ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 08.11.2023
Просмотров: 53
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
черных и цветных металлов, и реже — при обдирочном. Для работы таких резцов необходима жесткая система станок — деталь — инструмент. Следует избегать использования керамических инструментов при ударной нагрузке. Работа обычно производится без применения смазывающе-охлаждающей жидкости, так как керамические пластинки обладают большой термостойкостью.
Фасонные резцы
При обтачивании фасонных деталей обычные токарные резцы не обеспечивают точности получения профиля и малопроизводительны. Их применение целесообразно главным образом для обтачивания фасонных деталей в единичном или мелкосерийном производстве. В крупносерийном и массовом производстве в качестве основного вида режущего инструмента для обработки фасонных деталей находят применение специальные фасонные резцы. Они обеспечивают идентичность формы, точность размеров и высокую производительность, а также допускают большое количество переточек.
Фасонные резцы можно разделить на призматические и круглые.
Круглые резцы применяются для наружного и внутреннего обтачивания. Призматические — только для наружного. В процессе работы призматические фасонные резцы могут иметь расположение базы крепления либо параллельно оси детали, либо наклонно. Ось круглых фасонных резцов располагается либо параллельно оси обрабатываемой детали, либо наклонно.
Наклонное расположение базы крепления призматического резца или оси круглого фасонного резца применяется в исключительных случаях, когда конфигурация детали на отдельных участках профиля не обеспечивает получения оптимальных задних углов при параллельном расположении. Приведенные выше резцы являются радиальными, то есть устанавливаются по отношению к деталям таким образом, чтобы обеспечить поперечную подачу по радиусу или наклонно к нему. При этом ось детали в процессе резания пересекается одно или несколькими точками режущей кромки. При работе радиальных фасонных резцов происходит постепенное срезание в виде непрерывной стружки всего подлежащего удалению объема металла одним режущим лезвием, причем режущая часть периметра постепенно увеличивается и к концу работы достигает всей длины лезвия резца. Вследствие этого радиальный резец работает в тяжелых условиях резания. При обработке длинных деталей возможен прогиб его от сил резания.
Призматические резцы могут быть также тангенциальными. В этом случае они осуществляют касательное направление подачи к обрабатываемой фасонной поверхности. Режущие лезвия призматических тангенциальных резцов устанавливаются на определенном расстоянии от оси обрабатываемой детали. Так как тангенциальные резцы ввиду сильно вытянутых в длину фасонных лезвий обрабатывают профиль не сразу по всему контуру, а постепенно, ими можно обтачивать относительно длинные фасонные детали.
Круглые фасонные резцы бывают с кольцевыми образующими фасонных поверхностей или с образующими, расположенными по винтовой линии.
Более широкое применение находят круглые фасонные резцы, главным образом из-за простоты изготовления. Кроме того, эти резцы выдерживают большое число переточек. Призматические фасонные резцы обладают повышенной точностью и надежностью крепления.
Сверло
С верло — двурезцовый или реже однорезцовый режущий инструмент, с вращательным движением резания и осевым движением подачи, предназначенный для выполнения отверстий в сплошном слое материала. Состоит из режущей части, рабочей части и хвостовика. Рабочая часть представляет собой винт Архимеда и служит для удаления стружки из сверлимого отверстия.
верло — двурезцовый или реже однорезцовый режущий инструмент, с вращательным движением резания и осевым движением подачи, предназначенный для выполнения отверстий в сплошном слое материала. Состоит из режущей части, рабочей части и хвостовика. Рабочая часть представляет собой винт Архимеда и служит для удаления стружки из сверлимого отверстия.
Сверло представляет собой режущий инструмент, применяемый для изготовления отверстий в сплошном материале.
Свёрла могут также применяться для рассверливания, т. е. увеличения уже имеющихся, предварительно просверленных отверстий, и засверливания, т. е. получения конусных углублений в сплошном материале.
По конструктивным особенностям свёрла делят на следующие типы:
Спиральные свёрла изготовляют для сверления «на проход», «под зенкер», «под развёртку или шлифовку» и «под резьбу».
Точность диаметра сверла (величина допуска и его пределы) установлена по стандарту для точного машиностроения и приборостроения, а также для общего машиностроения.
Перовое сверло (пёрка) представляет собой пластинку, у которой режущие кромки расположены симметрично друг к другу и по отношению к оси сверла. Угол наклона режущих кромок перовых свёрел бывает различным. Перовые свёрла отличаются простотой конструкции и дёшевы в изготовлении, но в последнее время применяются редко, главным образом при ручной работе, так как не допускают высоких скоростей резания.
