Добавлен: 22.11.2023
Просмотров: 99
Скачиваний: 3
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Оптимальный вылет электродной проволоки

(1.7)

 Плотность тока
Плотность тока 
(1.8)
Найдем величину коэффициента расплавления и наплавки [5] при условии, что при величине сварочного тока более 210 А при сварке проволокой диаметром 1,2 мм величина потерь составляет 1,5 %.
(1.9)

(1.10)

где
 – коэффициент расплавления г/А∙ч;
– коэффициент расплавления г/А∙ч; – коэффициент наплавки г/А∙ч
– коэффициент наплавки г/А∙чСкорость сварки корневого прохода
(1.11)

Где
 - плотность стали, =7.8г/с
- плотность стали, =7.8г/с
 Напряжение на дуге
Напряжение на дуге
(1.12)

Погонная энергия

(1.13)

Где
 - погонная энергия, Дж/см
- погонная энергия, Дж/см - коэффициент полезного действия дуги,
- коэффициент полезного действия дуги,
=0.75
Коэффициент провара
(1.14)

где
 – коэффициент провара
– коэффициент провараК – коэффициент, величина которого зависит от плотности тока и полярности; при j≥120А/мм2 для постоянного тока обратной полярности К = 0,92
Коэффициент формы провара описывает соотношение ширины шва к глубине проплавления. Нормально сформированными считаются сварные швы с коэффициента
в пределах = 0,8÷4, то сварной шов соответствует нормам формирования. Глубина проплавления
Глубина проплавления
(1.15)
где h – глубина проплавления заданная h = 5,0 мм, расчетная глубина проплавления h = 4,5 мм. Результат расчета удовлетворительный.
Скорость подачи электродной проволоки, м/ч

(1.16)

Таблица 1.4- Параметры режима сварки корневого шва
 ,мм ,мм |  ,А ,А |  ,мм ,мм |  ,м/ч ,м/ч |  ,В ,В |  ,м/ч ,м/ч |  , , |
| 1.2 | 175±5 | 12±2.4 | 10.6±1 | 23 | 430 | 20 |
Рассчитаем режимы 2 прохода (основного)
Площадь наплавленного металла для второго прохода

(1.17)


где
 – расчетная глубина проплавления, мм
– расчетная глубина проплавления, мм Диаметр электродной проволоки
Диаметр электродной проволоки
(1.18)

Примем
 = 1,2 мм, как диаметр проволоки из основного ряда диаметров
= 1,2 мм, как диаметр проволоки из основного ряда диаметровпо ГОСТ 2246-70.
Значение сварочного тока

(1.19)
Примем Iсв = 205±5А
Оптимальный вылет электродной проволоки

(1.20)

Плотность тока

(1.21)
Коэффициент расплавления и наплавки
(1.22)

(1.23)

где
 – коэффициент расплавления г/А∙ч;
– коэффициент расплавления г/А∙ч; – коэффициент наплавки г/А∙ч
– коэффициент наплавки г/А∙чСкорость сварки
(1.24)

Напряжение на дуге

(1.25)

Скорость подачи электродной проволоки

(1.26)

 | |  |  |  |  ,м/ч ,м/ч |  |
| 1.2 | 205±5 | 12±2.4 | 17±1 | 24±2 | 645±10 | 28 |
 2. Выбор сварочного оборудования
2. Выбор сварочного оборудованияПо результатам расчетов параметров режима сварки для автоматической сварки под флюсом продольных и кольцевых наружных швов выбираем сварочный автомат PRD-100, который предназначен для дуговой сварки неплавящимся электродом на постоянном токе в среде инертных газов изделий из малоуглеродистых и низколегированных сталей, с водяным охлаждением горелки.
Установка орбитальной сварки состоит из нескольких основных компонентов. Одним из основных является источник питания. С ним в комплекте идет контроллер, отвечающий за параметры рабочих режимов. Основным рабочим инструментом является сварочная голова, которая работает вместе с механизмом автоматической подачи проволоки. Этот механизм может работать на нескольких скоростях, в зависимости от заданных условий работы. Иногда требуется теплоноситель, который также входит в конструкцию. Крепление головы делается таким образом, чтобы она могла перемещаться вокруг трубы, по так называемой орбите.
Автомат PRD-100 имеет возможность осуществлять сварку одной горелкой, так же есть функция поперечного колебания. Состоит из корпуса
, привода перемещения, роликов с помощью которых перемещается по хомуту направляющей, привода поперечного перемещения сварочной головки, системы водяного охлаждения .
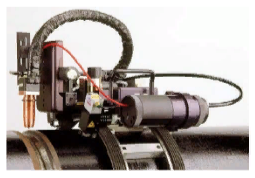
Рисунок 1.6- Установка для сварки PRD-100
Головка РRD 100 разработана для сварки труб больших диаметров неплавящимся электродом в среде инертного газа (TIG). Точное и высокотехнологичное исполнение позволяет качественно и быстро сваривать трубы наружным диаметром от 100 и более мм. Иными словами, головка может перемещаться по плоскости. Данная головка имеет компактное исполнение и требует очень малого пространства вокруг наружной поверхностью свариваемой трубы - всего 73 мм (в радиальном направлении).
 Головка имеет водяное охлаждение и работает на сварочном токе до 400 А (импульсный режим). Перемещение головки осуществляется по направляющим, которые быстро и точно фиксируются на трубе. Программа цикла сварки с установленными величинами сварочных параметров контролируется микропроцессорной системой. Головка РRD оснащена функцией контроля напряжения на дуге, системой поперечных колебаний.
Головка имеет водяное охлаждение и работает на сварочном токе до 400 А (импульсный режим). Перемещение головки осуществляется по направляющим, которые быстро и точно фиксируются на трубе. Программа цикла сварки с установленными величинами сварочных параметров контролируется микропроцессорной системой. Головка РRD оснащена функцией контроля напряжения на дуге, системой поперечных колебаний.Совместима для работы со сварочным источником МесhTig 4000i с блоком управления MechControl 4.
Поставка включает:
Сварочная головка РRD 100 поставляется с шлейфом соединительных шлангов и кабелей (ток, газ, вода) длиной 8 м и кабелем питания электродвигателя.
Таблица 1.4- Техническая характеристика установки для сварки головка PRD 100
| Тип сварочного процесса TIG MIG/MAG, | «холодная проволока» плазма |
| Диаметр сварочной проволоки, мм TIG MIG/MAG | 0.8;0.9;1.0;1.2;0.8; 1.0;1.2;1.4;1.6 |
| Напряжение питания, В | 380 |
| Диаметр трубы (мин./ макс.) , мм | От 140 мм до бесконечности |
| Скорость подачи проволоки, м/мин TIG TIG FC MIG/MAG | 2.8 7.9 7.9 |
| Скорость сварки, мм/мин | 30-1000 |
| Скорость перемещения, мм/мин | 30-2000 |
| Угол поворота свар. головки относит. вертик. оси, ° | ±90град |
| Угол поворота свар. головки относит. гориз. оси, ° | ±45 |
| Габаритные размеры, мм | 550x450x270мм |
| Вес, кг | 16 |