ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 08.11.2023
Просмотров: 60
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
2.8. Расчет припусков на механообработку и межоперационных размеров
Произведем расчет припусков на диаметральный размер d 500h6.
Маршрут обработки поверхности приведен в таблице 8.1.
Таблица 8.1 - Маршрут обработки поверхности Ф500h6
| Наименование операции (перехода) | Достигаемый квалитет точности | Параметр шерохова-тости Rz |
| Заготовка отливка центробежная | 9Т | 200 |
| Точение черновое | 12 | 50 |
| Точение получистовое | 10 | 25,2 |
| Точение чистовое | 8 | 12,5 |
| Точение тонкое | 6 | 6,3 |
Выбираем элементы припусков по переходам:
а) высота микронеровностей Rz и глубина дефектного слоя Т для заготовки и по переходам приведены в таблице 8.2;
Таблица 8.2
| Наименование операции (перехода) | Параметр шероховатости Rz | Глубина дефектного слоя Т |
| Заготовка отливка центробежная | 200 | 100 |
| Точение черновое | 50 | 50 |
| Точение получистовое | 20 | 20 |
| Точение чистовое | 10 | 10 |
| Точение тонкое | 5 | 5 |
б) значение пространственных отклонений формы для заготовки- отливки
Рзаг=Ркор=К*550;( )
Рзаг=0.0007*550= 0,385.
в) погрешность установки:
- для заготовки Еу= 0,5;
- по переходам: точение получистовое Еу= 0,2;
точение чистовое Еу= 0,2;
точение тонкое Еу=0.
Выполняем расчет на ЭВМ. Распечатка результатов прилагается.
Выполняем схему расположения полей допусков и припусков для d500h6 - рисунок 8.1.
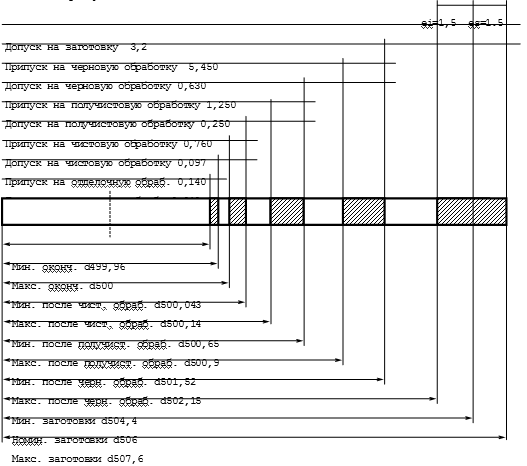
Рисунок 8.1 - Схема расположения полей допусков и припусков для d500h6
2.9 Расчет и определение режимов обработок
Аналитический расчет
Операция 050 Токарная с ЧПУ (переход- тонкое точение). Рекомендации для отделочной обработки приведены в таблице 19, с.271: для обрабатываемого материала - алюминиевых сплавов, материала рабочей части РИ рекомендуются режимы резания:
-
глубина t=0.1 - 0.15 мм , принимаем t= 0.14 мм; -
подача S=0.04 - 0.1 мм/об , принимаем S= 0.1 мм/об; -
стойкость РИ Т=60 мин; -
скорость резания определяем по формуле:
Выбираем значения коэффициентов и показателей степеней:
Cv= 485, x= 0.12, y= 0.25, m= 0.28;
Kv=Kmv*Kпv*Киv=1.0*1.0*1.0=1.0.
Частоту вращения шпинделя определим по формуле
 = 1000*298,6/3,14/500= 190,19 мин-1;
= 1000*298,6/3,14/500= 190,19 мин-1;принимаем частоту вращения nпр= 190 мин-1, тогда
 = 3,14*500*190/1000= 298,3 м/мин;
= 3,14*500*190/1000= 298,3 м/мин;Силу резания определяем по формуле:
Выбираем значения коэффициентов и показателей степеней
по таблице 22, с.274:
Cp= 40, x= 1.0, y= 0.75, n= 0;
Kp= Kмp= 2.
