Файл: На ручную электродуговую сварку корневого слоя шва электродами с основным видом покрытия при сварке станых изолированных труб.doc
Добавлен: 26.10.2023
Просмотров: 46
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
| |
ПРАКТИЧЕСКОЕ ЗАДАНИЕ (РАБОТА) по модулю №9
Разработка операционной ТЕХНОЛОГИЧЕСКОЙ КАРТЫ
НА РУЧНУЮ ЭЛЕКТРОДУГОВУЮ СВАРКУ КОРНЕВОГО СЛОЯ ШВА ЭЛЕКТРОДАМИ С ОСНОВНЫМ ВИДОМ ПОКРЫТИЯ ПРИ СВАРКЕ СТАНЫХ ИЗОЛИРОВАННЫХ ТРУБ
| | | Выполнил: |
| | | |
| | | |
| | | |
| | | |
| | | |
2022 г.
СОДЕРЖАНИЕ:
Введение……………………………………………………………..... 3
1. Основная часть……………………………………………………. 3
2. Требования к качеству работ …………………………………… 9
3. Заключение………………………………………………………… 13
4. Список литературы……………………………………………….. 14
ВВЕДЕНИЕ.
Технологическая карта (далее ТК) - комплексный нормативный документ, по организации производства работ и технологии ручной электродуговой сварки корневого слоя шва электродами стальных труб
В ТК определен также состав производственных операций, требования к контролю качества и приемке работ, производственные и материальные ресурсы, мероприятия по промышленной безопасности и охране труда.
Нормативной базой для разработки технологических карт являются:
- рабочие чертежи;
- инструкция по технологиям сварки (СТО Газпром 2-2.2-136-2007);
- строительные нормы и правила (СНиП, СН, СП);
- заводские инструкции и технические условия (ТУ);
Цель создания ТК - описание решений по организации производства работ и технологии ручной электродуговой сварки корневого слоя шва электродами с основным видом покрытия стальных изолированных труб
- снижение себестоимости работ;
- сокращение продолжительности строительства;
- обеспечение безопасности выполняемых работ;
- унификации технологических решений.
ТК разработана для инженерно-технических работников (производителей работ, мастеров, бригадиров) и рабочих, с целью ознакомления (обучения) их с технологией и правилами производства ручной электродуговой сварки корневого слоя шва электродами с основным видом покрытия стальных изолированных труб
1. ОСНОВНАЯ ЧАСТЬ.
Технологическая карта разработана на следующие объёмы работ:
-
- длина трубопровода
- 307,5 м;
- длина труб
- 11,3 м;
- толщина стенки труб
- 6 мм;
В состав работ, последовательно выполняемых при ручной электродуговой сварки корневого слоя шва электродами с основным видом покрытия стальных изолированных труб
- подготовка стыков труб к сборке и сварке (зачистка кромок труб и прилегающей зоны электрошлифмашинкой, правка вмятин);
- сборка стыка труб с помощью наружного центратора;
- сварка первого (корневого) слоя шва вручную на сборочно-сварочном стенде;
- зачистка корневого слоя шва электрошлифмашинкой;
- подварка корня шва изнутри трубы электродуговой сваркой вручную.
В состав сборочно-сварочного участка трубосварочной базы входят следующие агрегаты и механизмы: кран-трубоукладчик komatsu (длина стрелы
траверса ТРВ 63 для подъема труб Ду 300-500 мм (габаритные размеры 14,6х0,63х0,72 м, масса m=2,2 т, грузоподъемность Q=12,0 т); электрическая шлифовальная машинка PWS 750-125 фирмы Bosch (Р=1,9 кг; N=750 Вт); однопостовый выпрямитель DC-400 (напряжение питания сети 3х380 В, номинальный сварочный ток 1600 А, рабочее напряжение 60 В, потребляемая мощность 120 кВА;

