ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 08.11.2023
Просмотров: 52
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Головка резьбонакатная
Резьбонакатная головка — приспособление для получения резьбы пластическим деформированием — накатыванием — на универсальных станках токарной или сверлильной группы.
Различают:
-
головки для накатывания резьбы с осевой подачей (аксиальные); -
головки для накатывания резьбы с тангенциальной подачей (тангенциальные); -
головки для накатывания резьбы с радиальной подачей (радиальные).
А
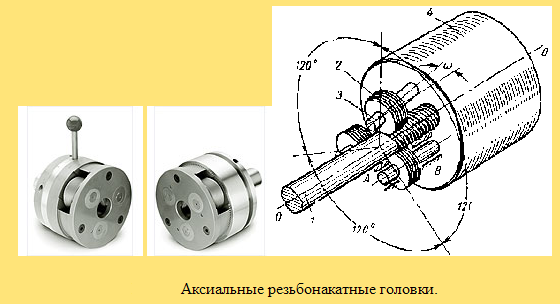 ксиальные головки оснащаются комплектом из трех или более резьбонакатных роликов, имеющих коническую заборную и цилиндрическую калибрующую часть. Применяются для накатывания длинных резьб и резьб на полых заготовках.
ксиальные головки оснащаются комплектом из трех или более резьбонакатных роликов, имеющих коническую заборную и цилиндрическую калибрующую часть. Применяются для накатывания длинных резьб и резьб на полых заготовках.Тангенциальные головки оснащаются двумя цилиндрическими роликами. Применяются для накатывания резьб, длина которых не превышает ширину роликов. Имеют более высокую производительность по сравнению с аксиальными.
Р
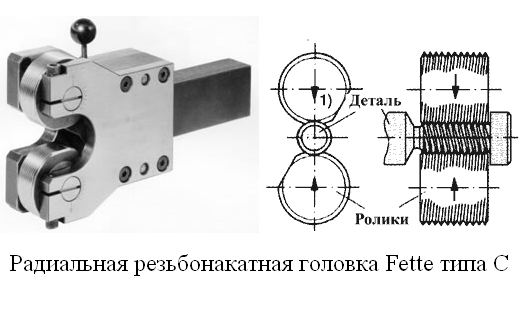 адиальные головки оснащаются двумя или тремя роликами, обычно затылованными (некруглыми). Применяются для накатывания резьб, длина которых не превышает ширину роликов. Имеют наибольшую производительность по сравнению с другими типами резьбонакатных головок, однако весьма сложны по конструкции.
адиальные головки оснащаются двумя или тремя роликами, обычно затылованными (некруглыми). Применяются для накатывания резьб, длина которых не превышает ширину роликов. Имеют наибольшую производительность по сравнению с другими типами резьбонакатных головок, однако весьма сложны по конструкции.Шлифовальный инструмент


Типы шлифовального инструмента:
-
Эльборовые круги на керамических связках применяется для обработки высокоточных деталей из сталей и сплавов твердостью HRC>50, износостойких покрытий. -
Эльборовый инструмент на органических связках, в том числе отрезные круги, применяются, главным образом, на операциях заточки инструмента (сверла, фрезы, резцы и т. д.) из быстрорежущих сталей, вышлифовки стружечных канавок, отрезки и прорезки пазов. -
Алмазный инструмент на органических связках, в том числе отрезные круги, применяются для заточки режущего инструмента из твердых сплавов, деталей из композита и керамики. Алмазные отрезные круги применяются для высокоточной резки твердого сплава, технической керамики, цветных металлов, кварцевого стекла, ферритов, кварца. -
Алмазный инструмент на керамических связках применяется при шлифовании твердосплавных деталей (пуансонов, калибров, валков и др.), а также для шлифования режущих пластин из композитов, деталей из сочетания стали и твердого сплава. -
Алмазные отрезные круги на металлических связках используются для обработки и резки стекла, хрусталя, драгоценных и полудрагоценных камней. Бруски из синтетического алмаза на металлической связке используются для чернового и чистового хонингования деталей из чугуна и стали. -
Специальный абразивный инструмент, в том числе высокопористый, применяют в производстве турбин при шлифовании деталей из вязких, высокопластичных сплавов (жаропрочных, титановых), для бесприжогового производительного шлифования зубчатых колес, а также для шлифования цветных сплавов, полимерных покрытий на валах бумагоделательных машин. -
Шкурка и паста из эльбора и алмаза используются для финишных операций, притирки и полирования, с целью получения поверхностей с минимальной шероховатостью (Ra=0,08-0,02 мкм).
Рассмотрим особенности работы, конструкцию и применяемую оснастку токарно-винторезного станка.
