Файл: Реферат по дисциплине Технология электроконтактной сварки.doc
Добавлен: 22.11.2023
Просмотров: 270
Скачиваний: 14
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Министерство образования и науки Российской Федерации
Федеральное государственное бюджетное образовательное учреждение
высшего образования
«Волгоградский государственный технический университет»
Факультет технологии конструкционных материалов
Кафедра «Оборудование и технология сварочного производства»
РЕФЕРАТ
по дисциплине «Технология электроконтактной сварки»
тема: «Основные виды контактной сварки и их применение»
Выполнил:
студент группы МС-328
Арбатский Д.В
Проверил:
Савинов А.В.
Волгоград, 2023 г.
Введение
Электрическая контактная сварка – это ведущий вид сварки в нашей промышленности. Она относится к видам сварки с кратковременным нагревом места соединения без оплавления или с оплавлением и осадкой разогретых заготовок. Характерная особенность этих процессов – пластическая деформация, в ходе которой формируется сварное соединение. Электрическая контактная сварка была изобретена американцем Элиху Томсоном в конце XIX в. На протяжении многих десятилетий сварку улучшали и совершенствовали, пока, наконец, она прочно не вошла в нашу промышленность.
Первоначально этот процесс был предназначен для скрепления тонких металлических листов. Благодаря целому ряду преимуществ он немедленно завоевал огромный успех, особенно потому, что момент его изобретения совпал с появлением первых автомобилей. В результате этот процесс быстро нашел себе применение в монтаже конструкции автомобильного кузова. Позднее электрическую контактную сварку начали применять изготовители подвижного состава, металлической отделки и бытовых приборов.
Важными привлекательными моментами контактной сварки являются высокая производительность и небольшой расход дополнительных материалов, а именно воды, газа, флюса и присадки, причем сварные соединения имеют высокое качество. Контактная сварка высокопроизводительна, позволяет значительно проще механизировать и автоматизировать процессы изготовления деталей, сократить расход основных и вспомогательных материалов. Эти преимущества особенно заметно проявляются в массовом и крупносерийном производстве. Эффективность контактной электросварки обусловливается большой скоростью сварочного процесса, обеспечивающей высокую производительность электросварочного оборудования, и отсутствием необходимости в присадочном материале.
К недостаткам электрической контактной сварки относится большой вес сварочных аппаратов и потребность их в больших токах, что привязывает данный вид оборудования только к стационарным условиям эксплуатации.
-
Основы электрической контактной сварки
Принцип контактной электрической сварки заключается в подаче сильного тока между двумя листами металла в строго определенной точке. Этот ток – около 6000 А для листов толщиной 1 мм – подается через медные электроды, причем свариваемые листы сильно прижимаются друг к другу с помощью рычажных сварочных клещей или ручной системы сжатия с усилением зажима. В течение около ¼ секунды листы нагреваются до предельной температуры плавления. Усилие, прилагаемое к электродам (около 150 кг), смешивает друг с другом молекулы металла, выполняя тем самым процесс сварки. Металл не должен полностью разжижаться, так как в этом случае он будет выдавлен при внезапном расширении, что приведет к образованию низкоконсистентного, пористого или просто полого ядра сварной точки.
Фактически контактная сварка является просто современной аналогией метода, применяемого когда-то кузнецами: они нагревали два элемента докрасна, а потом ковали их молотом, чтобы прочно соединить. Сегодня электричество заменяет кузнечный горн, а усилие рычажных сварочных клещей пришло на смену молоту[2].
В базовой основе принципов электрической контактной сварки лежит давление, помноженное на тепло. Заготовки в месте соединения нагревают и сжимают определенным усилием. Нагрев осуществляют теплом, которое выделяется в заготовках и в контактах между ними при прохождении электрического тока. Для получения качественных сварных деталей металл в месте соединения нагревают до расплавления и лишь в отдельных способах (например, при стыковой контактной сварке сопротивлением) – до пластического состояния. Примыкающие к месту соединения зоны должны быть нагреты до температур, обеспечивающих требуемую пластическую деформацию заготовок. В процессе этой деформации происходит удаление окислов из места соединения, устранение раковин и уплотнение металла.
Количество тепла, выделяемого в зоне сварки, определяют по формуле Ленца–Джоуля:
Q = 0.24I2Rt
где Q – количество тепла; I – сила сварочного тока; R – общее сопротивление зоны сварки; t – время нагревания.
Основное влияние на нагрев оказывает сила сварочного тока. Например, при данном количестве тепла, расходуемом за один сварочный цикл, увеличение силы тока вдвое приведет к уменьшению времени нагревания более чем в 4 раза.
Характер нагрева заготовок, оказывающий большое влияние на качество сварного соединения, в значительной мере зависит также от величины общего сопротивления зоны сварки и соотношения между его отдельными составляющими. Общее сопротивление состоит из контактного сопротивления между заготовками, сопротивлений самих заготовок и сопротивлений между электродами и заготовками. При сварке неочищенных заготовок контактные сопротивления изменяются в широких пределах. Это приводит к изменению температур нагрева заготовок, в результате чего снижается стабильность прочностных показателей сварных соединений. Кроме того, при сварке неочищенных заготовок увеличивается износ электродов, а в сварных соединениях возникают дефекты[3].
-
Основные виды электрической контактной сварки и их применение
Наиболее широкое применение получили следующие основные виды контактной сварки: стыковая, точечная и шовная (роликовая). Каждый из этих видов сварки может осуществляться различными способами, отличающимися по технологическим признакам, роду используемой электроэнергии и способу подвода тока к свариваемым заготовкам.