Рис.1. Кран-трубоукладчик Liebherr RL- 442

Рис.2. Ручная односопловая газовая горелка

Рис.3. Электрошлифмашинка

Рис.4. Однопостовый выпрямитель DC-400
Для ручной электродуговой сварки стальных труб

Рис.5. Сварочные электроды
Ручную электродуговую сварку корневого слоя шва электродами с основным видом покрытия стальных труб, выполняют, руководствуясь требованиями следующих нормативных документов:
- СП 48.13330.2019. "Организация строительства. Актуализированная редакция СНиП 12-01-2004";
- СП 36.13330.2012. Магистральные трубопроводы. Актуализированная редакция СНиП 2.05.06-85 *;
- СП 86.13330.2022. Магистральные трубопроводы. Актуализированная редакция СНиП III-42-80 *;
- СТО Газпром 2-2.2-136-2007. Инструкция по технологиям сварки при строительстве и ремонте промысловых и магистральных газопроводов. Часть I;
- СТО Газпром 2-2.4-083-2006. Инструкция по неразрушающим методам контроля качества сварных соединений при строительстве и ремонте промысловых и магистральных газопроводов;
- ГОСТ 24297-2013 Верификация закупленной продукции. Организация проведения и методы контроля;
- ВСН 012-88. Строительство магистральных и промысловых трубопроводов. Контроль качества и приемки работ;
- ГОСТ 9466-75 (СТ СЭВ 6568-89) Электроды покрытые металлические для ручной дуговой сварки сталей и наплавки. Классификация и общие технические условия (с Изменениями N 1, 2, с Поправкой);
1.1. ОРГАНИЗАЦИЯ И ТЕХНОЛОГИЯ ВЫПОЛНЕНИЯ РАБОТ.
В соответствии с СП 48.13330.2019 "Организация строительства. Актуализированная редакция СНиП 12-01-2004 " до начала выполнения КР на объекте Подрядчик обязан в установленном порядке получить у Заказчика проектную документацию и разрешение на производство работ. Выполнение работ без разрешения запрещается.
До начала производства работ по ручной электродуговой сваркой корневого слоя шва электродами с основным видом покрытия стальных труб, проводится комплекс организационно-технических мероприятий, в том числе:
- назначить лиц, ответственных за качественное и безопасное производство сварочно-монтажных работ (прораб, мастер, дефектоскопист ПИЛ);
- обеспечить участок утвержденной к производству работ рабочей документацией;
- укомплектовать звено сварщиков наружных трубопроводов, ознакомить их с технологией ручной электродуговой сварки труб;
- провести инструктаж членов бригады по технике безопасности;
- обеспечить рабочих ручными машинами, инструментами и средствами индивидуальной защиты;
- обеспечить связь для оперативно-диспетчерского управления производством работ, устройство двусторонней дублированной связи с пунктом управления и между берегами;
