Файл: Учебнометодическое пособие к практическим работам Волгодонск 2013 удк 006 621. 713 (076. 5) Ббк 34 М54.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 06.11.2023
Просмотров: 273
Скачиваний: 5
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
. Иногда дополнительно нормируется и направление неровностей. Пример обозначения параметров шероховатости для ответственных поверхностей показан на рисунке 1.




Rа 0,8
0,8/Sm0,0250,050
Х0,25/t50 80±20%
Рисунок 1 – Обозначение параметров шероховатости на чертеже


В этом обозначении:
– параметр Rа не должен быть больше 0,8 мкм, при этом базовая длина l, на которой выполняется измерение не указывается, так как соответствует значению параметра Rа(по ГОСТ 2789–73 l= 0,8 мм);
– на базовой длине l= 0,8 мм параметр Sm должен находиться в пределах 0,025–0,050 мм;
– на базовой длине l= 0,25 мм относительная опорная длина профиляt50 номинально составляет 80% cдопускаемыми отклонениями ±20% при уровне сечения профиля р = 50% от Rmax;
– направление неровностей – перекрещивающееся (знак Х).
В практике нормирования параметров шероховатости:
– для трущихся поверхностей назначают параметры Rа(или Rz), дополнительно tр и направление неровностей;
– для поверхностей в соединениях с натягом – только Rа(или Rz);
– для поверхностей, испытывающих контактные напряжения – Rа(или Rz), tр;
– для поверхностей деталей, испытывающих переменную нагрузку – Rmax, Sm(илиS).
При выборе числовых значений параметров шероховатости необходимо учитывать и возможности обеспечения заданных требований к шероховатости рациональными методами обработки. Повышение этих требований влечет за собой значительное увеличение затрат на обработку. Применение слишком высоких требований к шероховатости поверхности может оказаться не только нерентабельным, но и в некоторых случаях недопустимым, например, для подшипников скольжения, когда необходимо удержание на поверхности трения смазочного масляного слоя.
Ниже приведены некоторые примеры назначения норм шероховатости в зависимости от функционального назначения поверхностей.
1. Посадочные поверхности сменных деталей (муфты, шестерни, маховики и др.) 6–8квалитетов – Ra=0,4–1,6мкм для валов и Ra=0,8–3,2мкм для отверстий.
2. Поверхности деталей в посадках с натягом для 6–7квалитетов – Ra=0,8–3,2мкм для валов и отверстий.
3. Торцовые опорные поверхности неподвижных стыков (фланцевые соединения и др.) – Ra=1,6–6,3мкм в зависимости от допуска перпендикулярности.
4. Поверхности разъема корпусов (редукторов, подшипниковых узлов и др.) – Ra =3,2–6,3мкм.
5. Поверхности, прилегающие к другим поверхностям, но не являющиеся посадочными – Ra=3,2–6,3мкм.
6. Поверхности зубьев зубчатых и червячных передач для 6–8степеней точности – Ra=0,4–1,6мкм; для диаметров выступов Ra=3,2–12,5мкм.
7. Открытые (видимые)свободные поверхности – Ra=6,3–25мкм в зависимости от размера.
8. Закрытые (невидимые при наружном осмотре) свободные поверхности Ra=25–100мкм.
Современные методы контроля параметров шероховатости поверхностей деталей
При контроле и измерении шероховатости поверхностей пользуются методом визуальной оценки, контактными и бесконтактными профильными методами. В тех случаях, когда не представляется возможным непосредственно измерить шероховатость поверхности, с измеряемой поверхности снимают слепок и определяют параметры шероховатости поверхности по слепку. Наилучшие слепки дают масляная гуттаперча (смесь гуттаперчи с трансформаторным маслом и нефтяным битумом) и воск.
При визуальной оценке поверяемую поверхность сравнивают с образцами шероховатости поверхности (рисунок 2), которые выпускают по ГОСТ 9378–93. Образцы шероховатости изготовляют плоскими или цилиндрическими с поверхностью сравнения не менее 30х30 мм. На каждом образце наносят номинальное значение параметра Ra в микрометрах. По требованию заказчика вместе с параметром Raможет быть нанесено действительное значение параметра Rz как справочное. Образцы шероховатости комплектуются в наборы или изготовляются отдельными образцами по видам обработки и материалам, из которых они изготовлены. Сравниваемые поверхности и образцы шероховатости должны иметь тот же вид обработки и материал.

