ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 23.10.2023
Просмотров: 102
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
специальные нормативные акты, регламентирующие качество полиэтиленовыхых труб – это ГОСТ Р 51613-2000 [4] и ТУ 2248-056-72311668-2007 [5].
Недостатки напорных полиэтиленовых труб:
Несмотря на то, что напорные трубы обладают множеством положительных свойств, есть и недостатки, которые нельзя игнорировать:
Сварка полимерных материалов — один из методов создания неразъемного
соединения элементов конструкции. В результате сварки между соединяемыми поверхностями исчезает граница раздела, превращаясь в размытый переходный слой [7].
Стыковая сварка труб малого диаметра (16-50) мм и с толщиной стенки менее 4 мм становится неэффективной из-за больших деформаций сдвига, возможного смещения торцевых поверхностей друг относительно друга и значительного перекрытия внутреннего сечения труб гратом. В этих случаях рекомендуется применять сварку враструб [7].
При сварка труб враструб в качестве соединительных элементов стыкуемых труб используют литые детали (муфты, тройники, переходы, угольники и др.) (рисунок 1).
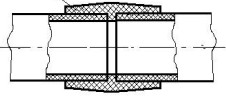
Рисунок 1 – Сварка труб с соединительной муфтой
При сварке враструб используют инструмент, состоящий из гильзы и дорна (рисунок 2). Гильза служит для оплавления наружной поверхности конца трубы, а дорн предназначен для оплавления внутренней поверхности раструба.
Технологический процесс сварки нагретым инструментом враструб включает в себя следующие операции:
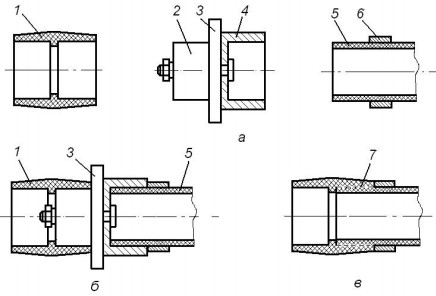
Рисунок 2 – Схема сварки враструб: а – нагреватель и стыкуемые детали; б – нагрев свариваемых поверхностей; в – сварное соединение трубы с муфтой; 1 – соединенительный элемент; 2 – дорн; 3 – нагреватель; 4 гильза;
5 – труба; 6 – ограничительный хомут; 7 – сварной шов
Для фиксации глубины вдвигания трубы в раструб используют ограничительные хомуты, боковые плоскости которых должны быть соответствующим образом обработаны, чтобы обеспечивалось уплотнение и формование выдавленного наружу грата.
Основными технологическими параметрами сварки враструб являются:
Давление возникает за счет разности наружного диаметра оплавленного конца трубы и внутреннего диаметра оплавленного раструба, т.е. натяга. Натяг создается тем, что дорн имеет наружный диаметр на 0,3-0,6 мм меньше внутреннего диаметра гильзы.
Температура нагретого инструмента назначается исходя из свойств свариваемого материала. При пониженных температурах (и, соответственно,
длительном нагреве) возможны перегрев и потеря устойчивости трубы при соединении её с раструбом, что особенно характерно для тонкостенных труб.
При оплавлении сначала вводят нагреватель дорном в раструб, а затем через 10-15 с прямой конец трубы вводят в гильзу.
Время оплавления (выдержку на нагретом инструменте) выбирают из условия равномерного проплавления всей площади сварки на глубину 1-1,5 мм.
При большей глубине оплавления возможны потеря устойчивости концов трубы и раструба и их деформация при вдвигании трубы в раструб (осадке). При правильном выборе времени оплавления у кромок торца раструба и на трубе по всему периметру образуется грат высотой 1-2 мм.
Промежуток времени между оплавлением и осадкой, необходимый для удаления инструмента, должен быть как можно короче [7].
