ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 23.10.2023
Просмотров: 106
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
-
Выбор сварочного аппарата
В отличие от стыковой сварки, где, нагрев свариваемых поверхностей производится невысокой температурой в течение длительного времени во избежание внутренних напряжений в материале, при сварке враструб температура нагретого инструмента завышена, и нагрев происходит быстро. Выбор температуры сварки Полиэтиленовых труб основан на нескольких ограничениях: Оплавление свариваемых поверхностей (наружной поверхности трубы и внутренней поверхности фитинга) должно осуществляться быстро, чтобы труба и фитинг не успели прогреться насквозь. Иначе они потеряют форму, совместить их будет невозможно. Поэтому температура нагретого инструмента должна быть высокой. Излишний перегрев нагретого инструмента ведет к существенной термической деградации материала трубы и фитинга.
Политетрафторэтилен (тефлон), которым покрыты рабочие поверхности нагретого инструмента, длительно работоспособен при температурах до 260°С, при более высоких температурах он постепенно деградирует. С учетом всех ограничений для сварки Полиэтиленовых труб оптимальной принята температура рабочих поверхностей сварочных насадок 260°С с
допустимыми отклонениями ±10°С. Режим быстрого нагрева приводит к последующему созданию некоторого вредного внутреннего напряжения материала в зоне соединения. Однако это компенсируется почти двойной толщиной стенки полученного трубы в зоне соединения и большой площадью сварки (гораздо больше площади торца трубы при сварке встык). Большинство аппаратов для сварки враструб оборудованы ручкой настройки температуры. Терморегулятор, которым управляет эта ручка, откалиброван
таким образом, чтобы температура, на которую указывает ручка настройки, соответствовала температуре на рабочих поверхностях сварочных насадок.
Оптимальная температура сварки враструб для труб из полиэтилена 260ºС. Для создания такой температуры на рабочих поверхностях сварочные насадки устанавливают на нагреватель и фиксируют болтом через отверстие в нагревателе (рисунок 10). Также существуют нагреватели и насадки с другой геометрией крепежных поверхностей (рисунок 11).

Рисунок 10 - Нагреватель с насадкой

Рисунок 11 - Нагреватель в разрезе
К требованиям ОСН АПК 2.10.06.001-04 следует добавить, что механический аппарат позволяет установить нагреватель со сварочной насадкой в специальную направляющую, обеспечив соосность сварочной насадки с трубой и фитингом, и чтобы потом нагреватель можно было быстро убрать (рисунок 12).

Рисунок 12 - Механический сварочный аппарат

Рисунок 13 - Мощный ручной аппарат
Диаметр трубы 20 мм, поэтому выбираем ручной аппарат для сварки пластиковых труб WESTER DWM 1000 [12]. Его конструкция может быть легко встроена в приспособление для сварки.

