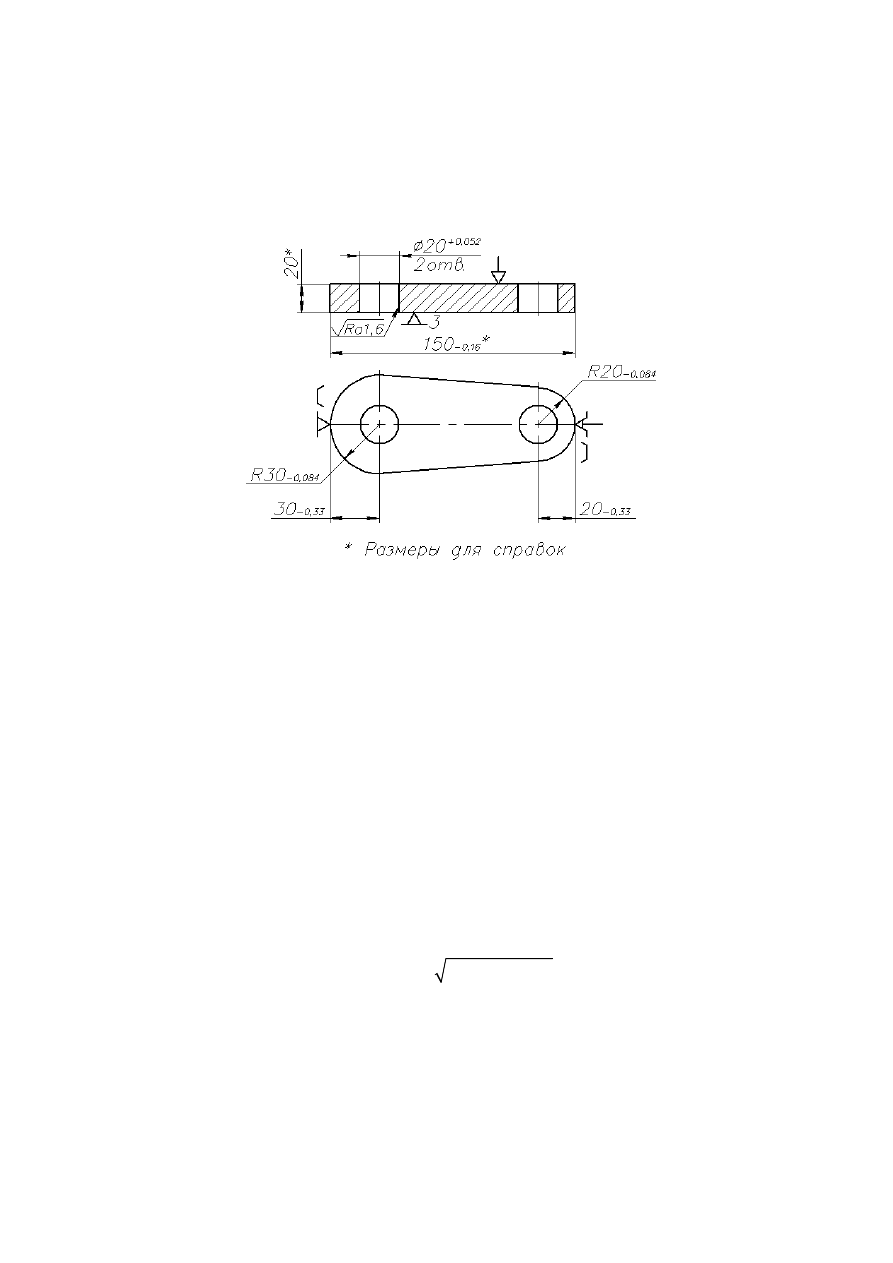
мм. Вариант
возможного конструктивного решения установки показан на рис. 2.2.
Рис. 2.2
Заготовка кладется на плоские опорные пластины (плиту),
ориентируется по контуру с помощью призмы, поджимается и крепится с
помощью подвижной призмы. Рабочие поверхности призмы имеют скос
примерно 15°, который поджимает заготовку к пластинам. Кондукторные
втулки закреплены в откидывающейся кондукторной плите.