Токарный станок — станок для обработки резанием (точением) заготовок из металлов и др. материалов в виде тел вращения. На токарных станках выполняют обточку и расточку цилиндрических, конических и фасонных поверхностей, нарезание резьбы, подрезку и обработку торцов, сверление, зенкерование и развертывание отверстий и т. д. Заготовка получает вращение от шпинделя, резец — режущий инструмент — перемещается вместе с салазками суппорта от ходового вала или ходового винта, получающих вращение от механизма подачи.
В состав токарной группы станков входят станки выполняющие различные операции точения: обдирку, снятие фасок, растачивание и т. д.
Значительную долю станочного парка составляют станки токарной группы. Она включает, согласно классификации ЭНИМС, девять типов станков, отличающихся по назначению, конструктивной компоновке, степени автоматизации и другим признакам. Станки предназначены главным образом для обработки наружных и внутренних цилиндрических, конических и фасонных поверхностей, нарезания резьб и обработки торцовых поверхностей деталей типа тел вращения с помощью разнообразных резцов, свёрел, зенкеров, развёрток, метчиков и плашек.
Применение на станках дополнительных специальных устройств (для шлифования, фрезерования, сверления радиальных отверстий и других видов обработки) значительно расширяет технологические возможности оборудования.
Токарные станки, полуавтоматы и автоматы, в зависимости от расположения шпинделя, несущего приспособление для установки заготовки обрабатываемой детали, делятся на горизонтальные и вертикальные. Вертикальные предназначены в основном для обработки деталей значительной массы, большого диаметра и относительно небольшой длины. Самый известный токарный станок в советское время – 16К20
Токарно-винторезный станок
Токарно-винторезный станок предназначен для выполнения разнообразных токарных и винторезных работ по
чёрным и цветным металлам, включая точение конусов, нарезание метрической, модульной, дюймовой и питчевых резьб.
Токарно-винторезные станки являются наиболее универсальными станками токарной группы и используются главным образом в условиях единичного и мелкосерийного производства. Конструктивная компоновка станков практически однотипна. Основными узлами принятого в качестве примера станка 16К20 являются:
-
станина, на которой монтируются все механизмы станка; -
передняя (шпиндельная) бабка, в которой размещаются коробка скоростей, шпиндель и другие элементы; -
коробка подач, передающая с необходимым соотношением движение от шпинделя к суппорту (с помощью ходового винта при нарезании резьбы или ходового валика при обработке других поверхностей); -
фартук, в котором преобразуется вращение винта или валика в поступательное движение суппорта с инструментом;
В пиноли задней бабки может быть установлен центр для поддержки обрабатываемой детали или стержневой инструмент (сверло, развертка и т. п.) для обработки центрального отверстия в детали, закрепленной в патроне;
суппорт служит для закрепления режущего инструмента и сообщения ему движений подачи.
Суппорт состоит из нижних салазок (каретки), перемещающихся по направляющим станины. По направляющим нижних салазок перемещаются в направлении, перпендикулярном к линии центров, поперечные салазки, на которых располагается резцовая каретка с резцедержателями. Резцовая каретка смонтирована на поворотной части, которую можно устанавливать под углом к линии центров станка. Основными параметрами станков являются наибольший диаметр обрабатываемой детали над станиной и наибольшее расстояние между центрами. Важным размером станка является также наибольший диаметр заготовки, обрабатываемой над поперечными салазками суппорта. Токарно-винторезный станок предназначен для выполнения разнообразных токарных и винторезных работ по чёрным и цветным металлам, включая точение конусов, нарезание метрической, модульной, дюймовой и питчевых резьб.
Особенности конструкции станка 16К20
-
жесткость, виброустойчивость и температурная стабильность конструкции позволяют получать необходимую точность обработки -
коробка подач обладает высокой жесткостью кинематической цепи, имеет две электромагнитные муфты дистанционного переключения передач без остановки станка -
высокая мощность привода и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможности прогрессивных инструментов при обработке различных материалов
Несмотря на большое разнообразие конструкций станков, в их механизмах и движениях есть много общего и сходного. Поэтому применяют упрощенные, условные обозначения механизмов и их элементов (на рисунке ниже), дающие наглядное представление о кинематике станков и в некоторой степени представление об их конструкции. Схемы, вычерченные с применением условных обозначений, называются кинематическими. Условные обозначения не могут обеспечить полного представления о станке, поэтому на кинематической схеме станка дополнительно указывают диаметры шкивов, число зубьев и модуль зубчатых и червячных колес, число заходов червяка, шаг ходового винта, мощность и частоту вращения электродвигателя, опоры рычагов, порядковую нумерацию валов, рукоятки и маховики для ручного перемещения сборочных единиц (узлов) и др.
