Файл: Проектирование технологического процесса изготовления детали Ось.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 06.11.2023
Просмотров: 140
Скачиваний: 12
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
8.2 Расчет диаметральных размеров
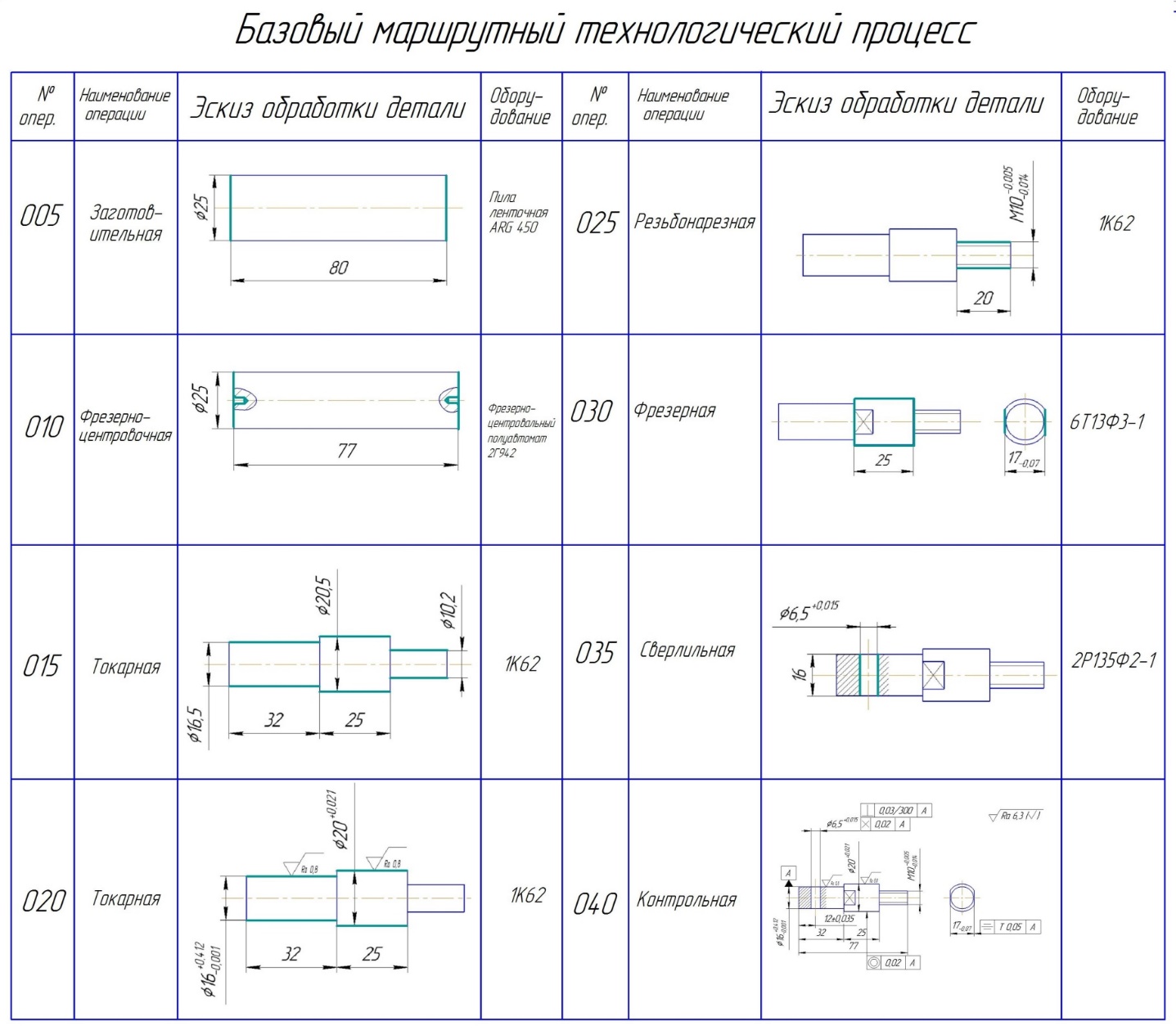
При обработке диаметральных поверхностей, расчет операционных размеров целесообразно вести с применением статического метода. Расчет операционных размеров при использовании статического метода производится по номинальному значению операционных припусков. Величина операционных припусков принимается в зависимости от сложности обработки и размеров поверхности. Припуски на диаметр назначаем исходя из метода обработки и величины диаметра.
