ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 23.10.2023
Просмотров: 101
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
рабочее место сварщика (чертеж ФЮРА.000001.017), на котором осуществляется последовательная сборки и сварка элементов узла трубы.
Рабочее место включает в себя:
Приспособление для сварки труб представляет собой пневматическое устройство, которое позволяет фиксировать элементы.
Нагрев свариваемых поверхностей полиэтиленовой трубы производится металлическим инструментом – сварочными насадками, покрытыми тефлоном и нагретыми до температуры 260°С. Свариваемые поверхности – наружная поверхность полиэтиленовой трубы и внутренняя поверхность полиэтиленового фитинга. Соответственно, нагретый инструмент (сварочная насадка) состоит из двух
половин: половина, на которую надевается фитинг, называется «дорн», половина, в которую вставляется конец трубы, называется «гильза».
Полиэтиленовый фитинг совмещается с дорном нагретого инструмента до упора, одновременно труба совмещается с гильзой нагретого инструмента до упора. Эта операция выполняется настолько быстро, насколько возможно. Наружный диаметр трубы, предназначенной для сварки враструб, несколько выше номинального диаметра, а внутренний диаметр фитинга – несколько меньше номинального диаметра трубы. Например, труба номинальным диаметром 20 мм на самом деле имеет наружный диаметр 20,3-20,5 мм, а фитинг соответствующего размера имеет внутренний диаметр 19,5-19,7 мм. При этом рабочие поверхности сварочных насадок – конические (конусность около 0,5º), а их диаметры в их
средней части соответствуют номинальному диаметру. Таким образом, труба и фитинг без нагрева не могут быть совмещены ни со сварочными насадками, ни друг с другом. По мере совмещения полиэтиленовой трубы с горячей сварочной насадкой (гильзой нагретого инструмента) наружный слой трубы оплавляется и выдавливается наружу в форме валика (грата), а внутренние слои трубы прогреваются достаточно, чтобы упруго сжаться и позволить трубе войти в сварочную насадку (рисунок 4). Похожие процессы происходят при совмещении полиэтиленового фитинга с дорном нагретого инструмента – на внутренней поверхности выдавливается грат, а стенка фитинга упруго растягивается (рисунок 5).

Рисунок 4 - Начало нагрева трубы
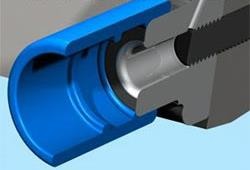
Рисунок 5 - Начало нагрева фитинга
При дальнейшем продвижении сварочной насадки (дорна нагретого инструмента) наружный срез фитинга упирается в округлое основание сварочной насадки (рисунок 6). Наружный срез фитинга при этом оплавляется, и там также выдавливается грат, но незначительной высоты. Верхушка сварочной насадки при этом не доходит до внутреннего упора фитинга, но грат, который она гонит перед собой, «наползает» на внутренний упор фитинга. При продвижении полиэтииленовой трубы внутрь сварочной насадки (гильзы нагретого инструмента) торец трубы в итоге упирается в округлое основание сварочной насадки (рисунок 7). Наружное ребро торца трубы при этом оплавляется и скругляется, и грат небольшой высоты выдавливается внутрь.
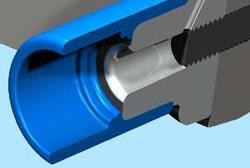
Рисунок 6 - Нагрев
фитинга
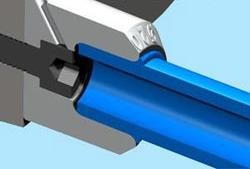
Рисунок 7 - Нагрев трубы
Момент упора – как фитинга, так и трубы – в основание сварочной насадки чувствуется рукой, причем не только при ручной работе паяльником для труб, но и при сварке на механическом сварочном аппарате. Очень важно: после достижения упора не нужно больше давить!
При использовании ручного паяльника – необходимо просто удерживать трубу и фитинг для нагрева свариваемых поверхностей. На механическом аппарате для сварки враструб – необходимо зафиксировать положение трубы и фитинга с помощью фиксатора, которым оборудован каждый механический аппарат.
