ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 29.10.2023
Просмотров: 245
Скачиваний: 4
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
| U =20+0,05×Iсв, В (8) д �dэ U =20+0,05×220 =31В д √1,2 Скорость сварки: Vсв=А/Iсв, м/ч (9) где коэффициент А (А·м/ч) выбирают в зависимости от диаметра электрод- ной проволоки из таблицы 5. Таблица 5- Коэффициент А в зависимости от диаметра электродной проволо- ки | |||||||||||
| | dэ, мм | А, А·м/ч | dэ, мм | А, А·м/ч | | ||||||
| 1,2 | (2…5)103 | 4,0 | (16…20)103 | ||||||||
| 1,6 | (5…8)103 | 5,0 | (20…25)103 | ||||||||
| 2,0 | (8…12)103 | 6,0 | (25…30)103 | ||||||||
| 3,0 | (12…16)103 | | | ||||||||
| Vсв=(5)103/220=22,72 м/ч Вылет электрода при сварке в СО2: dэ меньше 2 мм lэ = 15...20 мм. Величина погонной энергии: ηэ ─ эффективный КПД нагрева изделия дугой для сварки в СО2 – (0,7 ─ 0,75). qп = 36·IсвUдηэ/Vсв, Дж/см, (10 ) qп = 36·220·30·0,75/22,72 qп=9207Дж/см | |||||||||||
| | | | | | | | |||||
| | | | | | 33 | ||||||
| Изм. | Лист | № докум. | Подпись | Дата | |||||||

| Коэффициент формы проплавления: φ =k’(19-0,01·I )·dэUд (11) пр св Iсв При плотностях тока, равных или больше 120 А/мм 2 , и сварке на пос- тоянном токе обратной полярности k = 0,92; φпр=2,8 Глубина проплавления при сварке в СО2: hp=0,081�qn⁄φпр,мм (12) hp=4,7мм Ширина шва: e =hp·φпр ,мм (13) e =13,6мм Коэффициент расплавления, г/А·ч, выбирают по экспериментальным зави- симостям (рисунок 8) или по формуле (14): | ||||||
| | | | | | | |
| | | | | | 34 | |
| Изм. | Лист | № докум. | Подпись | Дата | ||
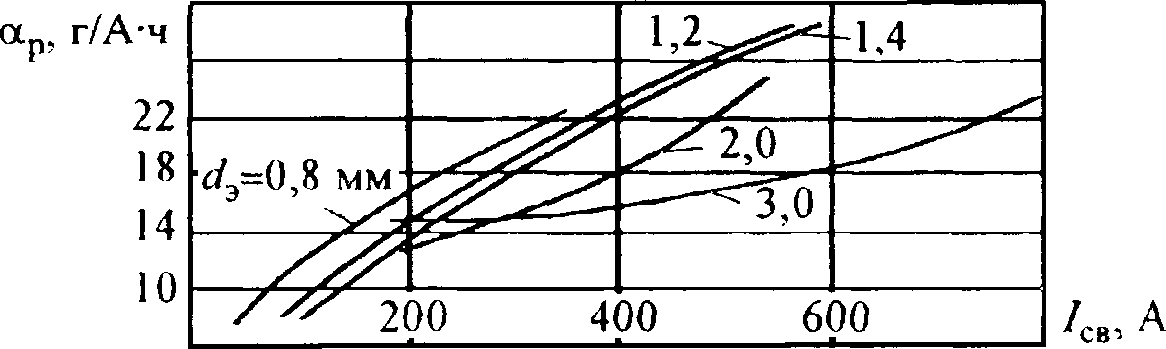 Рисунок 8-Коэффициент расплавления αр= 3+0,08·Iсв / dэ , г/А·ч. (14) Принимаем: αр= 15 г/А·ч Коэффициент наплавки: αн = αр(1-ψ·0,01),г/А ч (15) где ψ ─ коэффициент потерь на угар и разбрызгивание 10-15 %. αн = 13 Площадь сечения наплавленного металла: F = ????нIсв ,мм2 (16) н γ·Vсв где γ – плотность электродной проволоки, г/см3 Fн = 16,1мм2 | ||||||
| | | | | | | |
| | | | | | 35 | |
| Изм. | Лист | № докум. | Подпись | Дата | ||
| Высота валика: g = 1,375·Fн/ е (17) g = 1,7мм Определяем общую высоту шва: H = hр + g , мм. (18) H = 6,4,мм. Определяем высоту заполнения разделки:  C=�Fн−Hb мм (19) ????????????/2 C=4,1мм где Fн1 – площадь сечения наплавленного металла первого шва, мм2 ; b – ве- личина зазора, мм. Рассчитываем глубину проплавления притупления: ho = H – C, мм. (20) ho =2,4мм Рассчитываем скорость подачи проволоки, расход защитного газа или тол- щину слоя флюса. V =VсвFн(1+0,01ψ)4, м/ч (21) пп ????d2 э Vпп=321м/ч | ||||||
| | | | | | | |
| | | | | | 36 | |
| Изм. | Лист | № докум. | Подпись | Дата | ||
