ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 29.10.2023
Просмотров: 874
Скачиваний: 5
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
| СОДЕРЖАНИЕ ВВЕДЕНИЕ 5
| ||||||
| | | | | | | |
| | | | | | 3 | |
| Изм. | Лист | № докум. | Подпись | Дата | ||
«Сварщик-оператор полностью механизированной, автоматической и робатизированной сварки» 100
технология» 102
ЗАКЛЮЧЕНИЕ 110 СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ 111 Приложенае А. Лист задания 114 Приложенае Б. Спецификация 115 | ||||||
| | | | | | | |
| | | | | | 4 | |
| Изм. | Лист | № докум. | Подпись | Дата | ||
| | | | | | | |
| ВВЕДЕНИЕ Карьерный гусеничный экскаватор предназначен для разработки и пог- рузки в транспортные средства полезных ископаемых и пород вскрыши на открытых горных работах, а также для отвал - образования и погрузочных работ на складах и в схемах циклично-поточной технологии. В зависимости от категории разрабатываемых пород, работы произво- дятся без предварительного рыхления или с предварительным рыхлением взрывом. Экскаваторы выпускаются для различных климатических условий. Все механизмы экскаваторов представляют собой законченные технологические узлы, что позволяет вести ремонт экскаваторов агрегатным методом. В процессе эксплуатации экскаваторов в различных забоях угольных и железорудного карьеров ЭГК-18 зарекомендовал себя надежной производи- тельной машиной. Производство коромысла экскаватора механизировано. Процесс сварки осуществляется с помощью менее производительных и плохих по условиям работы сварщиков способов сварки – механизированная сварка. Актуальным становится внедрение и замена этого способа на автома- тическую сварку в среде защитных газов, что повлечет улучшение санитар- но-гигиенических условий труда рабочих, снижение трудоемкости процесса изготовления, повышение производительности труда, уменьшение экологи- ческой опасности производства. Объектом разработки является технологический процесс изготовления коромысла экскаватора ЭКГ-18. Предметом разработки является процесс сборки и сварки коромысла экскаватора ЭКГ-18. | ||||||
| | | | | | | |
| | | | | | 5 | |
| Изм. | Лист | № докум. | Подпись | Дата | ||
| Целью дипломного проекта является разработка технологического про- цесса изготовления коромысла экскаватора ЭКГ-18 с использованием авто- матической и механизированной сварки. Для достижения поставленной цели необходимо решить следующие задачи:
Таким образом, в дипломном проекте в технологической части на ос- нове анализа базового варианта будет разработан проектируемый вариант технологического процесса изготовления коромысла экскаватора ЭКГ-18, включающий автоматическую сварку и механизированную сварку в среде защитного газа. В экономической части − приведено технико-экономическое обоснова- ние данной разработки; Методическая часть - посвящена проектированию программы подгото- вки сварщиков, которые могут осуществлять спроектированную технологию производства коромысла экскаватора ЭКГ-18. В процессе разработки дипломного проекта использованы следующие методы: | ||||||