Таблица 8.1 – Ведомость расчета операционных размеров при обработке наружной поверхности 20+0,021; Rа 0,8
| № | Наименование операции | Опер. припуск | Операционный размер | |||
| Обоз. | Вел. | Обоз. | Формула расчета | принятый | ||
| Заг | Прокат | - | - | Dзаг | Dзаг=D+2Z | 25 |
| 015 | Точение черновое | 2Z15 | 4,5 | D15 | D15=D15+2Z15 | 20,5 |
| 020 | Точение чистовое | 2Z20 | 0,5 | D20 | Dчертеж | 20+0,021 |
Таблица 8.2 – Ведомость расчета операционных размеров при обработке наружной поверхности
 ; Ra 0,8
; Ra 0,8| № | Наименование операции | Опер. припуск | Операционный размер | |||
| Обоз. | Вел. | Обоз. | Формула расчета | принятый | ||
| | | | | | | |
| Заг | Прокат | - | - | Dзаг | Dзаг=D+2Z | 20,5 |
| 015 | Точение черновое | 2Z15 | 4,0 | D15 | D15=D15+2Z15 | 16,5 |
| 020 | Точение чистовое | 2Z20 | 0,5 | D20 | Dчертеж | |
Таблица 8.3 – Ведомость расчета операционных размеров при обработке наружной поверхности
 ; Ra 6,3
; Ra 6,3| № | Наименование операции | Опер. припуск | Операционный размер | ||||
| Обоз. | Вел. | Обоз. | Формула расчета | принятый | |||
| Заг | Прокат | - | - | Dзаг | Dзаг=D+2Z | 20,5 | |
| 015 | Точение черновое | 2Z15 | 10,3 | D15 | D15=D15+2Z15 | 10,2 | |
| 025 | Резьбонарезание | 2Z25 | 0,2 | D25 | Dчертеж | | |
-
Разработка расчётно-технологической карты (РТК) на одну из операций.
РТК, расчетно-технологическая карта, разработана на операцию № 030
“Фрезерная”. Оборудование - вертикально-фрезерный станок с ЧПУ 6Т13Ф3-1. Материал обрабатываемой детали – сталь 45 ГОСТ 1050-88.
В качестве настроечных размеров принимаем размеры, соответствующие середине поля допуска операционного размера.
Величину допуска на настроечный размер δн, по [1], с. 36, формула (18), рекомендуется принимать в пределах:
δн = (0,1 ÷ 0,2)∙δоп, (9.1)
где δоп – допуск на операционный размер.
Произведем расчет настроечных размеров
Операционный размер 17-0,07
Настроечный размер Ан
Ан = 17 - ½ ∙0,07 = 16,965
δн= (0,1 ÷ 0,2)∙0,07 = 0,007÷ 0,014
Принимаем δн
= 0,014, значит Ан = 16,965± 0,014
Расчеты сводим в таблицу 9.1.
Таблица 9.1 – Настроечные размеры
| Операционный размер | Настроечный размер |
| 17-0,07 | 16,965± 0,014 |
Расчет координат опорных точек ведем с учетом радиуса инструмента R= 1 мм.
Вывод
Заданием на курсовой проект являлось проектирование технологического процесса изготовления детали «Ось». В процессе выполнения проекта, определены предназначения и принцип изделия. Приведены технические характеристики и служебное назначение детали. Тем самым можно сделать выводы о возможности ее получения имеющимися методами обработки с использованием стандартного инструмента и оборудования. Тип производства, определенный в разделе 2, и рассчитанный размер партии обрабатываемых деталей повлиял на выбор оборудования. Предпочтение отдано оборудованию с числовым программным управлением и автоматам.
Произведены предварительные расчеты заготовки. В ходе расчета был определен вес, размеры, который так же играет не малую роль и влияет на норму расхода.
А так же, был проведен расчет операционных длинновых и диаметральных размеров.
Список использованных источников
1. Косилова А.Г. и др. Справочник технолога-машиностроителя: В 2 т. – М.: Машиностроение, 1986.
2. Монахов Г.А.Обработка металлов резанием. Справочник технолога– М.: Машиностроение, 1974.
3. Обработка металлов резания: справочник технолога под общей редакцией Панова– М.: Машиностроение, 2004.
4. ru.wikipedia.org
5. spravochnick.ru
6. studwood.ru
Приложения