Файл: Методические указания к практическим занятия по дисциплине Процессы и операции формообразования для студентов направления 151900. 62 Конструкторскотехнологическое обеспечение машиностроительных производств.doc
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 22.11.2023
Просмотров: 211
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
) на входе в межэлектродный промежуток и на выходе из него, для перемещения электролита и газообразных продуктов обработки. Кроме того, следует учесть местные потери ( ), путевые потери (
), путевые потери ( ), противодавления на выходе (
), противодавления на выходе ( ) и дополнительный напор (
) и дополнительный напор ( ) для перемещения электролита от насоса к заготовке и вдоль неё.
) для перемещения электролита от насоса к заготовке и вдоль неё.
 , (5.23)
, (5.23)
где - плотность жидкости;
- плотность жидкости;
g - ускорение свободного падения.
Перепад давления находим через среднюю скорость электролита
 Па, (5.24)
Па, (5.24)
где - динамическая вязкость, кг/(см)
- динамическая вязкость, кг/(см)
s - величина зазора.
Перепад давления, необходимый для выноса газообразных продуктов обработки (водорода), находим по формуле
 Па, (5.25)
Па, (5.25)
где - противодавление на выходе электролита из зазора, создаваемая для устранения разрыва струи (
- противодавление на выходе электролита из зазора, создаваемая для устранения разрыва струи ( кПа);
кПа);
 - коэффициент, увеличивающий в соотношении между объёмом твёрдых и газообразных продуктов обработки ( = 0,11...0,12);
- коэффициент, увеличивающий в соотношении между объёмом твёрдых и газообразных продуктов обработки ( = 0,11...0,12);
J - плотность тока , А/м2;
, А/м2;
S - площадь обрабатываемой поверхности.
Путевые потери зависят от конструкции трубопроводов, их длины, скорости и вязкости электролита и рассчитываются для конкретных условий.
Местные потери напора рассчитывают по значениям коэффициентов местных сопротивлений трубопровода и скорости жидкости
и скорости жидкости
 . (5.26)
. (5.26)
Дополнительный напор зависит от высоты расположения насоса относительно обрабатываемой заготовки ( ) и положения заготовки при обработке (
) и положения заготовки при обработке ( ):
):
 . (5.27
. (5.27
В таблице 5.2 приведены значения скоростей и напоров электролита, рекомендуемые для различных схем ЭХО.
Таблица 5.2-Значения скоростей и напоров электролита
Из каталога серийно выпускаемых насосов подбирают насос с характеристиками, близкими к расчётным.
Оценка точности ЭХО