Независимо от используемого инструмента, резку необходимо производить как можно более перпендикулярно оси трубы (таблица 2, рисунок 3). В противном случае между торцом трубы и внутренним упором фитинга могут остаться промежутки. На готовом трубопроводе
эти промежутки представляют собой участки с меньшей толщиной стенки и большим внутренним диаметром, чем исходная труба. Расчетное давление эксплуатации этих участков ниже, чем у всего остального трубы, это
«слабые звенья» трубы.
Таблица 2 - Допуск перпендикулярности торцов труб (согласно, СП 40-102-2000)

Рисунок 3 - Косой рез трубы
Разработано приспособление, которое позволяет производить одновременную резку 5 труб. Чертеж приспособления на ФЮРА.000003.017 СБ. Приспособление позволяет регулировать длину отрезаемых труб, в качестве ограничителя служит уголок, который по направляющим рейкам перемещается вдоль стола. Лезвие ножа приводится в действие
пневматическим поршнем.
Согласно ОСН АПК 2.10.06.001-04, необходимо механически очистить свариваемую поверхность полиэтиленовой трубы с помощью скребка, затем протереть ее техническим спиртом. Согласно СП 401022000 необходимо тщательно обезжирить «путем протирки специально рекомендованными для этих целей составами».
Однако, площадь сварки и перемешивание слоев материала при сварке враструб настолько велики, что небольшие загрязнения свариваемых поверхностей в виде пыли и окисленного слоя полэтилена не ослабляют сварное соединение ниже прочности трубы.
Для сварки узлов из труб полиэтилена для водоснабжения было разработано
Недостатки напорных полиэтиленовых труб:
Несмотря на то, что напорные трубы обладают множеством положительных свойств, есть и недостатки, которые нельзя игнорировать:
-
полиэтилен не эксплуатируется при высоких температурах – допустимое максимальное температурное воздействие +650 С, и то при условии, что оно кратковременное; -
для нормальной эксплуатации трубы температура окружающей среды не должна опускаться ниже –150 С, иначе требуется применение утеплителя; -
зависимость некоторых положительных характеристик от температуры воздуха (например, при снижении температуры окружающего воздуха пластичность труб из полиэтилен также снижается); -
полиэтилен имеет повышенную требовательность к температурному режиму -
если на трубах имеются надрезы, царапины и другие повреждения, стойкость трубы к ударным нагрузкам существенно теряется, поэтому если необходимо соединить пластик с металлом, применение резьбы запрещено; -
высокая стоимость работ по прокладыванию трубопроводов, состоящих не только , но и из металлических, когда невозможно обойтись без соединения этих материалов; -
проблемы с утилизацией полиэтиленовых труб – при сжигании в атмосферу выделяется хлор, что делает переработку отработанных труб проблематичной [6].
-
Описание способа сварки (раструбная сварка)
Сварка полимерных материалов — один из методов создания неразъемного
соединения элементов конструкции. В результате сварки между соединяемыми поверхностями исчезает граница раздела, превращаясь в размытый переходный слой [7].
Стыковая сварка труб малого диаметра (16-50) мм и с толщиной стенки менее 4 мм становится неэффективной из-за больших деформаций сдвига, возможного смещения торцевых поверхностей друг относительно друга и значительного перекрытия внутреннего сечения труб гратом. В этих случаях рекомендуется применять сварку враструб [7].
При сварка труб враструб в качестве соединительных элементов стыкуемых труб используют литые детали (муфты, тройники, переходы, угольники и др.) (рисунок 1).
Рисунок 1 – Сварка труб с соединительной муфтой
При сварке враструб используют инструмент, состоящий из гильзы и дорна (рисунок 2). Гильза служит для оплавления наружной поверхности конца трубы, а дорн предназначен для оплавления внутренней поверхности раструба.
Технологический процесс сварки нагретым инструментом враструб включает в себя следующие операции:
-
очистку и обезжиривание труб; -
установку и центровку труб в зажимах сварочного устройства; -
ввод нагревательного инструмента и его удаление после нагрева; -
стыковку соединяемых элементов; -
охлаждение сварного соединения.