Рисунок 2 – Контроль шероховатости поверхности методом визуальной оценки по образцам
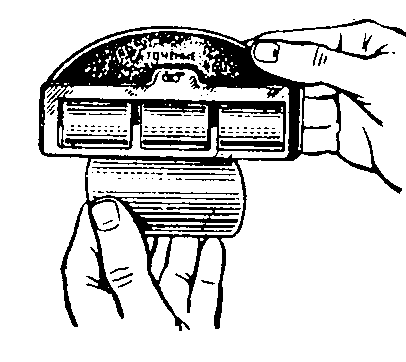
При контроле по образцам шероховатости невооруженным глазом минимальный предел оценки 0,1 мкм, при использовании сравнительного микроскопа типа МС-48 – 0,025 мкм.
В некоторых случаях можно производить сравнение поверяемой поверхности с поверхностью специально изготовленных образцовых деталей.
К приборам, которые производят измерение контактным профильным методом, относятся профилографы и профилометры. Профилографы регистрируют координаты профиля поверхности на записывающем приборе. Профилометры измеряют параметры шероховатости и фиксируют их на шкале. В России профилографы и профилометры выпускаются по ГОСТ 19300–86 заводом "Калибр". В некоторых моделях профилографы и профилометры объединены в одном приборе. В качестве щупа в них используется острозаточенная алмазная игла, перемещающаяся по неровностям. Механические колебания иглы преобразуются в электрический сигнал.
Отечественной промышленностью освоен ряд моделей профилометров и профилографов: модели 201 и 252 для лабораторных условий, модели 253, 283 и др. – для цеховых условий.
На рисунке 3 представлен общий вид профилометра модели 283для измерения в цеховых условиях. На основании 7 закреплена колонка, на которой расположен привод 3 с измерительным преобразователем 2. На рычаге преобразователя закреплена алмазная ощупывающая игла 1. На основании 7 также располагаются различные приспособления для установки и ориентации деталей, подлежащих измерению (например, призма 8). Сигнал от преобразователя усиливается, проходит фильтры отсечек шага, детектируется, интегрируется и фиксируется стрелочным прибором 6. Показывающий стрелочный прибор расположен на передней панели электронного блока 4, на котором размещены также тумблер включения прибора в сеть, сигнальные лампы движения преобразователя по измеряемой поверхности, переключатели 5 диапазонов измерения и кнопка хода пуска преобразователя.
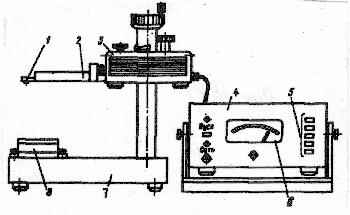
Рисунок 3– Профилометр модели 283
Профилометр модели 283 имеет диапазон измерений Ra от 0,02 до 10 мкм.
Профилографы и профилометры выпускают также зарубежные фирмы: "РэнкТэйлорГобсон" (Англия), фирма "Мицутойо" (Япония); фирма "Хоммельверке" (ФРГ).
Бесконтактный профильный метод контроля параметров шероховатости осуществляют с помощью приборов светового сечения типа МИС-11 и ПСС-2, интерферометров, растровых измерительных микроскопов и др.
В бесконтактных приборах (типа ПСС-2 и МИС-11), принцип действия которых основан на измерении параметров проекции светового сечения исследуемой поверхности с помощью наклонно направленного к ней светового пучка (рисунок 4,а), световой луч проходит через диафрагму 1 с узкой щелью и конденсор 2 и проецирует световую полоску поверхности 3 объективом 4 в фокальную плоскость окуляра 5. Высоту микронеровностей измеряют с помощью окуляра-микрометра (рисунок 4, б).
Рисунок 4 – Схема двойного микроскопа МИС-11:
а) – оптическая; б) – поля зрения в окуляре
Двойной микроскоп МИС-11 изображен на рисунке 5. Салазки корпуса микроскопов 1 перемещаются по направляющим кронштейна 2 при помощи реечной передачи винтом 3.
В корпусе помещены два микроскопа: осветительный 4 и визуальный 5. В микроскопе имеется прямолинейная щель, освещаемая источником света – лампочкой, включаемой в сеть через понижающий трансформатор. Между лампочкой и щелью находится зеленый светофильтр.
Изображение проекций щели на изделие рассматривается с помощью микроскопа 5, снабженного окулярным микроскопом 6 с постоянным увеличением ×15.