Pz= 10*40*0.151.0*0.10.75*298,30*2= 21,34 Н
Мощность резания определяем по формуле:
N=(Pz*V)/(1020*60)
N= (21,34*298,3)/(1020*60)= 0,10 кВт.
Паспортная мощность станка -22 кВт, следовательно обработка возможна.
Операция 040 Фрезерная с ЧПУ (переход сверление отверстий ф14).
Режимы резания:
-
глубина t= 7мм -
подача S= 0.5 мм/об -
скорость резания V= (Cv*Dq*Kv)/(Tmsy)
выбираем значения коэффициентов и показателей степеней по таблице 28, с.278:
Cv= 40.7, q= 0.25, y= 0.40, m= 0.125;
Kv= Kмv*K = 1.2*1.0= 1.2
V= (40.7*140.25*1.2)/(600.125*0.50.40)= 35 м/мин
-
крутящий момент
Мкр=10Cм*Dq*sy*Kp
выбираем значения коэффициентов и показателей степеней по таблице 22, с.274:
Cм= 0.005, q= 2.0, y= 0.8
Kp= Kмр= 2.0
Мкр= 10*0.005*142*0.50.8*2= 11.26 Н*м
-
осевая сила
Po= 10Cp*Dq*sy*Kp
выбираем значения коэффициентов и показателей степеней по таблице 22, с.274:
Cр=9.8, q= 1.0, y= 0.7;
Kp= Kмр= 2.0
Ро= 10*9.8*141*0.50.7*2= 1689Н
-
мощность резания
N= (Mкр*n)/9750
n=(1000*V)/(Pi*D)=(1000*75)/(3.14*14)=1706 об/мин.
N=(11.26*1706)/9750= 1,97 кВт
Паспортная мощность станка- 22 кВт, следовательно, обработка возможна.
Операция 040 Фрезерная с ЧПУ (переход фрезерование паза R16).
Режимы резания:
-
глубина t= 16 мм -
подача S= 0.6 мм/об -
стойкость фрезы Т=180 мин -
скорость резания
V= ((Cv*Dq)/(TmsyBn))*Kv
выбираем значения коэффициентов и показателей степеней по таблице 39, с.289:
Cv= 185.5, b= 0.45, x=0.3, y= 0.2, u= 0.1, p= 0.1, m= 0.33;
Kv= Kмv*Kпv*Киv= 1.2*1.0*1.0= 1.2
V= ((185.5*320.45)/(1800,33*0,60,2*320,1))*1,2 = 70 м/мин
Частоту вращения шпинделя определим по формуле
 = 1000*70/3,14/14= 1592,35 мин-1;
= 1000*70/3,14/14= 1592,35 мин-1;принимаем частоту вращения nпр= 1500 мин-1, тогда
 = 3,14*14*1500/1000= 65,94 м/мин;
= 3,14*14*1500/1000= 65,94 м/мин;Силу резания определяем по формуле:
Выбираем значения коэффициентов и показателей степеней по таблице 22, с.274:
Cp= 82, x= 0,75, y= 0.6, u= 1.0, q= 0.86, w=0;
Kp= Kмp= 1.18;
Pz= (10*82*16^0.75*0.6^0.6*32^1.0*8)/(32^0.86*697^0)= 1530Н
Мощность резания определим по формуле
N= (Pz*V)/(1020*60)
N= (1530*65,94)/(1020*60)= 1,64 кВт
Паспортная мощность станка- 22 кВт, следовательно, обработка возможна.
2.10. Определение норм времени изготовления детали
В среднесерийном производстве рассчитывается норма штучно-калькуляционного времени:
 , (2.55)
, (2.55)где
 – штучное время, мин;
– штучное время, мин; – подготовительно-заключительное время;
– подготовительно-заключительное время; – размер партии деталей.
