Файл: 15. 01. 25 Станочник (металлообработка) Группа ст163.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 22.11.2023
Просмотров: 46
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Переход 3

Точить цилиндрическую поверхность ⌀=20 -0,13 мм, на l=38 мм.
резец проходной упорный Т15К6.
1. t=2,5 мм
2. i=2
3. S=0.4 мм./об.
4. V=166 м/мин.
5. nр =1762 об/мин
nф =1600 об/мин.
Тмаш.=0.08 мин.
Операция 010
Установ А
Переход 4

Точить цилиндрическую поверхность ⌀=11,8 мм, на l=17 мм.
резец проходной упорный Т15К6.
1. t=4 мм
2. i=2
3. S=0.4 мм./об.
4. V=166 м/мин.
5. nр=1762 об/мин
nф=1600 об/мин.
Тмаш.=0.08 мин.
Операция 010
Установ А
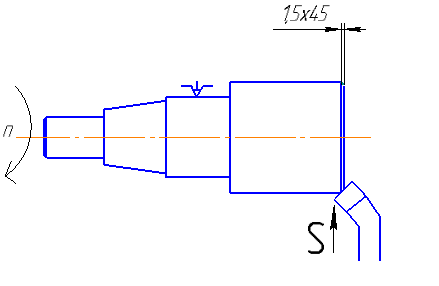
Переход 5
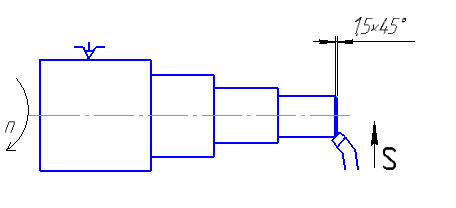
Точить фаску 1,5x45° резец проходной отогнутый Т15 К6.
1. t=1,5 мм
2. i=1
3. S=0.4 мм./об.
4. V=166 м/мин.
5. nр =1762 об/мин
nф =1600 об/мин.
Тмаш.=0.08 мин.
Операция 010
Установ А
Переход 6
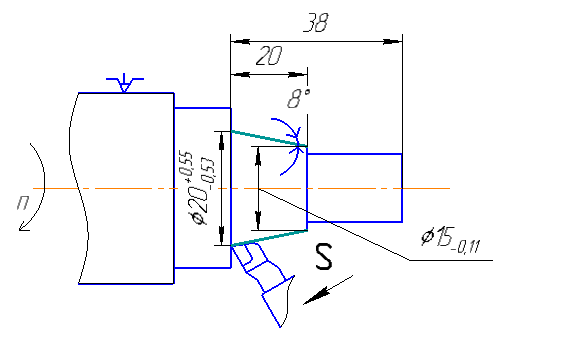
Повернуть верхние салазки суппорта на угол 8˚.
Точить коническую поверхность D=20
 мм, d=15-0,11 мм на l=20мм
мм, d=15-0,11 мм на l=20ммрезец проходной упорный Т15К6.
1. t=4 мм
2. i=5
3. S=0.1 мм./об.(ручная)
4. V=122 м/мин.
5. nр =1295 об/мин
nф =1250 об/мин.
Тмаш.=0.06 мин.
Операция 010
Установ А
Переход 7

Нарезать резьбу М12×1,75
Плашка М12-Р18
1. t = 1,3 мм
2. i = 1
3. S = 1,5 мм/об
4. n = 60 об/мин
5. V = 14 м/мин.
Тмаш.=0,08мин
Операция 010.
Установ Б.
Переход 1.
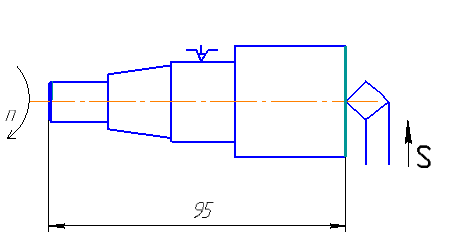
Подрезать торец на размер L=95-0.35мм резец проходной
отогнутый Т15 К6
1. t=1 мм
2. i=1
3. S=0,2 мм./об.
4. V=198 м/мин.
5. nр =1236 об/мин.
nф =1250 об/мин.
Тмаш.=0,106 мин.
Операция 010.
Установ Б.
Переход 2.
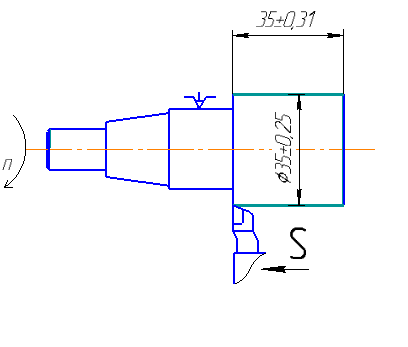
Точить цилиндрическую поверхность ⌀35-0,25 l=35+0,31
резец проходной упорный Т15К6
1. t=0,5 мм
2. i=2
3. S=0,6 мм./об.
4. V=157 м/мин.
5. nр =980 об/мин.
nф =1000 об/мин.
Тмаш.=0,04 мин.
Операция 010.
Установ Б.
Переход 3.
Точить фаску 1,5х45° резец проходной отогнутый
1. t=1,5 мм
2. i=1
3. S=0,5 мм./об.
4. V=166 м/мин.
5. nр =2937 об/мин.
nф =1600 об/мин.
Тмаш.=0,03 мин.
Операция 010.
Установ Б.
Переход 4.