Точность размеров и формы детали (рис.5.5) зависят от погрешности электрода - инструмента и от погрешностей, вызванных отклонениями режимов ЭХО (колебание электродинамических параметров, изменение свойств электролита, колебание температуры и т.д.). Значительное влияние на точность детали оказывает колебание припуска заготовки. В конце обработки погрешность детали должна быть в пределах допуска на деталь
должна быть в пределах допуска на деталь  ,
,  .
.
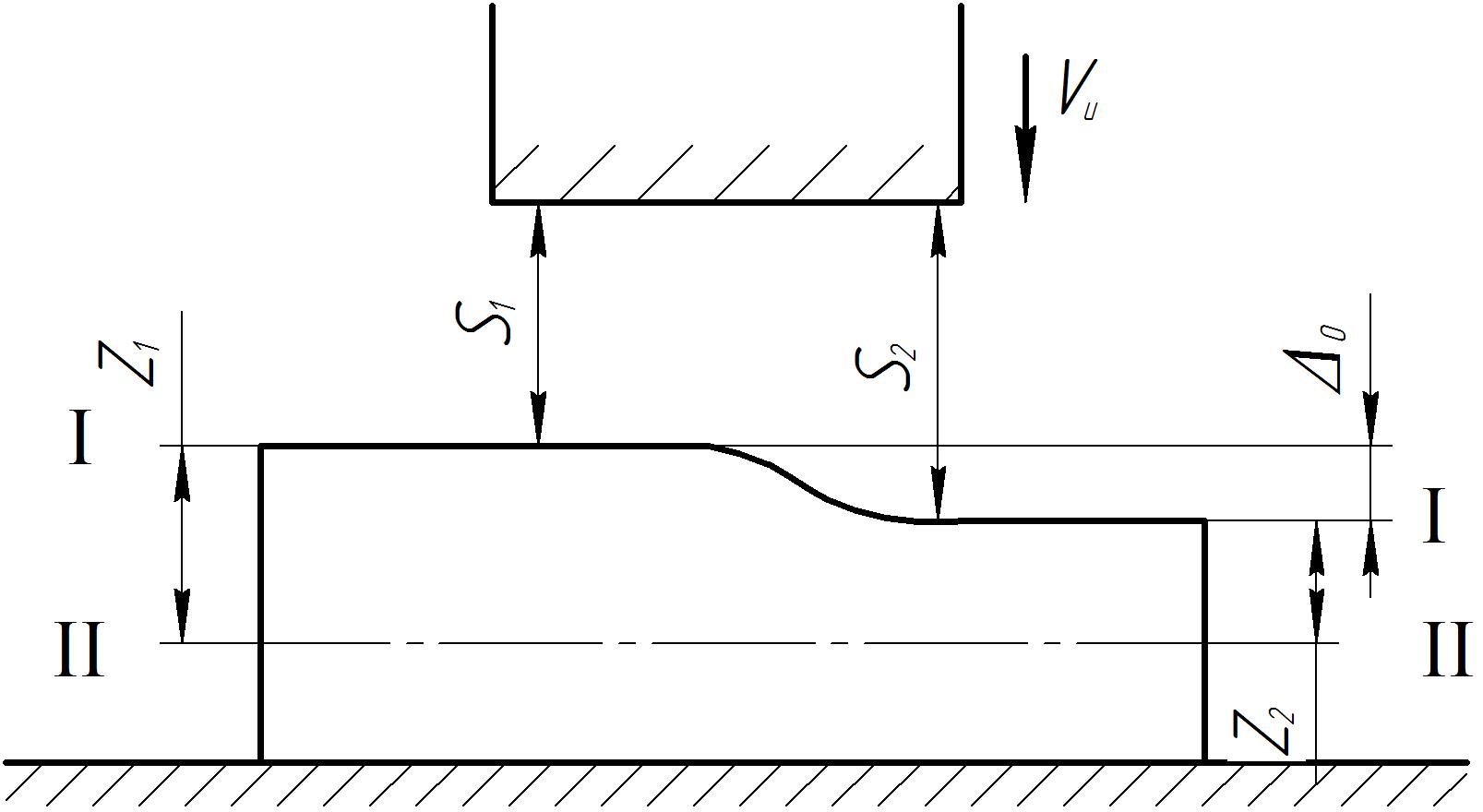
Рис. 5.5- Схема образования погрешности обработки: I-I - контур исходной заготовки; II-II - контур детали
По схеме с неподвижным электродом-инструментом погрешность детали определяем по формуле
 , (5.28)
, (5.28)
где - погрешность заготовки.
- погрешность заготовки.
В формуле 5.28 первая составляющая характеризует реальный размер обработки с учётом погрешности заготовки и колебаниями параметров ЭХО, а вторая составляющая показывает ожидаемый номинальный размер обработки.
По схеме с подвижным электродом-инструментом погрешность детали находим из выражения
 . (5.29)
. (5.29)
Для случая идеального процесса ЭХО на погрешность обработки оказывает влияние только погрешность заготовки, тогда при постоянной скорости электрода-инструмента формулу 5.29 приведем в виде
 . (5.30)
. (5.30)
Наибольшее влияние на общую погрешность обработки оказывают: нестабильность электропроводности электрода, колебания зазора и выхода по току (до 50 % от общей погрешности); отклонения от расчётного режима течения электролита (до 20 %); упругие и температурные деформации (до 15 %); погрешности настройки и установки (до 15 %).
Определение основных технологических параметров процесса ЭХО
Задача.По схемам с неподвижным и подвижным электродами-инструментами определить основные технологические и гидродинамические параметры и погрешность обработки при изготовлении методом ЭХО паза в пластине из стали 65Г (55...60HRC) (рис. 5.6) при следующих условиях:
- состав электролита NaCl (25 %);
- коэффициент выхода по току = 0,9;
= 0,9;
- электрохимический эквивалент кг/(Ас);
кг/(Ас);
- удельная электропроводимость электролита См/м;
См/м;
- плотность обрабатываемого материала кг/м3;
кг/м3;
- плотность продуктов обработки в электролите кг/м3;
кг/м3;
- массовая концентрация продуктов обработки на аноде Са = 0,92;
- массовая концентрация продуктов обработки в электролите С = 0,02;
- безразмерный коэффициент k = 4,64;
- динамическая вязкость электролита кг/см;
кг/см;
- кинематическая вязкость электролита м/с;
м/с;
- коэффициент диффузии м2/с;
м2/с;
- начальный межэлектродный зазор м;
м;
- напряжение U = 10 В;
- длина обработки 0,1 м;
- погрешность заготовки мм;
мм;
- обрабатываемая заготовка установлена на 1 м выше насоса для прокачки электролита.