Для того чтобы иметь возможность установить изображение щели в середине поля окуляра, осветительный тубус снабжен винтом 7. Четкость изображения регулируется кольцом 11.
Контролируемое изделие устанавливается на столе 10, снабженном микроскопическими головками, с помощью которых стол можно перемещать в двух взаимно перпендикулярных направлениях. Поворот стола вокруг вертикальной оси осуществляется вручную при отпущенном стопоре 14.
Винт 12 и гайка 13 служат для грубой установки кронштейна по высоте.
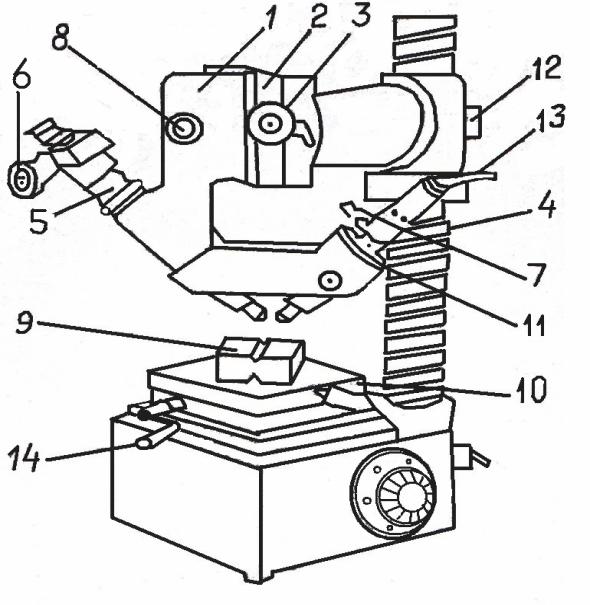
Рисунок 5– Общий вид и устройство микроскопа МИС-11
Принцип действия интерферометров основан на использовании явления интерференции света, отраженного от образцовой и исследуемой поверхностей. Форма образующихся интерференционных полос зависит от вида и высоты (до 1 мкм) неровностей контролируемой поверхности.

б)
Принцип действия растровых микроскопов основан на явлении образования муаровых полос при наложении изображений элементов двух периодических структур (направленных следов обработки и дифракционной решетки). При наличии неровностей муаровые полосы искривляются. Высоту микронеровностей определяют по степени искривления муаровых полос.

б)
Порядок выполнения практической работы
Контрольные вопросы
Rа 0,8
0,8/Sm0,0250,050
Х0,25/t50 80±20%
Рисунок 1 – Обозначение параметров шероховатости на чертеже
В этом обозначении:
– параметр Rа не должен быть больше 0,8 мкм, при этом базовая длина l, на которой выполняется измерение не указывается, так как соответствует значению параметра Rа(по ГОСТ 2789–73 l= 0,8 мм);
– на базовой длине l= 0,8 мм параметр Sm должен находиться в пределах 0,025–0,050 мм;
– на базовой длине l= 0,25 мм относительная опорная длина профиляt50 номинально составляет 80% cдопускаемыми отклонениями ±20% при уровне сечения профиля р = 50% от Rmax;
– направление неровностей – перекрещивающееся (знак Х).
В практике нормирования параметров шероховатости:
– для трущихся поверхностей назначают параметры Rа(или Rz), дополнительно tр и направление неровностей;
– для поверхностей в соединениях с натягом – только Rа(или Rz);
– для поверхностей, испытывающих контактные напряжения – Rа(или Rz), tр;
– для поверхностей деталей, испытывающих переменную нагрузку – Rmax, Sm(илиS).
При выборе числовых значений параметров шероховатости необходимо учитывать и возможности обеспечения заданных требований к шероховатости рациональными методами обработки. Повышение этих требований влечет за собой значительное увеличение затрат на обработку. Применение слишком высоких требований к шероховатости поверхности может оказаться не только нерентабельным, но и в некоторых случаях недопустимым, например, для подшипников скольжения, когда необходимо удержание на поверхности трения смазочного масляного слоя.
Ниже приведены некоторые примеры назначения норм шероховатости в зависимости от функционального назначения поверхностей.
1. Посадочные поверхности сменных деталей (муфты, шестерни, маховики и др.) 6–8квалитетов – Ra=0,4–1,6мкм для валов и Ra=0,8–3,2мкм для отверстий.