Время нагрева зависит от диаметра полиэтиленовой трубы и определяет глубину прогрева свариваемых поверхностей. Для полиэтиленовых труб и фитингов Ø20 мм эта глубина – около 0,4 мм. По окончании нагрева необходимо одновременно и быстро снять фитинг со сварочной насадки и вынуть трубу из сварочной насадки, затем совместить трубу с фитингом – опять же до упора. При этом труба упруго сжимается, а фитинг упруго растягивается. В результате нагретые свариваемые поверхности давят друг на друга, вытесняя воздух и обеспечивая перемешивание расплавленного материала в процессе совмещения трубы с фитингом. Понятно, что оплавленные поверхности на воздухе быстро остывают, причем скорость их остывания зависит от глубины прогрева (т.е. от продолжительности нагрева). Таким образом, максимально допустимое время этой «перестановки» также зависит от диаметра свариваемого трубы. После совмещения получается цельная полиэтиленовая деталь на рисунок 8. А после вваривания в фитинг второй трубы – деталь
как на рисунок 9.

Рисунок 8 - Труба с фитингом
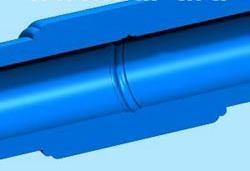
Рисунок 9 - Две трубы, соединенные фитингом Непосредственно после совмещения трубы с фитингом прогретые слои
некоторое время сохраняют пластичность. Чтобы не деформировать соединение, детали необходимо зафиксировать друг относительно друга на время, которое называют фазой «фиксации».
При ручной раструбной (муфтовой) сварке это время используют для быстрого осмотра и выравнивания возможных перекосов соединения. По окончании фазы фиксации все слои сварного соединения теряют пластичность, теперь готовую деталь можно положить на стол. Но полную свою прочность деталь приобретает только после того, как все слои сварного соединения остынут до температуры 40ºС. Расчетное время остывания для соединений разного диаметра также указано в таблице 3.
Таким образом, время сварки полиэтиленовых труб можно определить, как сумму времени нагрева, перестановки, фиксации и полного остывания.
Таблица 3 - Технологические интервалы для раструбной сварки полиэтиленовых труб и фитингов (согласно ОСН АПК 2.10.06.001-04) [8]
Рабочее место включает в себя:
-
сварочный стол; -
нагреватель с пневмоцилиндром; -
вентилятор, -
воздуховод; -
осветительная панель; -
приспособление для сварки труб ФЮРА.000002.017 СБ; -
пульт управления приспособлением;
Приспособление для сварки труб представляет собой пневматическое устройство, которое позволяет фиксировать элементы.
-
Побор режимов сварки
Нагрев свариваемых поверхностей полиэтиленовой трубы производится металлическим инструментом – сварочными насадками, покрытыми тефлоном и нагретыми до температуры 260°С. Свариваемые поверхности – наружная поверхность полиэтиленовой трубы и внутренняя поверхность полиэтиленового фитинга. Соответственно, нагретый инструмент (сварочная насадка) состоит из двух
половин: половина, на которую надевается фитинг, называется «дорн», половина, в которую вставляется конец трубы, называется «гильза».
Полиэтиленовый фитинг совмещается с дорном нагретого инструмента до упора, одновременно труба совмещается с гильзой нагретого инструмента до упора. Эта операция выполняется настолько быстро, насколько возможно. Наружный диаметр трубы, предназначенной для сварки враструб, несколько выше номинального диаметра, а внутренний диаметр фитинга – несколько меньше номинального диаметра трубы. Например, труба номинальным диаметром 20 мм на самом деле имеет наружный диаметр 20,3-20,5 мм, а фитинг соответствующего размера имеет внутренний диаметр 19,5-19,7 мм. При этом рабочие поверхности сварочных насадок – конические (конусность около 0,5º), а их диаметры в их
средней части соответствуют номинальному диаметру. Таким образом, труба и фитинг без нагрева не могут быть совмещены ни со сварочными насадками, ни друг с другом. По мере совмещения полиэтиленовой трубы с горячей сварочной насадкой (гильзой нагретого инструмента) наружный слой трубы оплавляется и выдавливается наружу в форме валика (грата), а внутренние слои трубы прогреваются достаточно, чтобы упруго сжаться и позволить трубе войти в сварочную насадку (рисунок 4). Похожие процессы происходят при совмещении полиэтиленового фитинга с дорном нагретого инструмента – на внутренней поверхности выдавливается грат, а стенка фитинга упруго растягивается (рисунок 5).
