ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 08.11.2023
Просмотров: 48
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

| линейки;
Механизированный инструмент (электро-механизированный или пневматический) используется для слесарно-сборочных и пригоночных работ. К ним относятся электрические: электрогайковерты, электрошпильковерты, электродрели, электрошлифовальные устройства, электрические ножницы и прочее. Также при ремонте кузова электровоза необходимо оснащение ремонтного цеха такими инструментами как:
При ручной дуговой и аргонодуговой сварке используют основной и вспомогательный рабочий инструмент, а также индивидуальные защитные средства. Основным инструментом является электрододержатель, горелка для аргонодуговой сварки, сварочные провода, шланги для подвода аргона, газовый редуктор. Электродержатель служит для закрепления электрода и подвода к нему сварочного тока. В условиях монтажа следует пользоваться закрытыми, либо изолированными электродержателями, чтобы исключить возможность поражения сварщика током. Горелка служит для закрепления вольфрамового электрода, подвода к нему сварочного тока, а также аргона. Для покраски кузова электровоза в цехе минимально понадобится следующее оборудование:
| ||||||
| | | | | | 429(КЖТ).10.23.ПЗ | Лист |
| | | | | | 23 | |
| Изм. | Лист | № докум. | Подпись | Дата | ||
В качестве подготовительного материала служит, например, грунт, в состав которого входит свинцовый или железный сурик, цинковые или свинцовые белила, и олифа или лак. Также используют стандартные мастики типа ЛШ-1 для наружных работ и ЛШ-2 для внутренней шпаклевки. Для окраски применяют масляные эмалевые краски, например, пентофталиновые эмали различных цветов №57 по 71, состоящие из пентофтолиновой смолы, обработанной растительными маслами. Эмали перед употреблением разбавляют скипидаром, уайтспиритом в количестве до 5% при окраске кистью и до 10% при окраске распылением. Первой подготовительной операцией является очистка окрашиваемой поверхности. Старую краску удаляют механическим способом (скребками) или механизированным инструментом, шарошками или низкоструйным аппаратом. Иногда пользуются химическим способом очистки – сначала наносят специальную смесь, а затем обливают кузов горячей водой. Тщательно очищенную поверхность от грязи, пыли, масла и старой краски просушивают и после обтирки сухой ветошью и обдувки сжатым воздухом покрывают грунтом. Сушку окрашенных наружных поверхностей кузова осуществляют в специальных сушильных устройствах различного типа, например, основанных на поглощении окрашенной поверхностью инфракрасных лучей, излучаемых источником света или нагретым металлом (темные излучатели). Вспомогательным слесарным инструментом и вспомогательными материалами являются: ручная щетка, металлическая щетка для очистки напильников, инструмент для разметки, материалы для чистки, мел, накладки на щеки тисков, колодки деревянные, масла и смазки, маркеры стальные – цифровые и буквенные, рашпиль для древесины, монтерский нож, деревянный | ||||||
| | | | | | 429(КЖТ).10.23.ПЗ | Лист |
| | | | | | 24 | |
| Изм. | Лист | № докум. | Подпись | Дата | ||
| молоток, резиновый молоток, наждачное полотно, кисти, ложка для растапливания олова, тигель для растапливания легкоплавких сплавов цветных металлов, лента масляная и изоляционная, сурик, краски. Слесарные верстаки могут быть разной конструкции, одно и двухместные, постоянные и передвижные. Они могут быть выполнены из древесины или металла; изготавливают также комбинированные верстаки – из древесины и металла. Плита слесарного верстака всегда изготавливается из твердой древесины. В нижней части стола (под плитой) находится выдвижной ящик для инструмента. В зависимости от конструкции стола с правой (или левой) стороны ящика располагается шкафчик с полочками. | ||||||
| | | | | | 429(КЖТ).10.23.ПЗ | Лист |
| | | | | | 25 | |
| Изм. | Лист | № докум. | Подпись | Дата | ||