| Fн– площадь сечения металла, наплавленного на выбранном режиме, мм2 , ψ – коэффициент потерь металла, %, Vсв – скорость сварки, м/ч, dэ – диаметр электродной проволоки, мм. Ориентировочно определяем расход углекислого газа при сварке: Q=10+ Iсв−30 /мин (22) л 51,3 Q=13л/мин Посчитаем режим сварки для последующих проходов. Число проходов: n=Fн– Fн1/Fнп (23) Примем Fнп=16,1 мм2 n=20 Расчет производим по тем-же формулам, что и для первого шва. Параметры режимов сварки сведем в таблицу 6. Параметры сварного шва сведем в таблицу 7. Таблица 6 – Параметры режимов сварки | |||||||||||||||||
| | Номер шва | I, А | U, В | j, А/м2 | Vпод , м/ч | αн | qп,Дж/ см | φпр | hp, мм | ep, мм | | ||||||
| 1 | 220 | 31 | 194 | 321 | 13 | 9207 | 2,8 | 4,7 | 13,6 | ||||||||
| 340 | 36 | 300 | 521 | 13 | 16524 | 2,1 | 7,2 | 15,8 | |||||||||
| 380 | 38 | 336 | 605 | 13 | 19494 | 2 | 8 | 16,5 | |||||||||
| Таблица 7 – Параметры сварного шва | |||||||||||||||||
| | | | | | | | |||||||||||
| | | | | | 37 | ||||||||||||
| Изм. | Лист | № докум. | Подпись | Дата | |||||||||||||
| | |||||||||||||||||
| | Номер шва | Fн, мм2 | g', мм | Н, мм | ho, мм | Sb, мм | Sразд. мм2 | Sнапл. мм2 | Кол-во прохо- дов | Тип шва | | ||||||
| 1 | 16,1 | 1,7 | 6,4 | 2,4 | 2,1 | 608 | 651 | 1 | У6 | ||||||||
| 27,3 | 2,4 | 9,6 | 4,4 | 4 | 4 | ||||||||||||
| 32,9 | 2,8 | 10,8 | 5,1 | 4,6 | 16 | ||||||||||||
| Шов №2 Исходя из толщины свариваемого металла и обеспечения хорошего фо- рмирования шва, выбираем сварное соединение С17 по ГОСТ 14771-76, где S=40 ммS1=40 мм. Эскиз данного соединения представлен на рисунке 9. 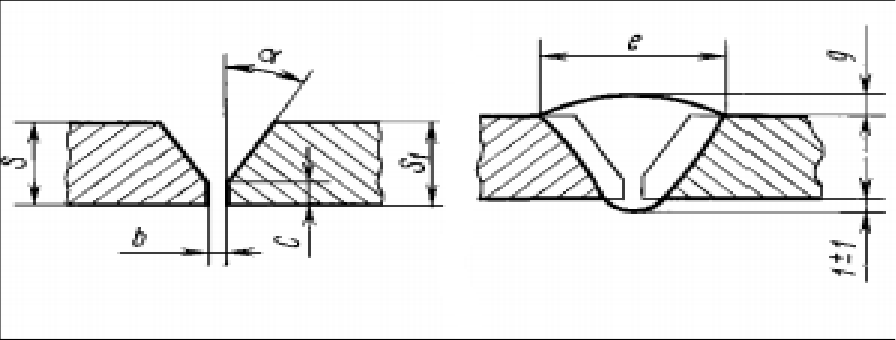 Рисунок 9- Эскиз сварного соединения С17 Параметры сварного шва:
−4
−2
−2
−2
−2
Параметры режимов сварки сведем в таблицу 8. Параметры сварного шва сведем в таблицу 9. Таблица 8 – Параметры режимов сварки | |||||||||||||||||
| | | | | | | | |||||||||||
| | | | | | 38 | ||||||||||||
| Изм. | Лист | № докум. | Подпись | Дата | |||||||||||||
| Таблица 9 – Параметры сварного шва Шов №3 Исходя из толщины свариваемого металла и обеспечения хорошего фо- рмирования шва, выбираем сварное соединение С8 по ГОСТ 14771-76, где S=24 ммS1=24 мм. Эскиз данного соединения представлен на рисунке 10. 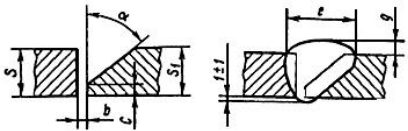 Рисунок 10- Эскиз сварного соединения С8 Параметры сварного шва:
−4
−2
−2
−2
−2
| ||||||
| | | | | | | |
| | | | | | 39 | |
| Изм. | Лист | № докум. | Подпись | Дата | ||
| Номер шва | Fн, мм2 | g', мм | Н, мм | ho, мм | Sb, мм | Sраздеки , мм2 | Sнаплавки, мм2 | Кол-во прходов | Тип шва |
| 2 | 16,1 | 1,7 | 6,4 | 2,4 | 2,1 | 526 | 553 | 1 | С17 |
| 27,3 | 2,4 | 9,6 | 4,4 | 4 | 4 | ||||
| 32,9 | 2,8 | 10,8 | 5,1 | 4,6 | 13 |