Рисунок 4 - Начало нагрева трубы
Рисунок 5 - Начало нагрева фитинга
При дальнейшем продвижении сварочной насадки (дорна нагретого инструмента) наружный срез фитинга упирается в округлое основание сварочной насадки (рисунок 6). Наружный срез фитинга при этом оплавляется, и там также выдавливается грат, но незначительной высоты. Верхушка сварочной насадки при этом не доходит до внутреннего упора фитинга, но грат, который она гонит перед собой, «наползает» на внутренний упор фитинга. При продвижении полиэтииленовой трубы внутрь сварочной насадки (гильзы нагретого инструмента) торец трубы в итоге упирается в округлое основание сварочной насадки (рисунок 7). Наружное ребро торца трубы при этом оплавляется и скругляется, и грат небольшой высоты выдавливается внутрь.
Рисунок 6 - Нагрев
фитинга
Рисунок 7 - Нагрев трубы
Момент упора – как фитинга, так и трубы – в основание сварочной насадки чувствуется рукой, причем не только при ручной работе паяльником для труб, но и при сварке на механическом сварочном аппарате. Очень важно: после достижения упора не нужно больше давить!
При использовании ручного паяльника – необходимо просто удерживать трубу и фитинг для нагрева свариваемых поверхностей. На механическом аппарате для сварки враструб – необходимо зафиксировать положение трубы и фитинга с помощью фиксатора, которым оборудован каждый механический аппарат.
Время нагрева зависит от диаметра полиэтиленовой трубы и определяет глубину прогрева свариваемых поверхностей. Для полиэтиленовых труб и фитингов Ø20 мм эта глубина – около 0,4 мм. По окончании нагрева необходимо одновременно и быстро снять фитинг со сварочной насадки и вынуть трубу из сварочной насадки, затем совместить трубу с фитингом – опять же до упора. При этом труба упруго сжимается, а фитинг упруго растягивается. В результате нагретые свариваемые поверхности давят друг на друга, вытесняя воздух и обеспечивая перемешивание расплавленного материала в процессе совмещения трубы с фитингом. Понятно, что оплавленные поверхности на воздухе быстро остывают, причем скорость их остывания зависит от глубины прогрева (т.е. от продолжительности нагрева). Таким образом, максимально допустимое время этой «перестановки» также зависит от диаметра свариваемого трубы. После совмещения получается цельная полиэтиленовая деталь на рисунок 8. А после вваривания в фитинг второй трубы – деталь
как на рисунок 9.
Рисунок 8 - Труба с фитингом
Рисунок 9 - Две трубы, соединенные фитингом Непосредственно после совмещения трубы с фитингом прогретые слои
некоторое время сохраняют пластичность. Чтобы не деформировать соединение, детали необходимо зафиксировать друг относительно друга на время, которое называют фазой «фиксации».
При ручной раструбной (муфтовой) сварке это время используют для быстрого осмотра и выравнивания возможных перекосов соединения. По окончании фазы фиксации все слои сварного соединения теряют пластичность, теперь готовую деталь можно положить на стол. Но полную свою прочность деталь приобретает только после того, как все слои сварного соединения остынут до температуры 40ºС. Расчетное время остывания для соединений разного диаметра также указано в таблице 3.
Таким образом, время сварки полиэтиленовых труб можно определить, как сумму времени нагрева, перестановки, фиксации и полного остывания.
Таблица 3 - Технологические интервалы для раструбной сварки полиэтиленовых труб и фитингов (согласно ОСН АПК 2.10.06.001-04) [8]
| Диаметр трубы, мм | 20 |
| Время нагрева, сек. | 5 |
| Время перестановки, сек. | 4 |
| Время фиксации, сек. | 6 |
| Время полного остывания, мин. | 2 |
| Компенсационное давление, бар | 1,5 |
| Давление при нагреве, бар | 0,5 |