- доставить в зону работ необходимые материалы, приспособления, инвентарь, инструменты и средства для безопасного производства работ;
- проверить сертификаты качества на сварочные электроды;
- составить акт готовности объекта к производству работ;
- получить разрешение на начало производства работ.
Для сварки корневого слоя шва электродами с основным видом покрытия используют заводскую разделку труб.
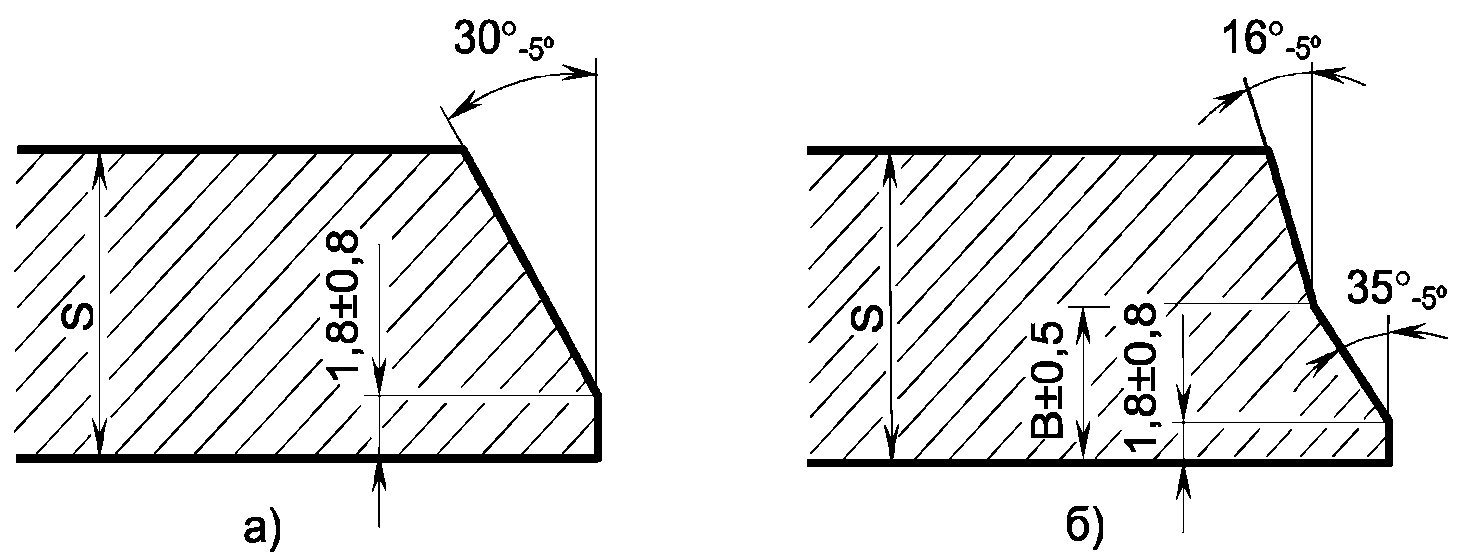
Рис.6. Форма и геометрические параметры заводской разделки кромок труб
Подготовительные работы.
До начала работ по сварке первого (корневого) слоя шва ручной электродуговой сваркой электродами с основным видом покрытия стальных труб полностью выполняется все подготовительные работы, в том числе:
- выполнена технологическая подготовка сварочных работ;
- свариваемые трубы перемещены из штабеля на стенд сборки;
- выполнена подготовка стыков труб к сборке и сварке (зачистка кромок труб и прилегающей зоны электрошлифмашинкой, правка вмятин);
- стык труб собран на стенде с помощью наружного центратора;
До начала производства сварочных работ, выполняется следующая технологическая подготовка работ:
- определены виды и сроки аттестаций технологий сварочных работ;
- разработаны технологические инструкции и технологические карты на сварочные работы;
- аттестованы технология специальных сварочных работ и технологии ремонта дефектных стыков, применяемые на данном объекте;
- определены виды и сроки аттестаций сварщиков;
- получены положительные результаты заварки допускных стыков сварщиков;
- оформлены и выданы сварщикам и газорезчикам необходимые квалификационные и разрешительные документы.
К сварке допускаются сварщики, сдавшие экзамены по НАКС в соответствии с "Правилами аттестации сварщиков" ПБ-03-273-99 и имеющие:
- аттестационное удостоверение сварщика;
- положительные результаты сварки допускных стыков;
- удостоверение проверки знаний в области промышленной безопасности, охраны труда, пожарной безопасности;
- удостоверение по проверке знаний ПТЭ и ПТБ электроустановок.
- убедиться в том, что используемые трубы имеют маркировку освидетельствования прохождения входного контроля и соответствуют проекту;
- провести визуальный осмотр труб и при обнаружении дефектов отремонтировать их том числе устранить шлифованием царапины, риски и задиры на трубах глубиной свыше 0,2 мм, но не более 5% от толщины стенки трубы, которая не должна быть выведена за пределы минусового допуска; исправить с применением безударных разжимных устройств вмятины на концах труб глубиной до 3,5% от диаметра трубы.