Точить канавку ⌀29-0,52 ширина 4мм резец
канавочный Т15 К6
1. t=7 мм
2. i=1
3. S=0,14 мм./об.
4. V=107 м/мин.
5. nр =655 об/мин.
nф =600 об/мин.
Тмаш.=0,32 мин.
Операция 010.
Установ Б.
Переход 5.
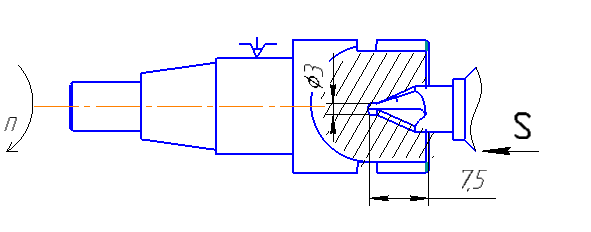
Сверлить центровое отверстие на l=7.5
Сверло центровочное комбинированное ⌀3мм
1. t=1,5 мм
2. i=1
3. S-ручная
4. V=20 м/мин.
5. nр =127 об/мин.
nф =125 об/мин.
Тмаш.=1,13 мин.
Операция 010
Установ Б
Переход 6

Сверлить глухое отверстие ⌀18+-0,32 l=18
Сверло спиральное Р18 ⌀18
1. t=9мм
2. i=1
3. S-ручная
4. V=40 м/мин.
5. nр =256 об/мин.
nф =250 об/мин.
Тмаш.=1,24 мин.
Операция 010
Установ Б
Переход 7

Расточить глухое отверстие ⌀20+-0,52 l-15
резец расточной упорный Т15 К6
1. t=1 мм
2. i=1
3. S=0,1 мм./об.
4. V=40 м/мин.
5. nр =256 об/мин.
nф =250 об/мин.
Тмаш.=1,24 мин.
Операция 010
Установ В
Переход 1

Шлифовка цилиндрической поверхности ⌀25-0,013
круг 18А 36Н Т1 Б5
1. t= 0,5мм
2. i=1
3. S= 0,11мм./об.
4. V= 30м/мин.
5. nр = 1000об/мин.
nф = 600об/мин.
Тмаш.=1,10 мин.