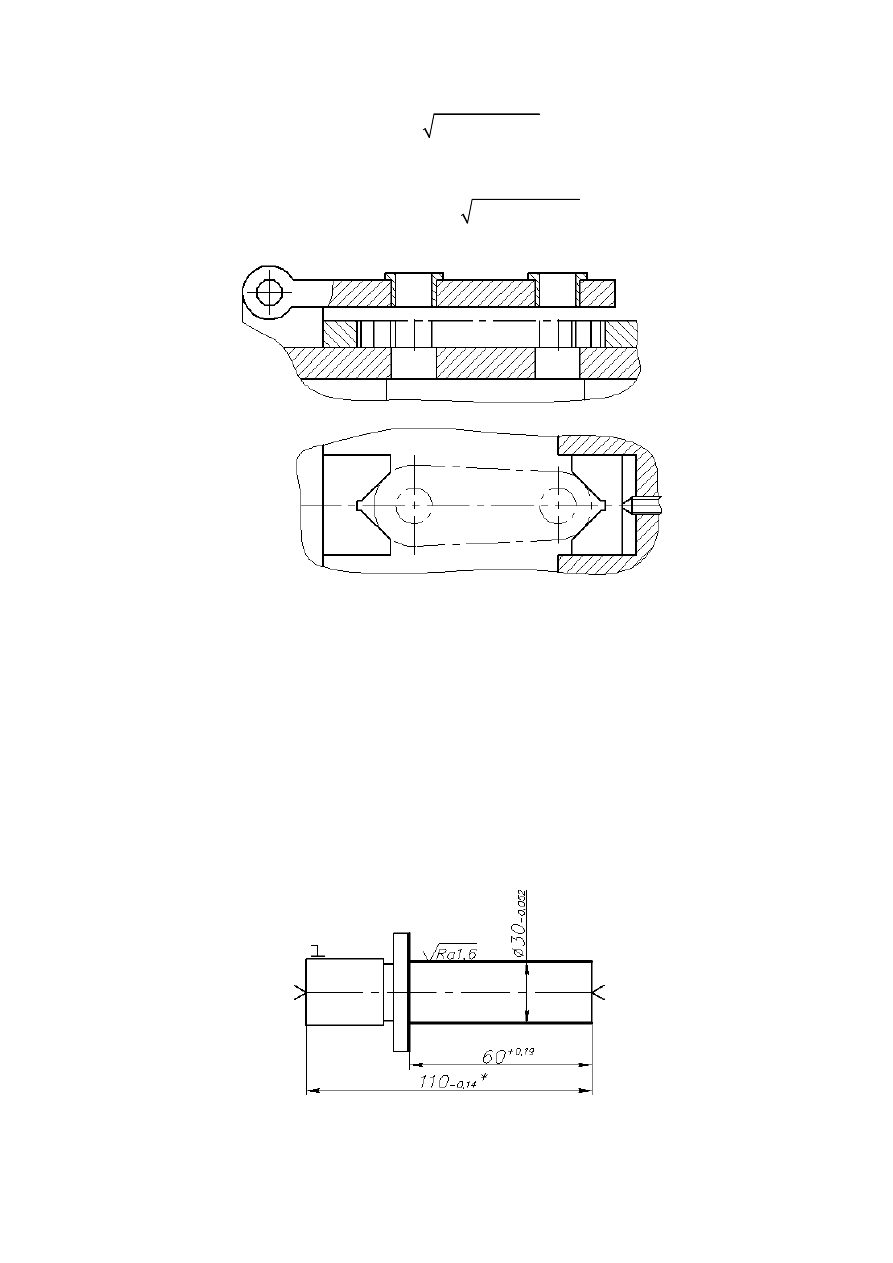
Задача 2.2
Вычислить погрешности установки при выполнении размеров
Ø30
-0,052
и
0,19
60
l
(рис. 2.3).