| 4 ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА К организации рабочего места предъявляются следующие требования:
Хорошее помещение, отведенное для слесарных мастерских, в значительной мере способствует правильной организации рабочего места слесаря, а также повышению производительности труда и качества выполнения работ. Расстояние между отдельными рабочими местами, а также проходы (1,5- 1,6 м) между слесарными верстаками устанавливаются в зависимости от | ||||||
| | | | | | 429(КЖТ).10.23.ПЗ | Лист |
| | | | | | 26 | |
| Изм. | Лист | № докум. | Подпись | Дата | ||
| технических и технологических требований и условий техники безопасности. Рабочие места должны иметь хорошее освещение и вентиляцию; полы возле верстаков должны быть ровными и исправными. Рабочие места слесарей должны быть обеспечены материалами, деталями и запасными частями, установленных нормами технологического запаса. Личный и бригадный инструмент должен храниться в инструментальных шкафах и открытых стеллажах, расположенных в пределах рабочего места, а специальный инструмент и приспособление слесари получают из инструментальной комнаты депо. Транспортировку узлов и деталей в пределах рабочего места, до 50 м, выполняют слесаря занятые непосредственно ремонтом локомотива. Затраты времени на указанную транспортировку в типовых нормах учтены. В типовых нормах времени предусматривается рациональная последовательность выполнения элементов работы на основе опыта передовых предприятий. На рисунке 3 показана схема цеха по ремонту кузова электровоза. Планирование места окраски деталей кузова электровоза представлено на рисунке 4. Сварочное место сварщика может быть стационарным или мобильным. Стационарное подразделяется на однопостовое, в котором имеется место для одного сварщика, питающегося от одного трансформатора, и многопостовое, когда есть несколько кабин, которые питаются от одного источника. На общем щите должны находиться измерительные приборы, различные средства защиты, рубильники, сигнальные лампы, зажимы для подключения новых постов и прочее. Для индивидуального места предусматривается свой щит с сигнальной системой и измерительными приборами. Организация рабочего места сварщика полуавтоматической сварки, в которой используется в качестве защиты газ, требует дополнительной вентиляции. Планирование рабочего места сварщика представлено на рисунке 5. | ||||||
| | | | | | 429(КЖТ).10.23.ПЗ | Лист |
| | | | | | 27 | |
| Изм. | Лист | № докум. | Подпись | Дата | ||
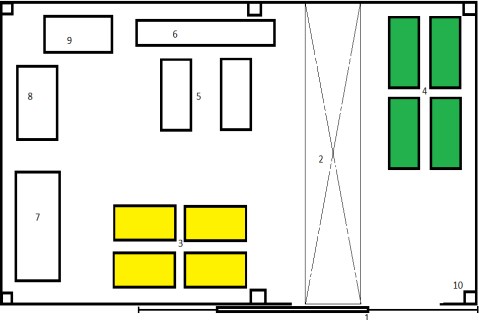 1 – раздвижные ворота; 2 – мостовой кран; 3 – слесарный участок; 4 – сварочный участок; 5 – участок хранения инструмента и запасных частей слесарного участка; 6 – участок хранения инструментов общего назначения; 7 – участок покраски; 8 – участок хранения инструмента и материалов малярного участка; 9 – хозяйственный блок; 10 – опоры для мостового крана. Рисунок 3 – Схема полностью укомплектованного цеха по кузова электровоза 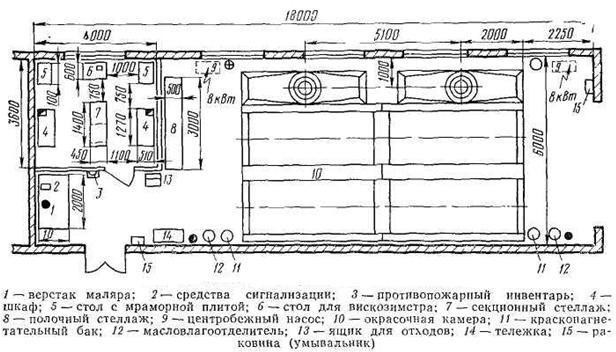 Рисунок 4 – Планирование места окраски деталей кузова электровоза | ||||||
| | | | | | 429(КЖТ).10.23.ПЗ | Лист |
| | | | | | 28 | |
| Изм. | Лист | № докум. | Подпись | Дата | ||
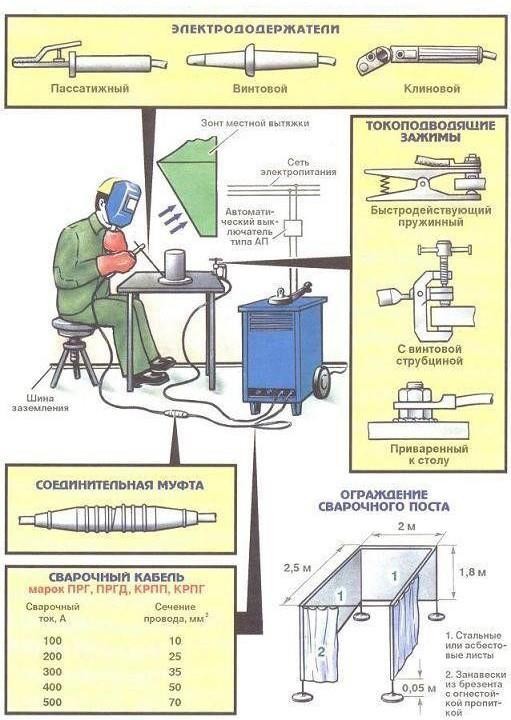 Рисунок 5 – Планирование рабочего места сварщика Передвижное нестационарное место может служить как для газовой, так и для электрической сварки. При использовании трансформатора он может находиться как внутри здания, так и снаружи. При газовой сварке все является полностью мобильным. Рабочее место сварщика ручной электросварки, как тех, которые занимаются газовой, должно иметь вентиляцию. Она необходима для того, чтобы обеспечить охлаждение для рабочих инструментов и техники, которые сильно перегреваются во время эксплуатации. Это помогает снизить температуру и обеспечить нормальный режим. Также это обеспечивает снижение концентрации токсических веществ, которые выделяются из расплавленного металла. | ||||||
| | | | | | 429(КЖТ).10.23.ПЗ | Лист |
| | | | | | 29 | |
| Изм. | Лист | № докум. | Подпись | Дата | ||