Центровочные свёрла применяют для сверления центровых отверстий в деталях. Отверстие, просверленное сверлом, в дальнейшем раззенковывается специальным инструментом — зенкером, описанным ниже. Существуют два вида центровочных свёрел:
Рабочая часть сверла
Геометрические размеры спиральных свёрл регламентируются следующими стандартами:
Метчик
М етчики применяют для нарезания внутренних резьб. Метчик представляет собой винт с прорезанными прямыми или винтовыми стружечными канавками, образующими режущие кромки. Рабочая часть метчика имеет режущую и калибрующую части. Задняя поверхность для исключения трения её об обрабатываемую деталь выполняется затылованной (некруглой). Профиль резьбы метчика должен соответствовать профилю нарезаемой резьбы. При нарезании крупных резьб часто используют комплекты из двух или трёх метчиков, отличающихся размерами, на вязких материалах (титановых сплавах) используются комплекты из пяти метчиков.
етчики применяют для нарезания внутренних резьб. Метчик представляет собой винт с прорезанными прямыми или винтовыми стружечными канавками, образующими режущие кромки. Рабочая часть метчика имеет режущую и калибрующую части. Задняя поверхность для исключения трения её об обрабатываемую деталь выполняется затылованной (некруглой). Профиль резьбы метчика должен соответствовать профилю нарезаемой резьбы. При нарезании крупных резьб часто используют комплекты из двух или трёх метчиков, отличающихся размерами, на вязких материалах (титановых сплавах) используются комплекты из пяти метчиков.
Метчики могут использоваться на токарных и сверлильных станках и обрабатывающих центрах, а также для нарезания резьб вручную. Метчик закрепляют на станке в специальном патроне.
Для получения внутренних резьб пластическим деформированием — накатыванием — применяют бесстружечные метчики (раскатники). Их основным отличием от режущих метчиков является отсутствие стружечных канавок.
Плашка
П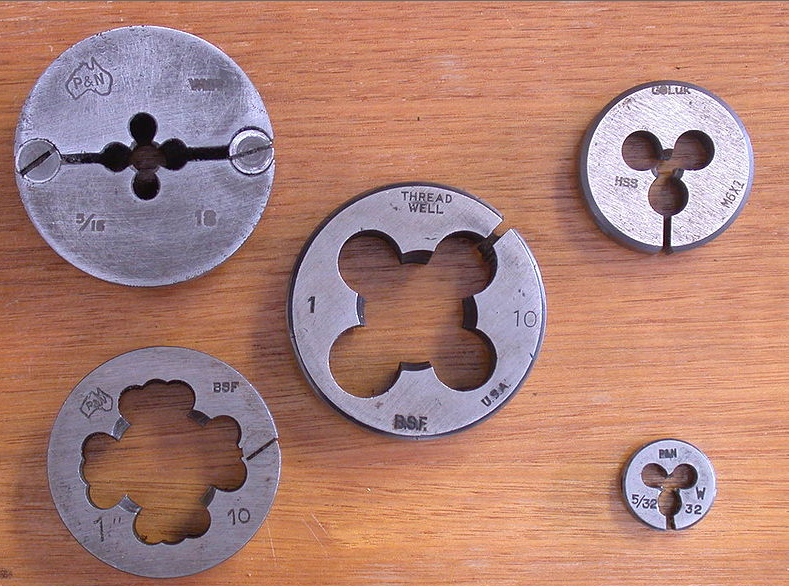 лашка и лерка – резьбонарезной инструмент для нарезания наружной резьбы ручным или машинным способом. В настоящее время разделение на плашки и лерки перестало существовать. Ранее название плашка использовалось применительно к наборному и регулируемому резьбонарезному инструменту предпочтительно больших диаметров. Термин лерка применялся для обозначения пластины с резьбовым отверстием и канавками для отвода стружки. Лерки использовались для изготовления более точной резьбы мелких диаметров.
лашка и лерка – резьбонарезной инструмент для нарезания наружной резьбы ручным или машинным способом. В настоящее время разделение на плашки и лерки перестало существовать. Ранее название плашка использовалось применительно к наборному и регулируемому резьбонарезному инструменту предпочтительно больших диаметров. Термин лерка применялся для обозначения пластины с резьбовым отверстием и канавками для отвода стружки. Лерки использовались для изготовления более точной резьбы мелких диаметров.
