ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 26.10.2023
Просмотров: 244
Скачиваний: 3
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Механическая - проводится с целью разрушения природнои структуры глин, удаления и измельчения крупных включений, удаления примесей, измельчения глин и добавок, перемешивание всех компонентов.
Используются специализированные машины глинорыхлители; дезинтеграторы, мельницы, мешалки и т.д.
Качественная подготовка сырья - ключевой аспект обеспечения надлежащего качества керамики.
-
Формование
В зависимости от вида продукции, вида и свойств сырья массу формуют по одному из 5-ти способов.
-
Пластический способ -
Жесткий способ -
Полусухой способ -
Сухой способ -
Шликерный (литьевой) способ
-
Пластический способ
Влажность теста 18...28%.
Наиболее простой, наименее металлоемкий и наиболее распространенный способ.
Применяется в случаях использования среднепластичных и умеренно-пластичных, рыхлых и влажных глин с умеренным содержанием посторонних включений.
Формование осуществляется на ленточных прессах (шнековых) с вакуумированием или подогревом и без них.
Р=1,6...7 МПа.
Производительность до 10 000 штук/час.
При пластическом способе формования глину дробят, затем направляют в глиносмеситель, где она перемешивается с отощающими добавками до получения однородной пластичной массы влажностью 20…25%. Формование керамических изделий при пластическом способе осуществляют преимущественно на ленточных прессах.
-
Жесткий способ
Представляет собой разновидность пластического способа формования.
Влажность массы 13...18%.
Формование осуществляется на мощных вакуумных и гидравлических прессах.
Р=10...20 МПа.
Могут быть использованы менее пластичные глины. Требуются меньшие энергетические затраты на сушку. Сырец имеет повышенную прочность.
Этими способами выпускаются сплошные и пустотелые кирпичи, камни, блоки, панели, черепица.
-
Полусухой способ
При полусухом способе глиняную массу формуют на гидравлических или механических прессах под давлением до 15 МПа и более.
Менее распространен. Влажность шихты 8...12%,
Р=15...40 МПа.
Недостаток - металлоемкость в 3 раза выше пластического.
Длительность производственного цикла сокращается в 2 раза.
Изделия имеют более правильную форму и точные размеры.
До 30% сокращается расход топлива.
Можно использовать малопластичные тощие глины с большим количеством добавок.
Пресс - порошок должен иметь около 50% частиц менее 1 мм и 50% размером 1-3 мм. Прессование осуществляется в пресс-формах на гидравлических или механических прессах.
-
Сухой способ
Представляет собой способа разновидность полусухого
Влажность пресс-порошка 2...6%.
Устраняется операция сушки.
Применение - изготовление плотных керамических изделий - плитки для полов; дорожный кирпич; материалы из фаянса и фарфора.
При сухом способе производства глину вначале дробят и подсушивают, затем измельчают и с влажностью 2… 6% подают на формование.
-
Шликерный (литьевой) способ
Используется многокомпонентная масса, состоящая из неоднородных и трудноспекающихся глин и добавок, для изготовления изделий сложной формы.
Влажность - до 40%.
Применение способа - изготовление санитарно-технических изделий, облицовочных плиток.
По шликерному способу исходные материалы измельчают и смешивают с большим количеством воды (до 40%) до получения однородной массы — шликера. В зависимости от способа формования шликер используют как непосредственно для изделий, получаемых способом литья, так и после его сушки в распылительных сушилках
-
Процессы, происходящие при сушке и обжиге глин
Сушка изделий (температура=100...150°С) служит для удаления свободной воды.
Процесс обратим. Изделия необходимо высушить до влажности 5...6 % во избежание неравномерной усадки, искривлений, растрескиваний при обжиге.
Продолжительность сушки - до 72 часов. Воздушная усадка составляет 6...10%.
После сушки выполняется операция обжига.
При температуре 500...800°С происходит потеря химически связанной воды, выгорание органических примесей. Процесс необратим. Дегидратация глинистых минералов осуществляется по общей схеме:
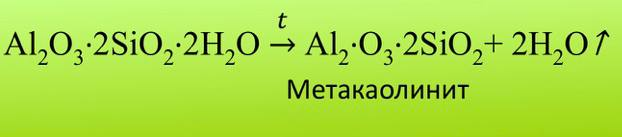
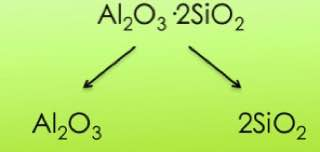
При температуре 800…900°С происходит
распад метакаолина на оксиды, находящиеся в химически активном состоянии:
При температуре 1000...1100°С происходит образование керамического черепка. Происходит частичное плавление твердой фазы, расплав обволакивает не расплавившиеся частицы, стягивает их, проводя к уплотнению массы и огневой усадке, которая составляет 6...10%. Образуются различные соединения, в т.ч. основной минерал керамики, придающий ей водостойкость и высокие физико-механические характеристики - муллит -3Al2O3·2SiO2, суллиманит-Al2O3·SiO2В основном керамические изделия обжигают при данной температуре.
