Файл: КП. Автоматизированный электропривод типовых производственных механизмов.pdf
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 21.12.2021
Просмотров: 676
Скачиваний: 6

21
Время
поворота
корпуса
к
месту
выгрузки
и
к
исходному
положению
принимаем
6
8
t =t =15c
,
время
выгрузки
7
t =3c
.
9-
й
участок
(
пуск
ЭД
до
скорости
V
ОП
):
9
Î Ï 1
9
Î Ï
MAX
S =V t /2;
t =V /a
.
(3.10)
10-
й
участок
(
опускание
ковша
,
α
=75°-0 ):
10
K
4
10
10
Î Ï
S =2
R
/360;
t =S /V .
π
α
⋅ ⋅
(3.11)
11-
й
участок
(
торможение
ЭД
):
11
9
11
9
t =t ;S =S .
(3.12)
Время
цикла
:
i=11
Ö
i
i=1
T =
t .
Σ
(3.13)
Моменты
инерции
,
как
усилия
сопротивления
,
зависят
от
угла
копания
α
.
В
первом
приближении
для
пустого
и
нагруженного
ковша
принимаем
:
2
P
K
Ø
1
ÄÂ
2
(m +m )R
J =J +
;
i
(3.14)
2
P
K
ãð
Ø
2
ÄÂ
2
(m +m +m )R
J =J +
.
i
(3.15)
Далее
,
в
соответствии
с
указаниями
по
п
.1,
определяем
динамические
моменты
M
g1
,
строим
нагрузочную
диаграмму
,
производим
уточненный
выбор
ЭД
;
разрабатываем
систему
управления
,
рассчитываем
ее
параметры
,
строим
статические
и
динамические
характеристики
.
2.4
Автоматизированный
электропривод
продольно
-
строгального
станка
2.4.1
Описание
установки
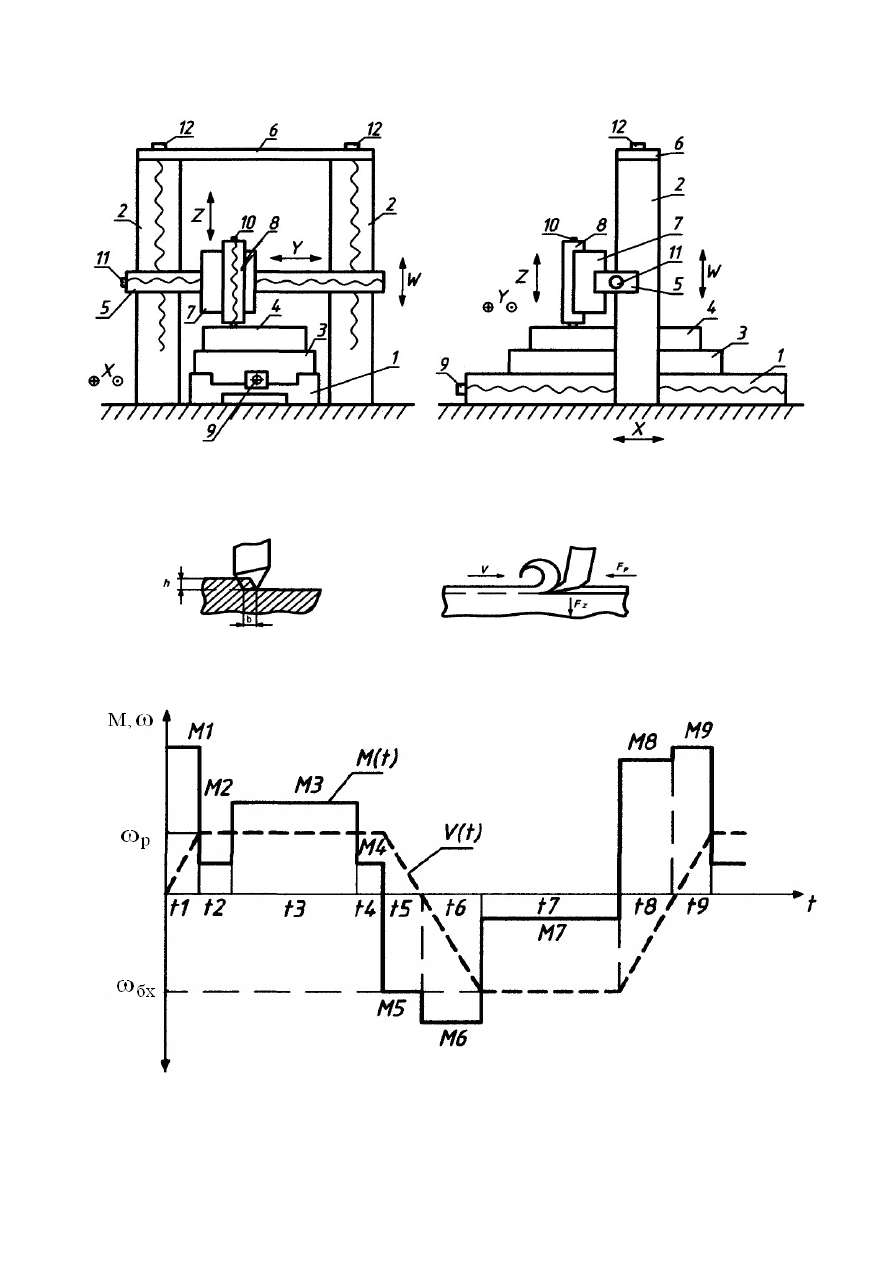
Расположение
механизмов
станка
приведено
на
рис
. 4.1.