Управляющая программа на обработку детали «валик»
Одна из способов сокращения машинного времени является обработка заготовки на станках с ЧПУ
Установ А
T1 D1
G97 S1000 M4
G0 Z0 X36
X-1.6 F0.2 G1
CYCLE95(«cont1»2,0.5,1,0,0.2,0.001,0.1,9,0,0)
T3 D1
G97 S400 M4
G1 F0.18 X-1.6
Z0 X37
Z-70
X27
X37
Z95
T4 D1
CYCLE97(1.75,0,,-18,11.8,11.8,1,1,1,1,-30,0,1,1,3,1,1)
G0 X200 Z400
M5
M30
«CONT1»
G0 Z0 X12
G1 Z-18
X15
Z-38 X21
X25
Z-56
X36
Z-97
M17
Установ Б
T1 D1
G97 S1000 M4
X-1.6 F0.2 G1
М8
CYCLE95(«cont2»2,0.5,1,0,0.2,0.001,0.1,9,0,0)
T6 D1
G97 S400 M3
G1 Z1 X0
CYCLE83E(0,-20,-6,0,0.1,1,1,1,1,1)
Z36 G0
T7 D1
G97 S400 M4
G0 Z1 X15
CYCLE95(«cont3»2,0.1,1,0,0.2,0.008,11,1,1,1)
G0 X200 Z400
M5
М9
M30
CONT2
G0 Z0 X36
G1 Z-30
M17
CONT3
G1 Z0 X20
Z-18
X15
M17
2.3 Выбор и характеристика оборудования
Для обработки детали «Валик» в условиях единичного производства предлагаю использовать токарно-винторезный станок 16К20 (Рис. 2.4.4),
и универсальный кругло шлифовальный станок 312М (Рис.2.4.5).
Универсальный токарно-винторезный станок 16К20 предназначен для выполнения различных токарных работ, в том числе для нарезания метрической, дюймовой, модульной, питчевой резьбы повышенной точности.
Таблица 2.3.1 – технические характеристики станка 16К20
| Наименование | |
| Наибольший диаметр обработки над станиной | 400 мм |
| Наибольший диаметр обработки над суппортом | 220 мм |
| Длина обрабатываемой заготовки | 750...1500 мм |
| Диаметр отверстия в шпинделе | 55 мм |
| Число ступеней вращения шпинделя | 23 |
| Размер конуса в шпинделе | Морзе 6 |
| Частота вращения шпинделя | 12,5...2000 об/мин. |
| Число ступеней продольных подач | 42 |
| Число ступеней поперечных подач | 42 |
| Продольные подачи | 0.07-4,16 мм/об |
| Поперечные подачи | 0,035...2,08 |
| Число нарезаемых метрических резьб | 45 |
| Число нарезаемых дюймовых резьб | 28 |
| Число нарезаемых питчевых резьб | 37 |
| Число нарезаемых модульных резьб | 38 |
| Число нарезаемых резьб архимедовой спирали | 5 |
| Шаг нарезания метрической резьбы | 0,5...192 мм |
| Шаг нарезания дюймовой резьбы | 24...1,625 ниток на дюйм |
| Шаг нарезания модульной резьбы | 0,5...48 модулей |
| Шаг нарезания питчевой резьбы | 96...1 питч |
| Шаг нарезания резьбы архимедовой спирали | 3/8", 7/16" дюймов (8, 10, 12 мм) |
| Наибольшее перемещение пиноли задней бабки | 200 мм |
| Поперечное смещение корпуса задней бабки | +/-15 мм |
| Наибольшее сечение резца | 25 |
| Питание | 220/380В, 50Гц |
| Мощность электродвигателя главного привода | 10 кВт |
| Мощность электродвигателя привода ускоренного перемещения суппорта | 0,75...1,1 |
| Габаритные размеры (длина*ширина*высота) | 2812/1166/1324 мм |
| Масса | 2140 кг |

Рисунок 2.4.4 Токарно-винторезный станок 16К20
Таблица 2.4.5 Технические характеристики станка универсальный кругло шлифовальный станок 312М
| Наибольший размер устанавливаемого изделия | 200 мм |
| Расстояние между центрами | 500мм |
| Высота центров | 110мм |
| Диаметр шлифования | 7-40мм |
| Наибольшая длина шлифования | 500мм |
| Длина | 2000 |
| Ширина | 1365 |
| Высота | 1365 |
| Масса станка | 2300кг |

Рисунок 2.4.5 Универсальный кругло шлифовальный станок 312М
2.4 Выбор и описание приспособлений
Для изготовления детали «Валик» в условиях единичного производства предлагаю использовать следующее оборудование:
- при токарной обработке
-трехкулачковый самоцентрирующийся патрон (рис 2.4.6)
Этот патрон имеет 3 кулачка, которые одновременно сходятся к центру или расходятся от него. Кулачки обеспечивают точное центрироование заготовки (совпадение и заготовок, с осью вращения шпинделя. Кулачки предназначены для закрепления заготовки по внутренней и наружной поверхностью

Рисунок 2.4.6 Трехкулачковый самоцентрирующийся патрон
- сверлильный патрон (рис 2.4.7).Патрон сверлильный применяется на сверлильных, фрезерных станках, а также на обрабатывающих центрах. Предназначен для закрепления осевого инструмента (сверл) с цилиндрическим хвостовиком. Специальная конструкция и технологические особенности позволяют обеспечить надежное крепление инструмента. Сверлильные патроны имеют посадочную поверхность В10, В12, В15, В18, В22, J1,J2, J3, J33, J4, J6, JO, J2S, . Точность патрона 0,15 мм.
Рисунок 2.4.7 Сверлильный патрон
Для изготовления детали «Валик» в единичном производстве предлагаю использовать следующий режущий инструмент :