Плашки предназначены для нарезания или калибрования наружных резьб за один проход. Наиболее распространены плашки для нарезания резьб диаметром до 52 мм. Плашка представляет собой закаленную гайку с осевыми отверстиями, образующими режущие кромки. Как правило, на плашках делают 3-6 стружечных отверстий для отвода стружки. Толщина плашки 8-10 витков. Режущую часть плашки выполняют в виде внутреннего конуса. Длина заборной части 2-3 витка. Плашки выполняются из легированных сталей (9ХС, ХВСГФ), быстрорежущих сталей (Р18, Р6М5, Р6М5К5, Р6М5К8), а в последнее время — и из твёрдых сплавов
Фасонные резцы
При обтачивании фасонных деталей обычные токарные резцы не обеспечивают точности получения профиля и малопроизводительны. Их применение целесообразно главным образом для обтачивания фасонных деталей в единичном или мелкосерийном производстве. В крупносерийном и массовом производстве в качестве основного вида режущего инструмента для обработки фасонных деталей находят применение специальные фасонные резцы. Они обеспечивают идентичность формы, точность размеров и высокую производительность, а также допускают большое количество переточек.
Фасонные резцы можно разделить на призматические и круглые.
Круглые резцы применяются для наружного и внутреннего обтачивания. Призматические — только для наружного. В процессе работы призматические фасонные резцы могут иметь расположение базы крепления либо параллельно оси детали, либо наклонно. Ось круглых фасонных резцов располагается либо параллельно оси обрабатываемой детали, либо наклонно.
Наклонное расположение базы крепления призматического резца или оси круглого фасонного резца применяется в исключительных случаях, когда конфигурация детали на отдельных участках профиля не обеспечивает получения оптимальных задних углов при параллельном расположении. Приведенные выше резцы являются радиальными, то есть устанавливаются по отношению к деталям таким образом, чтобы обеспечить поперечную подачу по радиусу или наклонно к нему. При этом ось детали в процессе резания пересекается одно или несколькими точками режущей кромки. При работе радиальных фасонных резцов происходит постепенное срезание в виде непрерывной стружки всего подлежащего удалению объема металла одним режущим лезвием, причем режущая часть периметра постепенно увеличивается и к концу работы достигает всей длины лезвия резца. Вследствие этого радиальный резец работает в тяжелых условиях резания. При обработке длинных деталей возможен прогиб его от сил резания.
Призматические резцы могут быть также тангенциальными. В этом случае они осуществляют касательное направление подачи к обрабатываемой фасонной поверхности. Режущие лезвия призматических тангенциальных резцов устанавливаются на определенном расстоянии от оси обрабатываемой детали. Так как тангенциальные резцы ввиду сильно вытянутых в длину фасонных лезвий обрабатывают профиль не сразу по всему контуру, а постепенно, ими можно обтачивать относительно длинные фасонные детали.
Круглые фасонные резцы бывают с кольцевыми образующими фасонных поверхностей или с образующими, расположенными по винтовой линии.
Более широкое применение находят круглые фасонные резцы, главным образом из-за простоты изготовления. Кроме того, эти резцы выдерживают большое число переточек. Призматические фасонные резцы обладают повышенной точностью и надежностью крепления.
Сверло
С
верло — двурезцовый или реже однорезцовый режущий инструмент, с вращательным движением резания и осевым движением подачи, предназначенный для выполнения отверстий в сплошном слое материала. Состоит из режущей части, рабочей части и хвостовика. Рабочая часть представляет собой винт Архимеда и служит для удаления стружки из сверлимого отверстия.Сверло представляет собой режущий инструмент, применяемый для изготовления отверстий в сплошном материале.
Свёрла могут также применяться для рассверливания, т. е. увеличения уже имеющихся, предварительно просверленных отверстий, и засверливания, т. е. получения конусных углублений в сплошном материале.
По конструктивным особенностям свёрла делят на следующие типы:
-
спиральные; -
перовые (пёрки); -
для глубокого сверления; -
центровочные; -
сверлильные головки; -
для кольцевого сверления.
Спиральные свёрла изготовляют для сверления «на проход», «под зенкер», «под развёртку или шлифовку» и «под резьбу».
Точность диаметра сверла (величина допуска и его пределы) установлена по стандарту для точного машиностроения и приборостроения, а также для общего машиностроения.
Перовое сверло (пёрка) представляет собой пластинку, у которой режущие кромки расположены симметрично друг к другу и по отношению к оси сверла. Угол наклона режущих кромок перовых свёрел бывает различным. Перовые свёрла отличаются простотой конструкции и дёшевы в изготовлении, но в последнее время применяются редко, главным образом при ручной работе, так как не допускают высоких скоростей резания.
Центровочные свёрла применяют для сверления центровых отверстий в деталях. Отверстие, просверленное сверлом, в дальнейшем раззенковывается специальным инструментом — зенкером, описанным ниже. Существуют два вида центровочных свёрел:
-
Свёрла стандартного набора для диаметров от 0,5 до 12 мм. -
Комбинированные без предохранительного конуса и с предохранительным конусом для диаметров от 1 до 6 мм. -
Свёрла для кольцевого сверления (сверлильные головки) применяются двух типов: -
Для сверления отверстий большей частью больших диаметров в сплошном материале; -
Для сверления больших отверстий в листовом материале. -
Для сверления отверстий в сплошном материале применяются пустотелые свёрла, превращающие в стружку только узкую кольцевую часть материала.