2. Поверхности деталей в посадках с натягом для 6–7квалитетов – Ra=0,8–3,2мкм для валов и отверстий.
3. Торцовые опорные поверхности неподвижных стыков (фланцевые соединения и др.) – Ra=1,6–6,3мкм в зависимости от допуска перпендикулярности.
4. Поверхности разъема корпусов (редукторов, подшипниковых узлов и др.) – Ra =3,2–6,3мкм.
5. Поверхности, прилегающие к другим поверхностям, но не являющиеся посадочными – Ra=3,2–6,3мкм.
6. Поверхности зубьев зубчатых и червячных передач для 6–8степеней точности – Ra=0,4–1,6мкм; для диаметров выступов Ra=3,2–12,5мкм.
7. Открытые (видимые)свободные поверхности – Ra=6,3–25мкм в зависимости от размера.
8. Закрытые (невидимые при наружном осмотре) свободные поверхности Ra=25–100мкм.
Современные методы контроля параметров шероховатости поверхностей деталей
При контроле и измерении шероховатости поверхностей пользуются методом визуальной оценки, контактными и бесконтактными профильными методами. В тех случаях, когда не представляется возможным непосредственно измерить шероховатость поверхности, с измеряемой поверхности снимают слепок и определяют параметры шероховатости поверхности по слепку. Наилучшие слепки дают масляная гуттаперча (смесь гуттаперчи с трансформаторным маслом и нефтяным битумом) и воск.
При визуальной оценке поверяемую поверхность сравнивают с образцами шероховатости поверхности (рисунок 2), которые выпускают по ГОСТ 9378–93. Образцы шероховатости изготовляют плоскими или цилиндрическими с поверхностью сравнения не менее 30х30 мм. На каждом образце наносят номинальное значение параметра Ra в микрометрах. По требованию заказчика вместе с параметром Raможет быть нанесено действительное значение параметра Rz как справочное. Образцы шероховатости комплектуются в наборы или изготовляются отдельными образцами по видам обработки и материалам, из которых они изготовлены. Сравниваемые поверхности и образцы шероховатости должны иметь тот же вид обработки и материал.
Рисунок 2 – Контроль шероховатости поверхности методом визуальной оценки по образцам
При контроле по образцам шероховатости невооруженным глазом минимальный предел оценки 0,1 мкм, при использовании сравнительного микроскопа типа МС-48 – 0,025 мкм.
В некоторых случаях можно производить сравнение поверяемой поверхности с поверхностью специально изготовленных образцовых деталей.
К приборам, которые производят измерение контактным профильным методом, относятся профилографы и профилометры. Профилографы регистрируют координаты профиля поверхности на записывающем приборе. Профилометры измеряют параметры шероховатости и фиксируют их на шкале. В России профилографы и профилометры выпускаются по ГОСТ 19300–86 заводом "Калибр". В некоторых моделях профилографы и профилометры объединены в одном приборе. В качестве щупа в них используется острозаточенная алмазная игла, перемещающаяся по неровностям. Механические колебания иглы преобразуются в электрический сигнал.
Отечественной промышленностью освоен ряд моделей профилометров и профилографов: модели 201 и 252 для лабораторных условий, модели 253, 283 и др. – для цеховых условий.
На рисунке 3 представлен общий вид профилометра модели 283для измерения в цеховых условиях. На основании 7 закреплена колонка, на которой расположен привод 3 с измерительным преобразователем 2. На рычаге преобразователя закреплена алмазная ощупывающая игла 1. На основании 7 также располагаются различные приспособления для установки и ориентации деталей, подлежащих измерению (например, призма 8). Сигнал от преобразователя усиливается, проходит фильтры отсечек шага, детектируется, интегрируется и фиксируется стрелочным прибором 6. Показывающий стрелочный прибор расположен на передней панели электронного блока 4, на котором размещены также тумблер включения прибора в сеть, сигнальные лампы движения преобразователя по измеряемой поверхности, переключатели 5 диапазонов измерения и кнопка хода пуска преобразователя.
Рисунок 3– Профилометр модели 283
Профилометр модели 283 имеет диапазон измерений Ra от 0,02 до 10 мкм.
Профилографы и профилометры выпускают также зарубежные фирмы: "РэнкТэйлорГобсон" (Англия), фирма "Мицутойо" (Япония); фирма "Хоммельверке" (ФРГ).
Бесконтактный профильный метод контроля параметров шероховатости осуществляют с помощью приборов светового сечения типа МИС-11 и ПСС-2, интерферометров, растровых измерительных микроскопов и др.
