Файл: Методические указания к практическим занятия по дисциплине Процессы и операции формообразования для студентов направления 151900. 62 Конструкторскотехнологическое обеспечение машиностроительных производств.doc
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 22.11.2023
Просмотров: 206
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
- подбирают магнитострикционный материал (пермендюр -
- определяют длину волны ультразвуковых колебаний, из выражения
- определяют конструктивные размеры сердечника, рис. 5.7,а
где
Параметры ультразвуковых инструментов и концентраторов (рис.5.9) устанавливаются в зависимости от амплитуды колебаний, которая определяется технологическими требованиями, свойствами обрабатываемого материала и размерами абразивных зёрен.
Если амплитуда преобразователя
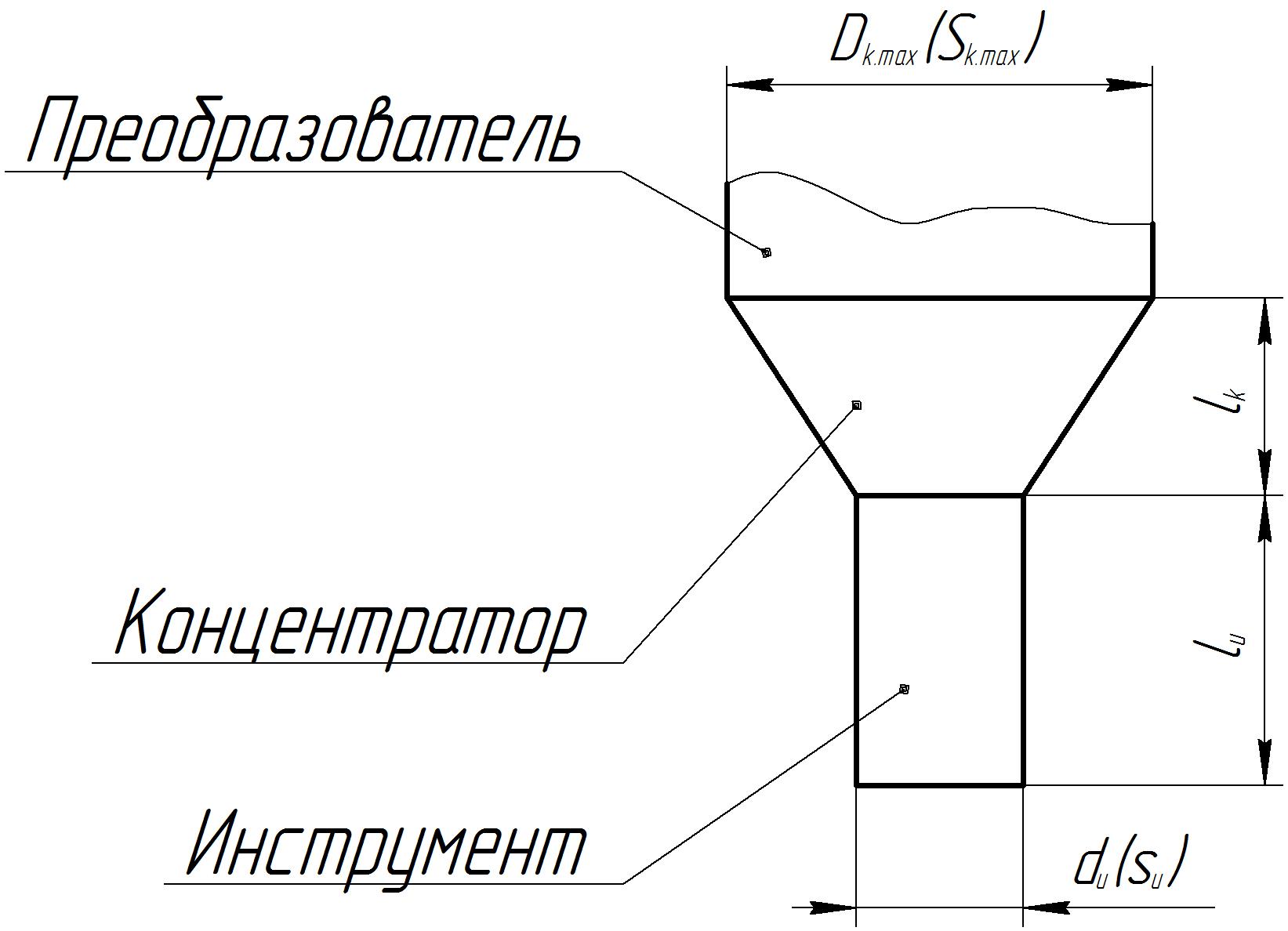
Рис. 5.9-Схема для определения параметров концентратора и инструмента
Длину концентратора (рис. 5.9) определяем по формуле
Длину инструмента определяем по формуле
где Z - припуск на обработку (глубина обработки).