Плоские
поверхности
типа
«
плита
»
обрабатываются
строганием
.
При
рабочем
ходе
стола
,
резцом
снимается
стружка
глубиной
h
и
шириной
b (
см
.
рис
. 4.2),
возврат
в
исходное
положение
производится
на
скорости
быстрого
хода
V
бх
при
поднятом
резце
;
одновременно
осуществляется
поперечное
смещение
по
координате
Y
на
величину
шага
строгания
b.
После
установки
детали
на
стол
(
см
.
рис
. 4.3),
закрепления
резца
на
суппорте
,
настройки
станка
(
установка
длины
прохода
l,
величины
шага
строгания
b,
рабочей
скорости
V
P
)
производится
запуск
станка
,
при
этом
реализуются
циклы
:
разгон
стола
до
скорости
резания
V
P
(
интервал
t
1
)
подход
к
детали
(t
2
).
строгание
(t
3
),
перебег
(t
4
),
реверс
стола
до
скорости
быстрого
хода
V
бх
(t
5
и
t
6
),
возврат
в
исходное
положение
(t
7
),
торможение
стола
(t
8
).
22
Рис
. 4.1.
Общий
вид
продольно
-
строгального
станка
: 1 -
станица
; 2 -
стойки
; 3 -
стол
;
4 -
деталь
; 5,6 -
подвижная
и
неподвижная
поперечины
; 7 -
сани
; 8 -
суппорт
; 9,10,11,12 –
электро
-
двигатели
подачи
стола
,
суппорта
,
саней
,
поперечины
Рис
. 4.2.
Сечение
срезаемого
слоя
при
строгании
Рис
. 4.3.
Тахограмма
и
нагрузочная
диаграмма
электропривода
стола

23
Управление
электроприводами
может
производится
в
автоматическом
режиме
с
непрерывным
отсчетом
перемещений
по
датчикам
пути
от
системы
ЧПУ
или
в
полуавтоматическом
режиме
с
контролем
перемещений
по
путевым
конечным
выключателям
от
системы
циклового
логического
управления
.
Схема
управления
должна
обеспечивать
следущие
режимы
:
а
)
Нормальная
работа
-
строгание
в
полуавтоматическом
или
автоматическом
режиме
;
б
)
управление
электроприводами
на
холостом
ходу
с
регулированием
скорости
в
ручном
режиме
;
в
)
аварийное
торможение
при
нагрузках
и
исчезновении
питания
;
г
)
ограничение
ходов
механизмов
;
д
)
блокировки
аварийных
режимов
и
их
индикацию
.
Цикл
работы
привода
подачи
стола
станка
состоит
из
интервала
времени
t
1
- t
8
по
рис
. 4.3.
2.4.2.
Исходные
данные
Таблица
4
№
по
списку
№
варианта
m
СТ
,
Т
m
g
,
Т
V
P
,
м
/
с
V
бх
,
м
/
с
L,
м
bxh,
мм
t
в
,
мм
η
в
,
м
1 2 3 4 5 6 7 8 9 10
4
1 2,0 1,0 0,5 1,0 2,0 3
х
2 20 0,95
8
2 2,8 1,4 0,5 1,0 2,5 4
х
2 20 0,95
12
3 3,2 2,0 0,6 1,2 3,0 5
х
3 25 0,92
16
4 4,0 2,5 0,6 1,2 3,5 6
х
3 25 0,92
20
5 4,8 4,0 0,7 1,4 4,0 6
х
4 40 0,88
24
6 6,0 5,0 0,7 1,4 5,0 7
х
4 40 0,88
Здесь
: m
СТ
и
m
g
–
масса
стола
и
детали
; L-
длина
детали
; b,h –
ширина
(
шаг
строгания
)
и
глубина
резания
; t
в
-
шаг
винта
;
η
в
-
КПД
винта
.
Общие
данные
:
µ
=0,08-
коэффициент
сухого
трения
в
направляющих
скольжения
;
3
êÍ ñ
b
ì
=
-
коэффициент
вязкого
трения
;
2
/
0,8
F
P
êÍ ñ
C
F bh
ì ì
=
=
-
удельный
коэффициент
резания
;
0,5
N
K
=
-
коэффициент
нормальной
составляющей
усилия
резания
.
2.4.3
Методические
указания
Усилие
резания
:
P
F
F =C bh.