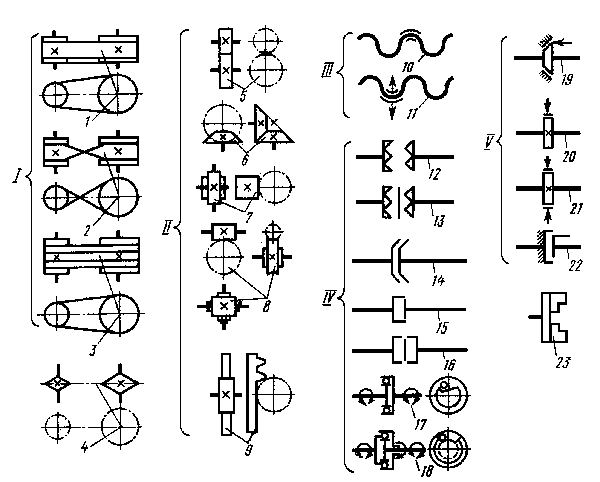
Условные обозначения основных элементов на кинематических схемах станков:
I - ременные передачи плоским ремнем (1), плоским ремнем перекрестная (2), клиновым ремнем (3), 4 - цепная передача; II - зубчатые передачи: цилиндрическими колесами (5), коническими колесами (6), винтовыми колесами (7), червячная (8), реечная (9); III - передача ходовым винтом с неразъемной (10) и разъемной (11) гайками; IV - муфты: кулачковая односторонняя (12), кулачковая двусторонняя (13), конусная (14), дисковая односторонняя (15), дисковая двусторонняя (16), обгонная односторонняя (17), обгонная двусторонняя (18); V - тормоза: конусный (19), колодочный (20), ленточный (21), дисковый (22), патронный конец шпинделя (23)
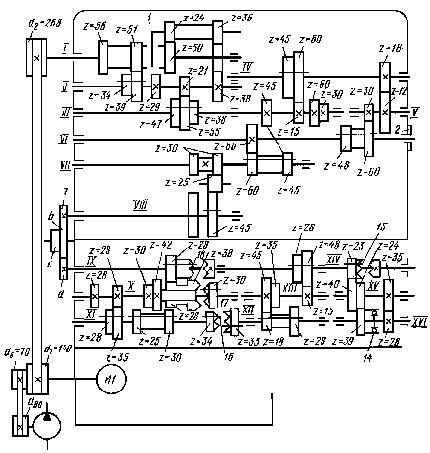
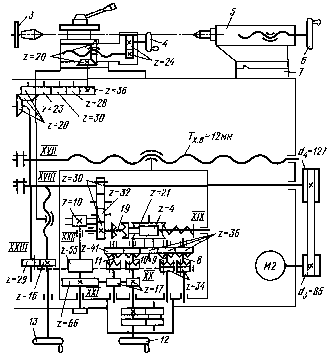
В нашей стране и за рубежом широко применяется токарно-винторезный станок мод. 16К20 производства московского станкостроительного завода “Красный Пролетарий” им. А. И. Ефремова.
Кинематическая схема токарно-винторезного станка мод. 16К20
 |  |
Заключение.
Таким образом, в ходе прохождения станочной практики были закреплены полученные во время сессии теоретические знания по видам технологических операций, выполняемых на металлорежущих станках, выбору технологического оснащения для выполнения различных станочных работ, закреплены ранее приобретенные производственные навыки по выполнению на станках различных технологическихопераций.
Литература
-
А. М. Дальский и др. Технология конструкционных материалов. — М.: Машиностроение, 1987г. -
Краткий справочник металлиста. Под ред. Орлова П.Н. 1986 г. -
Родин П.Р. Режущие инструменты.. — К.: Вища школа, 1984г. -
Якухин В.Г., Ставров В.А. Изготовление резьб. Справочник.. — М.: Машиностроение., 1989г. -
Большая советская энциклопедия. Гл. ред. А. М. Прохоров, 3-е изд. Т. 20. Плата — Проб. 1985г. -
И.И.Семенченко, В.М.Матюшин, Г.Н.Сахаров «Проектирование металлорежущих инструментов». М: Машгиз. 1963г. в ред. 1999г. -
ГОСТ 25751-83 – Инструменты режущие. Термины и определения общих понятий. -
З.И. Кремень, В.Г. Юрьев, А.Ф. Бабошкин Технология шлифования в машиностроении. — Санкт-Петербург: Политехника, 2007г. — ISBN 978-5-7325-0517 -
В.С. Лысанов Эльбор в машиностроении. — Машиностроение, 1978г.