| | | | | | | |
| | | | | | 6 | |
| Изм. | Лист | № докум. | Подпись | Дата | ||
Коромысло экскаватора является рабочей частью служащей для подве- ски ковша (рисунок 1). Верхние две проушины крепятся к подъемным кана- там проходящих через головной блок стрелы. К нижним четырем проушинам крепится ковш экскаватора шарнирно, тем самым образуя подвижное звено. Полезная весовая нагрузка ковша экскаватора составляет 40 тонн. Поэтому сталь используемая для изготовления коромысла экскаватора обладает высокой ударной вязкостью как при положительной, так и при отрицательных температурах. 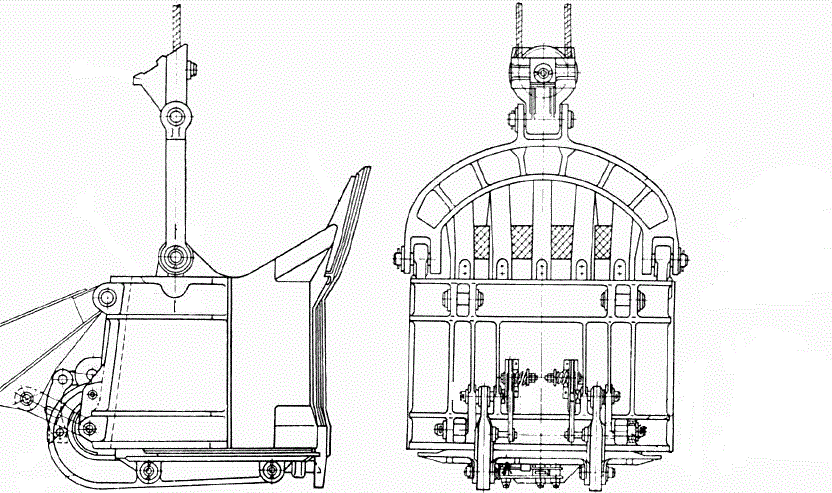 Рисунок 1 – Схема крепления коромысла | ||||||
| | | | | | | |
| | | | | | 7 | |
| Изм. | Лист | № докум. | Подпись | Дата | ||
| 1.2 Анализ сварной конструкции коромысла Коромысло представляет собой сварную конструкцию (рисунок 2), ко- робчатого сечения, состоящую из листового металлопроката толщиной 24 мм и 40 мм, шестью поковок (проушины) толщиной 110 и 120 мм. Вес конструк- ции 3874 кг, материал конструкции 10ХСНД, длина коромысла 4175 мм, вы- сота 1900 мм, толщина 460 мм. 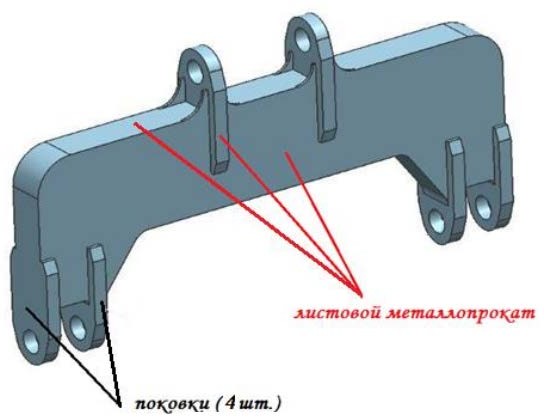 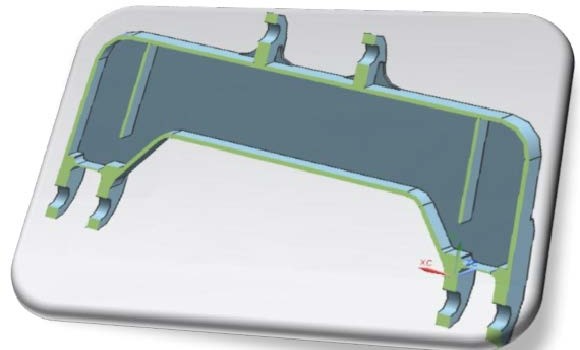 Рисунок 2- Сварная конструкция коромысла. | ||||||
| | | | | | | |
| | | | | | 8 | |
| Изм. | Лист | № докум. | Подпись | Дата | ||
| 1.3 Материал изделия Материал изделия сталь 10ХСНД ГОСТ 19281-89. Химический состав представлен в таблице 1. Механические свойства представлены в таблице 2. Сталь применяется в различных элементах сварных металлоконструкций и различных деталях, к которым предъявляются требования повышенной про- чности и коррозионной стойкости с ограничением массы и работающие при температуре от -70 до 450 °С [1]. Таблица 1 – Химический состав стали 10ХСНД Элемент С Si Mn Cr Ni Cu N P S Содержание, мас- До 0.12 0.8-1.1 0.5 - 0.6-0.9 0.5- 0.4- До До До совые доли, % 0.8 0.8 0.6 0.008 0.035 0.04 Таблица 2 – Механические свойства стали 10ХСНД при +200С Сортамент Размер σв σT δ ϕ KCU - мм МПа МПа % % Дж / см2 Лист, ГОСТ - 685 390 19 40 290 19281-89 Данная марка стали относится к низколегированным конструкционным сталям и отличается очень высокими параметрами прочности. Это обуслов- лено ее составом: в ней присутствуют легирующие элементы хром, никель и молибден, которые повышают прочностные свойства. Благодаря этим же компонентам обеспечивается невосприимчивость к коррозии. Кроме того, сталь 10ХСНД обладает хорошими показателями свариваемости и ударной вязкости. По свариваемости к материалу не применяется никаких ограниче- ний, процесс можно проводить без подогрева и дальнейшей термической об- работки. Свое использование материал находит в основных элементах сварных конструкций, эксплуатация которых допускается при температуре от -70°С до +450°С. Также возможен монтаж металлоконструкций в северном испол- | ||||||
| | | | | | | |
| | | | | | 9 | |
| Изм. | Лист | № докум. | Подпись | Дата | ||