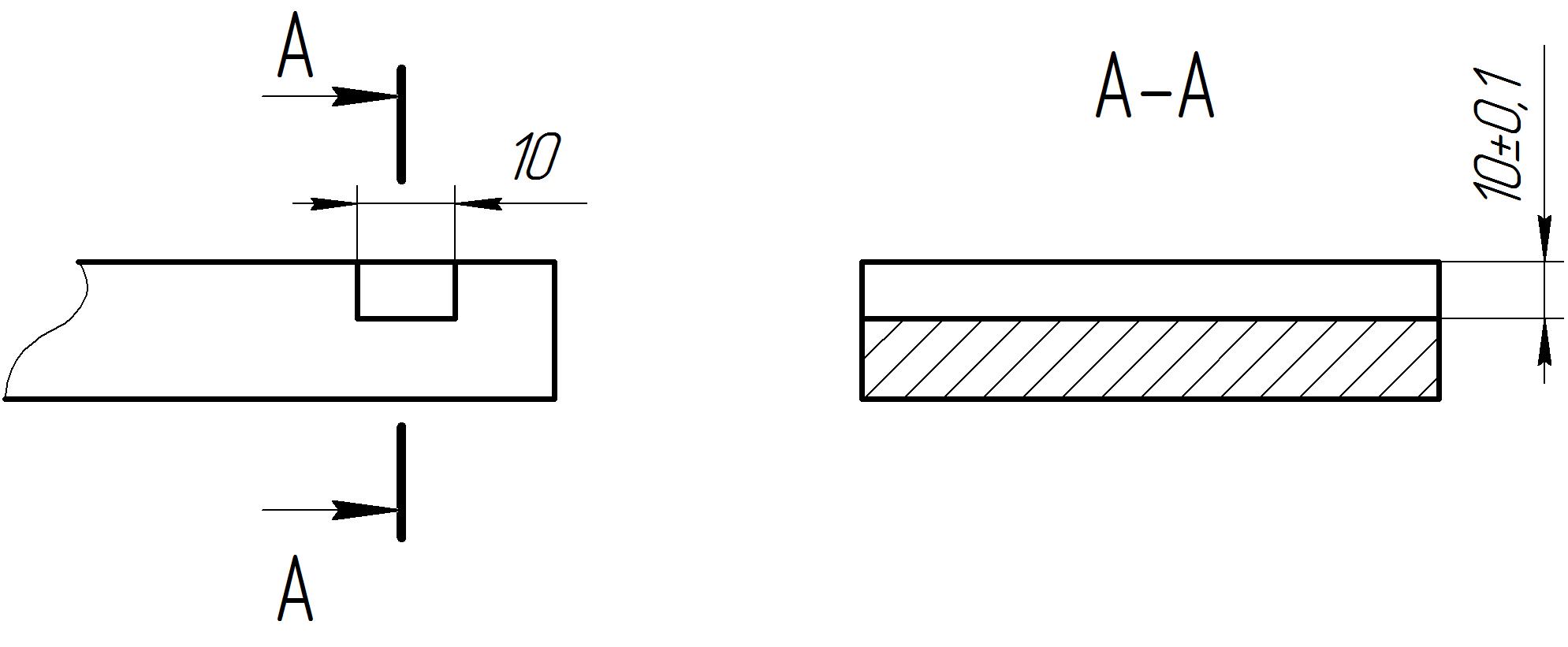
Рис. 5.6- Эскиз обрабатываемой детали
Решение:
Определяем скорость анодного растворения, основное время и производительность ЭХО.
а). Схема с подвижным электродом-инструментом
Скорость одного растворения и скорость перемещения электрода-инструмента определяем по формуле 5.13:
 м/с
м/с  мм/мин.
мм/мин.
Основное время находим по формуле 5.5:
 мин.
мин.
Производительность процесса определяем по формуле 5.6:
 мм3/мин,
мм3/мин,
где мм2.
мм2.
б). Схема с неподвижным электродом-инструментом
Скорость анодного растворения по мере съёма припуска будет уменьшаться по гиперболической зависимости. Поэтому для нахождения средней скорости определяем время, необходимое для удаления припуска, равное основному времени, по формуле 5.3:
 с
с  мин.
мин.