В бесконтактных приборах (типа ПСС-2 и МИС-11), принцип действия которых основан на измерении параметров проекции светового сечения исследуемой поверхности с помощью наклонно направленного к ней светового пучка (рисунок 4,а), световой луч проходит через диафрагму 1 с узкой щелью и конденсор 2 и проецирует световую полоску поверхности 3 объективом 4 в фокальную плоскость окуляра 5. Высоту микронеровностей измеряют с помощью окуляра-микрометра (рисунок 4, б).
Рисунок 4 – Схема двойного микроскопа МИС-11:
а) – оптическая; б) – поля зрения в окуляре
Двойной микроскоп МИС-11 изображен на рисунке 5. Салазки корпуса микроскопов 1 перемещаются по направляющим кронштейна 2 при помощи реечной передачи винтом 3.
В корпусе помещены два микроскопа: осветительный 4 и визуальный 5. В микроскопе имеется прямолинейная щель, освещаемая источником света – лампочкой, включаемой в сеть через понижающий трансформатор. Между лампочкой и щелью находится зеленый светофильтр.
Изображение проекций щели на изделие рассматривается с помощью микроскопа 5, снабженного окулярным микроскопом 6 с постоянным увеличением ×15.
Для того чтобы иметь возможность установить изображение щели в середине поля окуляра, осветительный тубус снабжен винтом 7. Четкость изображения регулируется кольцом 11.
Контролируемое изделие устанавливается на столе 10, снабженном микроскопическими головками, с помощью которых стол можно перемещать в двух взаимно перпендикулярных направлениях. Поворот стола вокруг вертикальной оси осуществляется вручную при отпущенном стопоре 14.
Винт 12 и гайка 13 служат для грубой установки кронштейна по высоте.
Рисунок 5– Общий вид и устройство микроскопа МИС-11
Принцип действия интерферометров основан на использовании явления интерференции света, отраженного от образцовой и исследуемой поверхностей. Форма образующихся интерференционных полос зависит от вида и высоты (до 1 мкм) неровностей контролируемой поверхности.
б)
Принцип действия растровых микроскопов основан на явлении образования муаровых полос при наложении изображений элементов двух периодических структур (направленных следов обработки и дифракционной решетки). При наличии неровностей муаровые полосы искривляются. Высоту микронеровностей определяют по степени искривления муаровых полос.
б)
Порядок выполнения практической работы
-
Изучить чертеж детали. -
Расшифровать обозначение шероховатости поверхностей и в том числе указать размерность числового значения шероховатости. -
Составить таблицу с указанием поверхностей, составляющих контур детали, и требованиям к точности размера и параметру шероховатости каждой поверхности. -
Представить расчетные зависимости параметров шероховатости, описать сущность каждого из параметров шероховатости и целесообразность их назначения в рабочей конструкторской документации. -
Представить современные средства контроля параметров шероховатости поверхности деталей и область их применения. -
Назначить и описать метод и средства для контроля (измерения) шероховатости поверхностей, представленных чертежом. -
Составить и защитить отчет по практической работе.
Контрольные вопросы
-
По каким причинам возникает шероховатость поверхности? -
Дайте определение шероховатости? -
Что такое базовая длина, как она используется в измерении параметров шероховатости? -
Перечислите высотные параметры шероховатости. Дайте им определение. -
Назовите шаговые параметры шероховатости, дайте их определение. -
Дайте понятие относительной опорной длины профиля, в каких случаях используется этот параметр? -
Почему в оценке высотных параметров превалирует параметр Ra? -
Какие параметры шероховатости используются для оценки качества поверхностей в парах трения? -
Какие параметры шероховатости используются для оценки качества поверхностей, подвергающихся контактным нагрузкам? -
Какие параметры шероховатости используются для оценки качества поверхностей, предназначенных для посадки с натягом? -
Какие параметры шероховатости используются для оценки качества поверхностей деталей, испытывающих переменные нагрузки? -
Какие знаки применяют для обозначения параметров шероховатости на чертежах? -
Как указываются параметры шероховатости на чертежах? -
Какие средства измерения параметров шероховатости используются при контактном методе? -
Какие средства измерения параметров шероховатости используются при неконтактном методе? -
Опишите схему измерения параметров шероховатости профилометрами и профилографами. -
Опишите схему измерения параметров шероховатости оптическими приборами.