Рисунок 14 - Аппарат для сварки пластиковых труб WESTER DWM 1000
Таблица 4 - Технические характеристики аппарата для сварки
пластиковых труб WESTER DWM 1000 [12]
| Мощность | 800 Вт |
| Напряжение сети | 230 В |
| Частота | 50 Гц |
| Вес нетто | 3,18 кг |
| Двухступенчатый нагреватель | есть |
| Регулировка температуры; | есть |
| Отверстия для насадок; | 3 |
| Сменных насадок; | 6 |
Аппарат Wester DWM 1000 предназначен для сварки между собой пластиковых труб при организации систем холодного и горячего водоснабжения. Аппарат работает от электросети. В комплект поставки входят шесть сменных насадок, благодаря чему аппарат применяем для сварки труб диаметром 20 мм.
Аппарат оснащен встроенным двухступенчатым нагревательным элементом и терморегулятором, который поддерживает постоянную температуру. Благодаря специальной пластине с охлаждающими ребрами и охлаждающей сетке обеспечивается защита от перегрева.
Преимуществом аппарата для сварки Wester DWM 1000 является возможность плавной регулировки температуры нагрева. Эта функция позволяет более точно и аккуратно работать с различными материалами. Для контроля показателей предусмотрен встроенный ЖК экран.
-
Приспособление для сварки элементов трубы
Приспособление для сварки элементов трубы (чертеж ФЮРА.000002.017 СБ) комплектуется из корпуса приспособления, панели управления, зажимных сухарей, пневматических прижимных механизмов и
сварочного аппарата.
Принцип работы заключается в зажиме элементов трубы (трубы, муфты, уголка, тройника) в сухарях, пневматическим прижимом. Приспособление оснащено продольным пневматическим механизмом перемещения, при помощи него производиться подача муфты и трубы в нагреватель, выдержка, разведение и дальнейшее соединение элементов. Сварка осуществляется на режимах подобранных в п.4.3.1.
-
Последовательность сварки узла трубы
Составлена определенная последовательность сварки узлов трубы, которая позволяет увеличить производительность процесса.
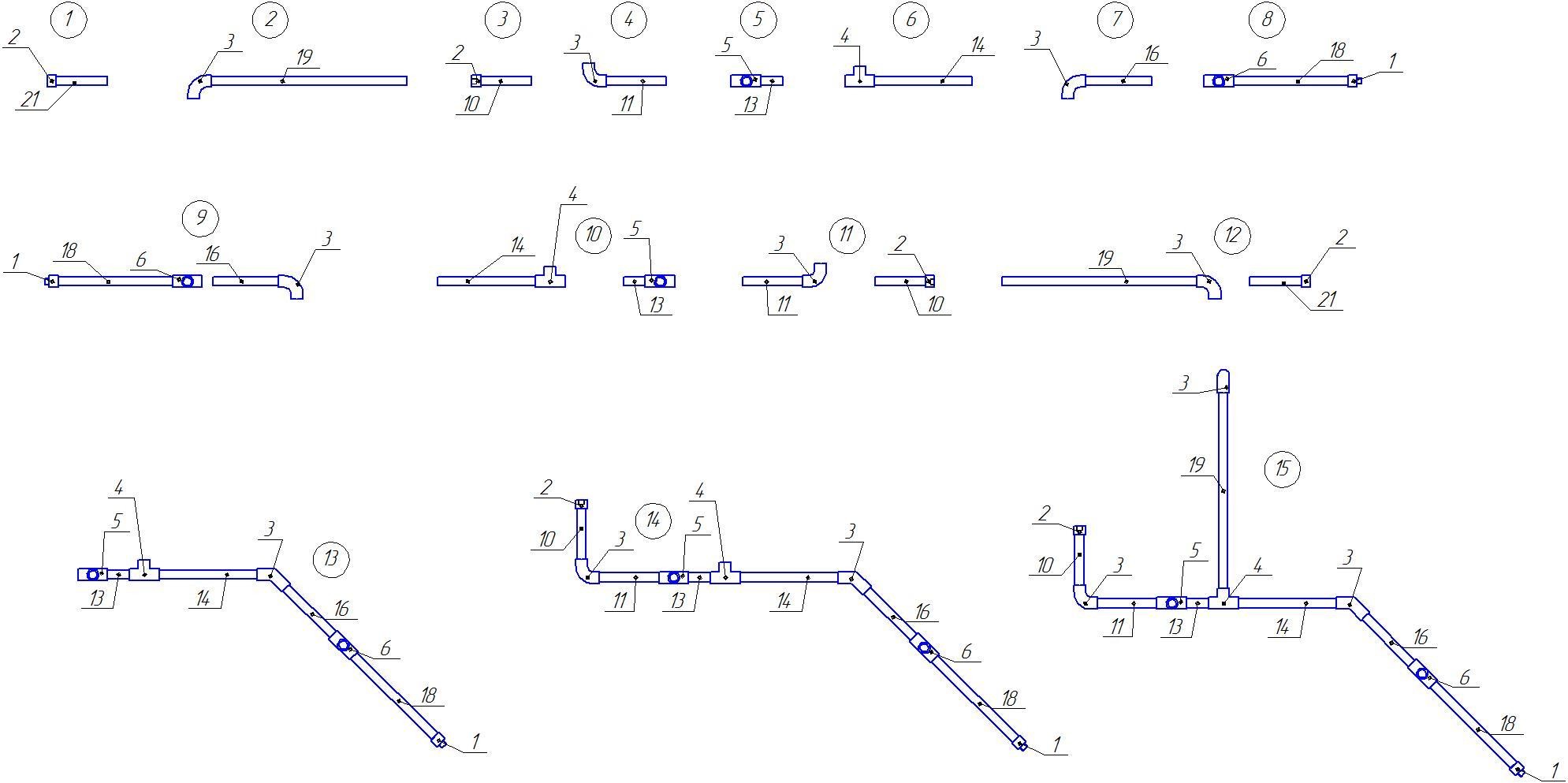
Рисунок 15 – Последовательность сварных соединений элементов
трубы
С первого по восьмой рисунок показан процесс соединения фитинга с трубой, которое создают определённые узлы. Затем с девятого по пятнадцатый рисунок показана последовательность сварки этих в единую конструкцию водопровода.
-
Технический контроль качества и исправления брака
Входной контроль труб, фитингов и сварочных насадок СП 40-102- 2000, кроме проверки упаковки, маркировки труб и фитингов, внешнего осмотра, предписывает «измерение и сопоставление наружных и внутренних диаметров и толщины стенок труб с требуемыми». Результаты измерений должны соответствовать величинам, указанным в технической документации на трубы и соединительные детали.
Эталонный нормативный документ, описывающий геометрию нагретого инструмента (сварочных насадок) для раструбной сварки – ОСН АПК 2.10.06.001-04. Главная идея – в том, что и дорн, и гильза нагретого инструмента
в своей средней части имеют диаметр, соответствующий номинальному диаметру свариваемого трубы (рисунок 16). Обе рабочие поверхности насадок – конические, конусность – около 0,5º.
Пластиковая труба должна быть введена в гильзу нагретого инструмента только через силу и только при оплавлении наружной поверхности трубы (рисунок 17). Дорн нагретого инструмента должен быть введен в фитинг, только через силу и только при оплавлении внутренней поверхности фитинга.
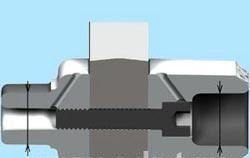
Рисунок 16 - Геометрия сварочной насадки
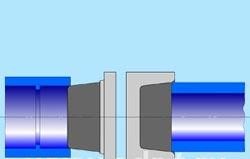
Рисунок 17 - Геометрия трубы и фитинга
Поэтому самая актуальная и самая простая часть входного контроля полиэтиленовых труб и фитингов – проверка, что холодную трубу невозможно ввести в холодный фитинг. Кроме того, необходимо убедиться, что ни холодный фитинг, ни холодная труба не могут быть совмещены с холодной насадкой. Если это не так, соединение вашей трубы с вашими фитингами по технологии раструбной (муфтовой) сварки невозможно.
Сварочные насадки крайне редко имеют неправильную геометрию. Все они обрабатываются на станках с ЧПУ согласно требованиям, ОСН АПК 2.10.06.001-04.
Признак не качественной насадки – когда рабочая поверхность не гладкая, а в рельефных кольцах. Низкокачественная токарная обработка приведет к быстрому износу тефлона на выпуклых ребрах.
Все насадки имеют в боковой части сквозной воздушный канал.
-
Возможные дефекты сварного соединения
При совмещении пластиковой трубы с фитингом труба не введена в