Рис. 2.3
20
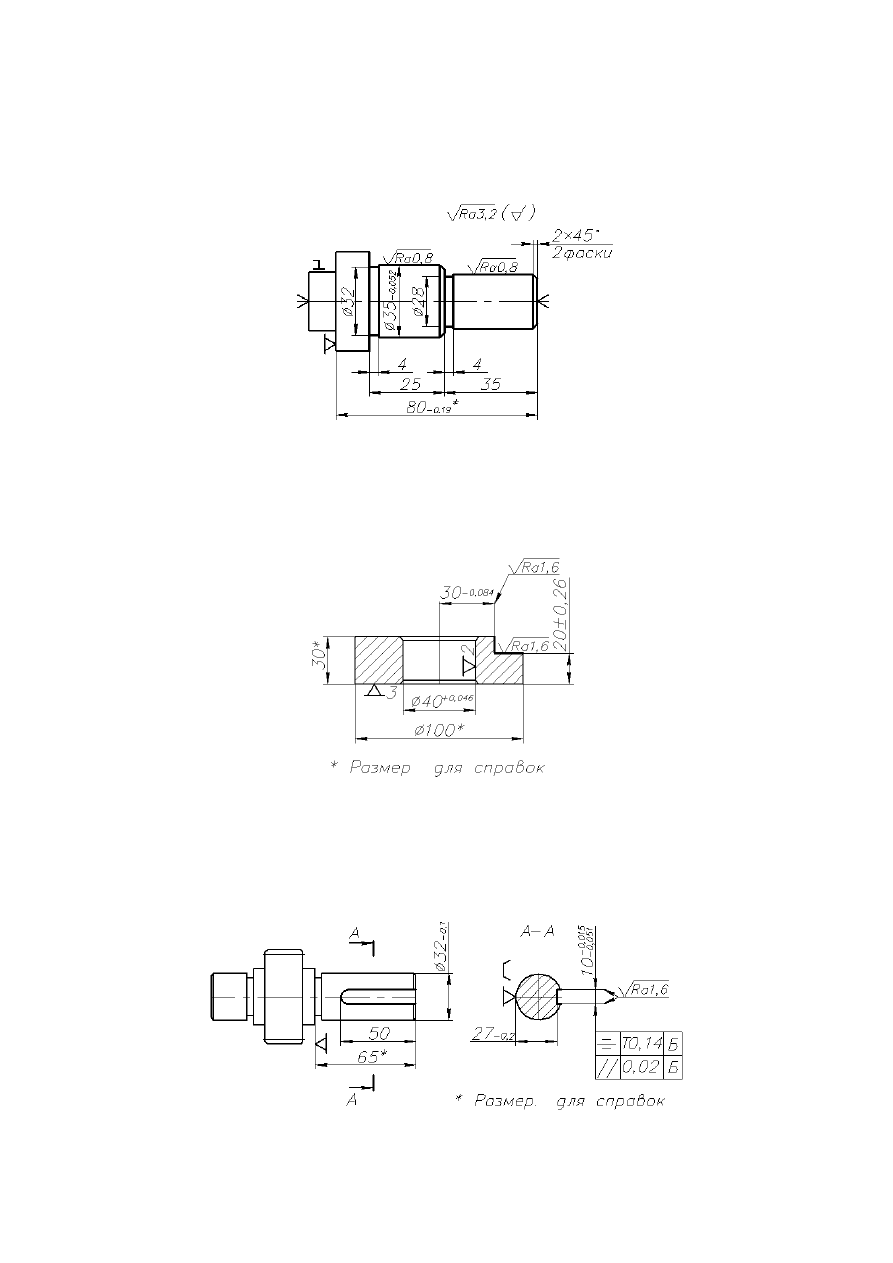
Задача 2.3
Вычислить погрешность установки при выполнении размеров: 4,
25, 35 мм. Станок: 1Н713. Неуказанные предельные отклонения h14 и Н14
(рис. 2.4).
Рис. 2.4
Задача 2.4
Выбрать размер установочного пальца и вычислить погрешность
установки. Станок: 6Р80 (рис. 2.5).
Рис. 2.5
Задача 2.5
Вычислить погрешность базирования при выполнении размеров:
27
-0,2
;
0,015
0,051
10
и т. т. Неуказанные предельные отклонения h14, H14 (рис. 2.6).
Рис. 2.6