Рабочая часть сверла
-
Свёрла для обработки металлов и сплавов -
Свёрла для глубокого сверления. -
Свёрла с механическим креплением твердосплавных пластин. -
Спиральные свёрла. Это самые распространённые свёрла, с диаметром сверла от 0,1 до 80 мм и длиной рабочей части до 275 мм широко применяются для сверления различных материалов. Спиральная канавка служит для образования режущей кромки, удаления стружки и подвода охлаждающей жидкости. Режущая часть спирального сверла образует конус, в зависимости от обрабатываемого материала угол при вершине конуса (2φ) будет различным. (Широко распространено ошибочное название винтов спиралью, на самом деле винтовая линия отличается от спиральной линии).
| Угол при вершине конуса (2φ) спиральных свёрл в зависимости от обрабатываемого материала, ° | |
| Материал | Угол 2φ |
| Сталь конструкционная | 118 |
| Сталь инструментальная | 118-150 |
| Коррозиционно-стойкая сталь и сплавы | 127 |
| Медные и алюминиевые сплавы | 90-150 |
| Титановые сплавы | 135-140 |
| Чугун | 90-150 |
| Пластмассы порошковые | 30-35 |
| Пластмассы волокнистые | 45-50 |
| Пластмассы слоистые | 70-80 |
Геометрические размеры спиральных свёрл регламентируются следующими стандартами:
-
с цилиндрическим хвостовиком: -
средняя серия - ГОСТ 10902-77, DIN 338; -
удлинённая серия - ГОСТ 886-77, DIN 340; -
укороченная серия - ГОСТ 4010-77, DIN 1896. -
с коническим хвостовиком: -
средняя серия - ГОСТ 10903-77, DIN 345; -
удлинённая серия - ГОСТ 2092-77, DIN 1870; -
длинная серия - ГОСТ 12121-77, DIN 341. -
Свёрла для глубокого сверления (пушечные, ружейные), предназначены для сверления отверстий сравнительно большой длины. Имеют увеличенный угол наклона винтовой линии для интенсификации отвода стружки. -
Центровочные свёрла, обладающие большой жёсткостью для обработки центровых отверстий. -
Эжекторные свёрла. -
Свёрла для обработки конических отверстий. -
Перовые свёрла, имеющие только одну режущую кромку. -
Комбинированный инструмент для изготовления отверстий (например, ступенчатое сверло, сверло-зенкер, сверло-зенковка, сверло-развёртка), с двумя ступенями обработки, соединённый в одно целое.
Метчик
М
етчики применяют для нарезания внутренних резьб. Метчик представляет собой винт с прорезанными прямыми или винтовыми стружечными канавками, образующими режущие кромки. Рабочая часть метчика имеет режущую и калибрующую части. Задняя поверхность для исключения трения её об обрабатываемую деталь выполняется затылованной (некруглой). Профиль резьбы метчика должен соответствовать профилю нарезаемой резьбы. При нарезании крупных резьб часто используют комплекты из двух или трёх метчиков, отличающихся размерами, на вязких материалах (титановых сплавах) используются комплекты из пяти метчиков.Метчики могут использоваться на токарных и сверлильных станках и обрабатывающих центрах, а также для нарезания резьб вручную. Метчик закрепляют на станке в специальном патроне.
Для получения внутренних резьб пластическим деформированием — накатыванием — применяют бесстружечные метчики (раскатники). Их основным отличием от режущих метчиков является отсутствие стружечных канавок.
Плашка
П
лашка и лерка – резьбонарезной инструмент для нарезания наружной резьбы ручным или машинным способом. В настоящее время разделение на плашки и лерки перестало существовать. Ранее название плашка использовалось применительно к наборному и регулируемому резьбонарезному инструменту предпочтительно больших диаметров. Термин лерка применялся для обозначения пластины с резьбовым отверстием и канавками для отвода стружки. Лерки использовались для изготовления более точной резьбы мелких диаметров.Плашки предназначены для нарезания или калибрования наружных резьб за один проход. Наиболее распространены плашки для нарезания резьб диаметром до 52 мм. Плашка представляет собой закаленную гайку с осевыми отверстиями, образующими режущие кромки. Как правило, на плашках делают 3-6 стружечных отверстий для отвода стружки. Толщина плашки 8-10 витков. Режущую часть плашки выполняют в виде внутреннего конуса. Длина заборной части 2-3 витка. Плашки выполняются из легированных сталей (9ХС, ХВСГФ), быстрорежущих сталей (Р18, Р6М5, Р6М5К5, Р6М5К8), а в последнее время — и из твёрдых сплавов