При повышении температуры обжига до 1200°С происходит усиление спекания, образование плотного керамического черепка. При такой температуре получают изделия с плотным черепком - клинкерный кирпич, плитки для полов, керамогранит и др.
При температуре 1350°С происходит плавление сырья, до этой температуры обжиг не доводят.
- 1 ... 6 7 8 9 10 11 12 13 ... 17
Стеновые керамические материалы. Показатели качества, технические требования.
Керамическими называют искусственные каменные материалы, получаемые из минерального сырья путем его формования и обжига при высоких температурах. Под строительной керамикой называют изделия из глинистого сырья, доведенного до спекания.
Основным видом строительной керамики являются стеновые изделия — кирпич и камень, которые применяются для кладки и облицовки несущих и самонесущих стен зданий и других элементов зданий и сооружений.
Основные показатели качества стеновых керамических изделий
-
Марка по прочности: для кирпича — М100, М125, М150, М175, М200, М250, М300, для камня — М25, М35, М50, М75, М100, М125, М150, М175, М200, М250, М300, для кирпича и камня с горизонтальными пустотами — М25, М35, М50, М75, М100, для клинкерного кирпича — М300, М400, М500, М600, М800, М1000; -
Марка по морозостойкости: F25, F35, F50, F75, F100, F200, F300. Марка по морозостойкости лицевых изделий должна быть не ниже F50, клинкерного кирпича — не ниже F75. -
Класс средней плотности, устанавливаемый в зависимости от средней плотности изделия: 0,7; 0,8; 1,0; 1,2; 1,4; 2,0; 2,4; -
Группа по теплотехническим характеристикам, назначаемая с учетом класса средней плотности изделий; коэффициент теплопроводности; -
Соответствие предельным отклонениям от номинальных размеров и формы и допускам по показателям внешнего вида; -
Отсутствие высолов на лицевых и клинкерных изделиях, соответствие допускам по наличию единичных вспучивающихся включений, в т.ч. карбонатных; -
Водопоглощение для клинкерного кирпича должно быть не более 6,0%, а для остальных изделий — не менее 6,0%. Скорость начального водопоглощения опорной поверхностью (постелью) изделия должна быть не менее 0,10 кг/(м2 ∙мин) и не более 3,00 кг/(м2 ∙мин) — у лицевых изделий, без ограничения максимального значения — у рядовых изделий. -
Удельная эффективная активность естественных радионуклидов в изделиях должна быть не более 370 Бк/кг.
Нормативные требования, предъявляемые к кирпичу нормального формата
-
Кирпич нормального формата (одинарный) — изделие в форме прямоугольного параллелепипеда номинальными размерами 250×120×65 мм -
Объём одинарного кирпича равен 1950 см3, что и составляет 1 нормальный формат (1 НФ). -
Длину, ширину и толщину изделий измеряют металлической линейкой или штангенциркулем с погрешностью ± 1 мм по краям (на расстоянии 15 мм от угла) и в середине ребер противоположных граней. За результат измерения принимают среднеарифметическое значение трех измерений. -
Отклонение от перпендикулярности граней определяют с погрешностью ± 1 мм, прикладывая угольник к смежным граням изделия и измеряя металлической линейкой наибольший зазор между угольником и гранью. За результат измерений принимают наибольший из всех полученных результатов. -
Отклонение от плоскостности граней определяют с погрешностью ± 1 мм, прикладывая одну сторону металлического угольника к ребру изделия, а другую — вдоль каждой диагонали грани и измеряя щупом или металлической линейкой наибольший зазор между поверхностью и ребром угольника. -
Глубину отбитости углов и ребер измеряют с погрешностью ± 1 мм при помощи угольника и линейки по перпендикуляру от вершины угла или ребра, образованного угольником, до поврежденной поверхности. -
Ширину раскрытия трещин измеряют при помощи измерительной лупы с погрешностью ± 0,1 мм.
-
Классификация неорганических вяжущих веществ по условиям применения. Разновидности, особенности свойств и области применения.
Неорганические вяжущие вещества – порошкообразные материалы, которые при смешивании с водой образуют пластично-вязкое тесто, способное со временем самопроизвольно затвердевать в результате физико-химических процессов.
По области применения неорганические вяжущие строительные материалы разделяют:
-
Воздушные вяжущие вещества способны затвердевать и длительно сохранять прочность только на воздухе. К ним относятся воздушная строительная известь, гипсовые вяжущие, магнезиальные вяжущие, жидкое стекло.