(4.1)
Нормальная
составляющая
резания
,
перпендикулярная
плоскости
стола
:
N
N
P
F =K
F .
⋅
(4.2)

24
Суммарный
вес
стола
с
деталью
:
CT
g
Q=g(m +m ).
(4.3)
Усилие
сопротивления
на
быстром
ходу
:
Cáõ
áõ
F = Q+bV .
µ
(4.4)
Усилие
сопротивления
при
резании
:
CP
P
N
P
F =F + (Q+F )+bV .
µ
(4.5)
Определяем
мощность
при
резании
P
CP
P
P =F V
и
на
быстром
ходу
áõ
Cáõ
áõ
P =F V
и
по
наибольшей
из
этих
мощностей
выбираем
ЭД
,
номинальную
угловую
скорость
Í
ω
,
момент
инерции
ÄÂ
J ,
КПД
ÄÂ
η
,
перегрузочную
способность
по
току
i
λ
.
Т
.
к
.
реализация
скорости
áõ
V
обычно
производится
при
регулировании
двигателя
при
P=const ,
то
необходимо
выбрать
ЭД
с
2-
х
зонным
регулированием
с
диапазоном
во
2-
й
зоне
max
áõ
ã
H
â
V
P =
.
t
ω
ω
≥
Угловая
скорость
винта
при
резании
:
P
â
2 V
1000
.
t
â
π
ω
=
(4.6)
Передаточное
число
редуктора
:
H
i=
/ .
â
ω ω
(4.7)
КПД
редуктора
P
η
определяем
в
соответствии
с
указаниями
п
.1.
Общий
КПД
механизма
подачи
стола
:
1
.
â P
η η η
=
(4.8)
Номинальный
момент
ЭД
в
1-
й
зоне
регулирования
:
H
H
H
M =P /
.
ω
(4.9)
Пусковой
момент
ЭД
в
1-
й
зоне
:
Ï
i
H
M = M .
λ
(4.10)
Значения
M
H
и
M
П
во
2-
й
зоне
обратно
пропорциональны
отношению
(
ω
>
ω
н
)/
ω
н
или
уменьшаются
прямо
пропорционально
изменению
потока
возбуждения
ЭД
.
Моменты
сопротивления
при
резании
(
М
3
по
рис
. 4.3)
и
на
быстром
ходу
(
М
7
по
рис
. 4.3):
CP â
3
1 F t
M =
;
2
1000
π
⋅
(4.11)
Cáõ â
7
1 F t
M =
;
2
1000
π
⋅
(4.12)
Приведенный
момент
инерции
привода
подачи
стола
:
2
'
â
'
ÄÂ
ñò
g
t
J =J +(m +m )
.
2000
i
π
⋅
(4.13)

25
Время
разгона
привода
в
1-
й
зоне
:
'
'
H
1
Ï
ñò
âò
J
t
,
M -M -0,5M
ω
=
(4.14)
где
М
ст
,
М
вт
–
приведенные
к
ЭД
моменты
сухого
и
вязкого
трения
при
V=V
P
.
Угловое
ускорение
при
разгоне
:
1
H 1
/t .
ε ω
=
(4.15)
Динамический
момент
:
'
g1
1 '
M = J .
ε
(4.16)
Путь
разгона
:
P 1
1
V t
S =
.
2
(4.17)
Пути
перебега
(
2
S
и
4
S
по
рис
. 4.3)
принимаем
2
4
1
0,5
S
S
S
=
=
,
тогда
:
2
2
4
P
S
t =t =
.
V
(4.18)
Время
прохода
при
строгании
:
3
P
L
t =
.
V
(4.19)
Время
торможения
привода
:
'
1 H
5
Ï
ñò
âò
J
t =
.
M +M +M
ω
(4.20)
Время
разгона
привода
до
скорости
ω
вх
(
интервал
t
6
по
рис
. 4.3)
следует
разбить
на
два
участка
:
'
6
1
t =t -
участок
разгона
до
скорости
H
P
=
(V=V )
ω ω
и
участок
"
6
t
разгона
со
скорости
H
P
(V=V )
ω
до
max
áõ
(V=V )
ω
:
'
"
1
max
H
6
Ï
ñò
âò
J (
-
)
t =
.
0,75M -M -M
ω
ω
(4.21)
Время
возврата
в
исходную
позицию
по
скорости
V
бх
:
2
57
áõ
L+2S
t =
.
V
(4.22)
Время
торможения
t
8
так
же
разделяем
на
2
участка
:
'
"
1
max
H
8
Ï
ñò
âò
J (
-
)
t =
;
0,75M +M +M
ω
ω
(4.23)
'
8
5
t =t .
(4.24)
Далее
,
в
соответствии
с
указаниями
по
п
.1,
строим
нагрузочную
диаграмму
,
производим
уточненный
выбор
ЭД
,
разрабатываем
систему
управления
,
рассчитываем
ее
параметры
,
строим
статические
и
динамические
характеристики
.