2.1 Стыковая сварка
Заготовки сваривают по всей плоскости их касания. В зависимости от марки металла, площади сечения заготовок и требований к качеству соединения стыковую сварку можно выполнять следующими способами.
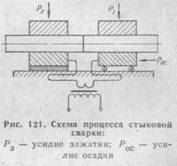
Стыковая сварка сопротивлением. Заготовки, установленные и закрепленные в стыковой машине, прижимают одну к другой усилием определенной величины, после чего по ним пропускают электрический ток. При нагревании металла в зоне сварки до пластического состояния происходит осадка. Ток выключают до окончания осадки. Этот способ сварки требует механической обработки и тщательной зачистки поверхностей торцов заготовок. Неравномерность нагрева и окисление металла на торцах заготовок понижают качество сварки сопротивлением, что ограничивает область ее применения. С увеличением сечения заготовок качество сварки снижается особенно заметно, главным образом из-за образования окислов в стыке.
Стыковая сварка непрерывным оплавлением состоит из двух стадий: оплавления и осадки. Заготовки устанавливают в зажимах машины, затем включают ток и медленно сближают их. При этом торцы заготовок касаются в одной или нескольких точках. В местах касания образуются перемычки, которые мгновенно испаряются и взрываются. Взрывы сопровождаются характерным выбросом из стыка мелких капель расплавленного металла. При дальнейшем сближении заготовок образование и взрыв перемычек происходят на других участках торцов. В результате заготовки прогреваются в глубину, а на торцах возникает тонкий слой расплавленного металла, облегчающий удаление окислов из стыка. В процессе оплавления заготовки укорачиваются на заданный припуск. Оплавление должно быть устойчивым (непрерывное протекание тока при отсутствии короткого замыкания заготовок), особенно перед осадкой. При осадке скорость сближения заготовок резко увеличивают, осуществляя при этом пластическую деформацию на заданный припуск. Переход от оплавления к осадке должен быть мгновенным, без малейшего перерыва. Осадку начинают при включенном токе и завершают при выключенном. Стыковая сварка непрерывным оплавлением обеспечивает равномерный прогрев заготовок по сечению и позволяет получать стабильное качество стыков. Ее существенным преимуществом является также возможность сравнительно легко автоматизировать процесс.
Стыковая сварка оплавлением с подогревом отличается от сварки непрерывным оплавлением тем, что перед началом процесса оплавления заготовки подогревают в зажимах машины периодическим смыканием и размыканием при постоянно включенном токе. При этом происходит процесс прерывистого оплавления и заготовки укорачиваются на заданный припуск. Выдержка при замыкании составляет около 0,5–3 с, а при размыкании 2–6 с. Количество замыканий может быть от одного до нескольких десятков в зависимости от размеров сечения заготовок. Применение стыковой сварки оплавлением с подогревом позволяет предупредить резкую закалку и, следовательно, получить более пластичные стыки при сварке закаливающейся стали; снизить требуемую мощность машины или на машине данной мощности сваривать заготовки с большими площадями сечения; осуществить осадку при меньшем усилии; сократить общий припуск на сварку[4].
2.2 Точечная сварка
Заготовки соединяют сваркой в отдельных местах, условно называемых точками. Размеры и структура точки, определяющие прочность соединения, зависят от формы и размеров контактной поверхности электродов,
силы сварочного тока, времени его протекания через заготовки, усилия сжатия и состояния поверхностей заготовок. Качественная сварная точка характеризуется наличием общего для обеих заготовок литого ядра определенных размеров.
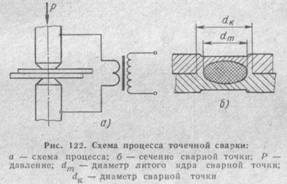
Последовательность операций точечной сварки следующая. Заготовки устанавливают и затем плотно сжимают между электродами контактной машины. Включают ток, и заготовки быстро нагреваются; особенно быстро нагреваются участки металла, прилегающие к контакту между заготовками, так как эти участки имеют повышенное электрическое сопротивление. Кроме того, они менее подвержены охлаждающему действию электродов. В момент образования в зоне сварки расплавленного ядра заданных размеров ток выключают. После выключения тока заготовки кратковременно выдерживают между электродами под действием усилия сжатия, в результате чего происходит охлаждение зоны сварки, кристаллизация расплавленного металла и уменьшение усадочной раковины в ядре сварной точки. Силу тока и усилие сжатия заготовок устанавливают постоянными или меняют по определенному графику в течение цикла сварки одной точки. Характер их изменения определяется толщиной и материалом свариваемых заготовок. Точечной сваркой можно сваривать листовые заготовки одинаковой или разной толщины, пересекающиеся стержни, листовые заготовки со стержнями или профильными заготовками (уголками, швеллерами, таврами и т.п.).
Точечную сварку применяют для соединения заготовок из сталей различных марок (углеродистой, легированной, нержавеющей, жаростойкой и др.), а также из цветных металлов и их сплавов. Точечной сваркой можно соединять заготовки из разнородных металлов. Толщина каждой из заготовок, соединяемых точечной сваркой, может быть от сотых долей миллиметра до 35 мм. В зависимости от количества свариваемых точек, способа подвода тока к заготовкам и других факторов применяют различные способы точечной сварки.
2.3 Роликовая сварка
Роликовая (шовная сварка) – разновидность контактной сварки, при которой между свариваемыми частями заготовки образуется прочное и плотное соединение. Электроды выполняют в виде плоских роликов, между которыми пропускают свариваемые заготовки.