– размер партии деталей.Штучное время определяется по формуле
 , (2.56)
, (2.56)где
 – оперативное время, мин;
– оперативное время, мин; – время на обслуживание рабочего места отдых рабочего, определяется в процентах от оперативного времени.
– время на обслуживание рабочего места отдых рабочего, определяется в процентах от оперативного времени.Расчет норм времени на токарную с чпу операцию
Определяем основное время
 , (2.57)
, (2.57)Где Lрез– длина резания;
 – величина врезания и перебега;
– величина врезания и перебега; – количества рабочих ходов.
– количества рабочих ходов.Основное время:
 ;
; мин
минОпределяем вспомогательное время
 ,(2.58)
,(2.58)где
 – время на установку и снятие детали [5, С.165];
– время на установку и снятие детали [5, С.165]; – время на приёмы управления станком [5, С.165];
– время на приёмы управления станком [5, С.165]; – время на измерение детали [5, С.165].
– время на измерение детали [5, С.165]. мин.
мин.Определяем оперативное время
 ,(2.59)
,(2.59) мин
минОпределяем время на обслуживание рабочего места и отдых
 ,(2.60)
,(2.60) мин.
мин.Определяем штучное время
 мин.
мин.Определяем подготовительно-заключительное время
 мин.
мин.Определяем штучно-калькуляционное время
 мин.
мин.Определяем основное время
 ;
; мин
минОпределяем вспомогательное время
 мин.
мин.Определяем оперативное время
 мин.
мин.Определяем время на обслуживание рабочего места и отдых
 , (2.61)
, (2.61)
мин.
Определяем штучное время
 мин
минОпределяем подготовительно-заключительное время
 мин.
мин.Определяем штучно-калькуляционное время
 мин.
мин.Таблица 2.5 – Сводная таблица норм времени
| Номер операции | Наименование операции | Основное время | Вспомогательное время | Оперативное время | Время обслуж. и отдыха | Штучное время | Подготовительно-закл. время | Величина партии | Штучно-кальк. время |
| 005 | фрезерно-центровальная | 0,9 | 0,49 | 1,39 | 0,08 | 1,47 | 16,5 | 560 | 1,50 |
| 010 | токарная | 0,58 | 0,77 | 1,35 | 0,08 | 1,43 | 21 | 1,47 | |
| 015 | токарная | 0,38 | 0,57 | 0,95 | 0,06 | 1,01 | 21 | 1,04 | |
| 025 | токарная с ЧПУ | 2,8 | 0,81 | 3,61 | 0,22 | 3,83 | 21 | 3,86 | |
| 030 | токарная с ЧПУ | 1,05 | 0,67 | 1,72 | 0,10 | 1,82 | 21 | 1,86 | |
| 035 | шпоночно-фрезерная | 1,56 | 1,23 | 2,79 | 0,15 | 2,94 | 18 | 2,97 | |
| 040 | шлицефрезерная | 1,057 | 1,36 | 2,42 | 0,15 | 2,56 | 18 | 2,59 | |
| 045 | зубофрезерная | 21,3 | 1,41 | 22,71 | 1,36 | 24,07 | 29 | 24,12 | |
| 050 | Токарно-винторезная | 0,6 | 0,96 | 1,03 | 0,08 | 1,11 | 14,2 | 1,42 | |
| 060 | Зубо-шевинговальная | 11,2 | 1,31 | 12,51 | 0,75 | 13,26 | 24 | 13,30 | |
| 065 | круглошлифовальная | 1,82 | 1,08 | 2,90 | 0,17 | 3,07 | 14 | 3,10 | |
| 070 | Токарно-винторезная | 2 | 0,8 | 2,8 | 0,21 | 3,01 | 10 | 3,18 | |
| 075 | Сверлильная | 0,5 | 0,8 | 1,3 | 0,3 | 2,7 | 10 | 3,2 |