Рисунок 2 – Схема сварки враструб: а – нагреватель и стыкуемые детали; б – нагрев свариваемых поверхностей; в – сварное соединение трубы с муфтой; 1 – соединенительный элемент; 2 – дорн; 3 – нагреватель; 4 гильза;
5 – труба; 6 – ограничительный хомут; 7 – сварной шов
Для фиксации глубины вдвигания трубы в раструб используют ограничительные хомуты, боковые плоскости которых должны быть соответствующим образом обработаны, чтобы обеспечивалось уплотнение и формование выдавленного наружу грата.
Основными технологическими параметрами сварки враструб являются:
-
температура нагретого инструмента; -
скорость надвигания трубы на инструмент; -
время оплавления соединяемых деталей; -
давление на сварной шов.
Давление возникает за счет разности наружного диаметра оплавленного конца трубы и внутреннего диаметра оплавленного раструба, т.е. натяга. Натяг создается тем, что дорн имеет наружный диаметр на 0,3-0,6 мм меньше внутреннего диаметра гильзы.
Температура нагретого инструмента назначается исходя из свойств свариваемого материала. При пониженных температурах (и, соответственно,
длительном нагреве) возможны перегрев и потеря устойчивости трубы при соединении её с раструбом, что особенно характерно для тонкостенных труб.
При оплавлении сначала вводят нагреватель дорном в раструб, а затем через 10-15 с прямой конец трубы вводят в гильзу.
Время оплавления (выдержку на нагретом инструменте) выбирают из условия равномерного проплавления всей площади сварки на глубину 1-1,5 мм.
При большей глубине оплавления возможны потеря устойчивости концов трубы и раструба и их деформация при вдвигании трубы в раструб (осадке). При правильном выборе времени оплавления у кромок торца раструба и на трубе по всему периметру образуется грат высотой 1-2 мм.
Промежуток времени между оплавлением и осадкой, необходимый для удаления инструмента, должен быть как можно короче [7].
-
Технология изготовления узлов трубы-
Заготовительные операции
-
Независимо от используемого инструмента, резку необходимо производить как можно более перпендикулярно оси трубы (таблица 2, рисунок 3). В противном случае между торцом трубы и внутренним упором фитинга могут остаться промежутки. На готовом трубопроводе
эти промежутки представляют собой участки с меньшей толщиной стенки и большим внутренним диаметром, чем исходная труба. Расчетное давление эксплуатации этих участков ниже, чем у всего остального трубы, это
«слабые звенья» трубы.
Таблица 2 - Допуск перпендикулярности торцов труб (согласно, СП 40-102-2000)
| Наружный диаметр, мм | 20 |
| а, мм | 2 |
Рисунок 3 - Косой рез трубы
Разработано приспособление, которое позволяет производить одновременную резку 5 труб. Чертеж приспособления на ФЮРА.000003.017 СБ. Приспособление позволяет регулировать длину отрезаемых труб, в качестве ограничителя служит уголок, который по направляющим рейкам перемещается вдоль стола. Лезвие ножа приводится в действие
пневматическим поршнем.
-
Очистка свариваемых поверхностей
Согласно ОСН АПК 2.10.06.001-04, необходимо механически очистить свариваемую поверхность полиэтиленовой трубы с помощью скребка, затем протереть ее техническим спиртом. Согласно СП 401022000 необходимо тщательно обезжирить «путем протирки специально рекомендованными для этих целей составами».
Однако, площадь сварки и перемешивание слоев материала при сварке враструб настолько велики, что небольшие загрязнения свариваемых поверхностей в виде пыли и окисленного слоя полэтилена не ослабляют сварное соединение ниже прочности трубы.
-
Сварка труб
Для сварки узлов из труб полиэтилена для водоснабжения было разработано