Определение основных технологических показателей УРО и конструктивных параметров ультразвуковой колебательной системы
Задача. Определить производительность, основное время УРО при прошивании квадратного отверстия 1010 в стеклянной плите толщиной 40 мм и произвести расчёт основных конструктивных параметров ультразвуковой колебательной системы при следующих условиях:
- частота ультразвукового генератора
-магнитострикционный материал ультразвукового преобразователя - альфер (
- шлифпорошок карбид бора с условным диаметром зерна
- статическая нагрузка на инструмент
- циркуляция абразивной суспензии осуществляется периодическим подъёмом и опусканием инструмента (по режиму, приведённому в таблице 5.31), со скоростью холостого хода
Таблица 5.3-Режим перемещения инструмента
| Глубина обработки, мм (от – до) | 0-10 | 10-20 | 20-30 | 30-40 |
| Количество циклов вывода-ввода инструмента | 1 | 2 | 3 | 4 |
Решение:
Определяем оптимальную амплитуду колебаний инструмента из выражения 5.33:
В качестве несущей жидкости используем воду. Примем массовое отношение карбида бора к воде 1:1,5.
Определяем теоретическую производительность УРО по формуле 5.35, принимая
Определяем скорость обработки по формуле 5.36.
Определяем время обработки по формуле 5.37:
Определяем путь и время холостых ходов, пройденных инструментом для обеспечения циркуляции абразивной суспензии.
Согласно таблице 5.3, на глубине обработки 10 мм произойдёт один цикл подъёма и опускания инструмента с временем выстоя в верхнем положении 1 с и с перебегом инструмента 2 мм. На глубине обработки от 10 до 20 мм необходимо обеспечить два цикла подъёма и опускания инструмента (с глубины 15 и 20 мм) и так далее. Для каждого цикла подъёма и опускания инструмента длину холостого хода определяем из выражения
После прошивания отверстия глубиной 40 мм инструмент должен сделать перебег на 2 мм, а затем подняться в исходную точку, означающую окончание обработки. Длину холостого хода в данном случае определим как
Результаты расчёта холостых ходов инструмента сведены в таблицу 5.2.
Таблица 5.2-Результаты расчета холостых ходов инструмента
| Порядковый номер цикла холостого хода | 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 |
| Глубина отверстия, с которого осуществляется цикл, | 10 | 15 | 20 | 23,3 | 26,6 | 30 | 32,5 | 35 | 37,5 | 40 |
| Длина холостого хода (путь) пройденного инструментом за цикл, | 24 | 34 | 44 | 50,6 | 57,2 | 64 | 69 | 74 | 79 | 44 |
Время, затраченное на выполнение холостых ходов, определим из выражения
Определяем фактическое время, затраченное на обработку отверстия (формула 5.37):
Отсюда фактическая производительность (формула 5.39):
Для расчёта конструктивных параметров ультразвуковой колебательной системы примем
Определяем длину волны ультразвуковых колебаний по формуле 5.41:
Определяем конструктивные размеры сердечника-преобразователя (по формулам 5.42 ... 5.47) (рис. 5.7):
Определяем коэффициент трансформации между преобразователем и инструментом (формула 5.48):
Определяем размер концентратора и инструмента (рис.5.8). Площадь рабочей поверхности инструмента составляет
Максимальная площадь концентратора