Находим среднюю скорость ЭХО по формуле 5.4:
 мм/мин.
мм/мин.
Производительность ЭХО по данной схеме
 мм3/мин.
мм3/мин.
По формуле 5.7 определяем силу выходного тока, которая будет одинаковой для схем с подвижным и с неподвижным электродами-инструментами:
 А.
А.
Определяем гидродинамические параметры процесса ЭХО.
Находим скорость потока электролита (по формуле 5.8):
 м/с.
м/с.
Так как по условию задачи длина участка обработки , то проверочный расчёт по формуле 5.7 не проводим.
, то проверочный расчёт по формуле 5.7 не проводим.
Примем рабочую скорость электролита м/с. Эта скорость потока электролита должна обеспечить полный вынос продуктов обработки по схемам с неподвижным и подвижным электродами-инструментами.
м/с. Эта скорость потока электролита должна обеспечить полный вынос продуктов обработки по схемам с неподвижным и подвижным электродами-инструментами.
где
g - ускорение свободного падения.
Перепад давления находим через среднюю скорость электролита
где
s - величина зазора.
Перепад давления, необходимый для выноса газообразных продуктов обработки (водорода), находим по формуле
где
J - плотность тока
S - площадь обрабатываемой поверхности.
Путевые потери
Местные потери напора рассчитывают по значениям коэффициентов местных сопротивлений трубопровода
Дополнительный напор зависит от высоты расположения насоса относительно обрабатываемой заготовки (
В таблице 5.2 приведены значения скоростей и напоров электролита, рекомендуемые для различных схем ЭХО.
Таблица 5.2-Значения скоростей и напоров электролита
| № | Схема обработки | Скорость электролита | Противодавление | Напор насоса Н, м |
| 1 | Обработка неподвижным электродом-инструментом | 12…20 | (0,2…0,5)105 | 30…80 |
| 2 | Прошивание: мелких полостей крупных полостей | 6…10 10…16 | (1…1,5)105 (0,5…0,8)105 | 100…150 30…80 |
| 3 | Точение | 10…15 | (0,1…0,5)105 | 30…50 |
| 4 | Протягивание | 9…18 | (0,2…1,5)105 | 40…80 |
| 5 | Разрезание: диском электродом-проволокой | 10…12 6…18 | — — | — — |
| 6 | Шлифование | 12…15 | (0,2…0,5)105 | 30…80 |
Из каталога серийно выпускаемых насосов подбирают насос с характеристиками, близкими к расчётным.
Оценка точности ЭХО
Точность размеров и формы детали (рис.5.5) зависят от погрешности электрода - инструмента и от погрешностей, вызванных отклонениями режимов ЭХО (колебание электродинамических параметров, изменение свойств электролита, колебание температуры и т.д.). Значительное влияние на точность детали оказывает колебание припуска заготовки. В конце обработки погрешность детали
Рис. 5.5- Схема образования погрешности обработки: I-I - контур исходной заготовки; II-II - контур детали
По схеме с неподвижным электродом-инструментом погрешность детали определяем по формуле
где
В формуле 5.28 первая составляющая характеризует реальный размер обработки с учётом погрешности заготовки и колебаниями параметров ЭХО, а вторая составляющая показывает ожидаемый номинальный размер обработки.
По схеме с подвижным электродом-инструментом погрешность детали находим из выражения
Для случая идеального процесса ЭХО на погрешность обработки оказывает влияние только погрешность заготовки, тогда при постоянной скорости электрода-инструмента формулу 5.29 приведем в виде
. (5.30)Наибольшее влияние на общую погрешность обработки оказывают: нестабильность электропроводности электрода, колебания зазора и выхода по току (до 50 % от общей погрешности); отклонения от расчётного режима течения электролита (до 20 %); упругие и температурные деформации (до 15 %); погрешности настройки и установки (до 15 %).
Определение основных технологических параметров процесса ЭХО
Задача.По схемам с неподвижным и подвижным электродами-инструментами определить основные технологические и гидродинамические параметры и погрешность обработки при изготовлении методом ЭХО паза в пластине из стали 65Г (55...60HRC) (рис. 5.6) при следующих условиях:
- состав электролита NaCl (25 %);
- коэффициент выхода по току
- электрохимический эквивалент
- удельная электропроводимость электролита
- плотность обрабатываемого материала
- плотность продуктов обработки в электролите
- массовая концентрация продуктов обработки на аноде Са = 0,92;
- массовая концентрация продуктов обработки в электролите С = 0,02;
- безразмерный коэффициент k = 4,64;
- динамическая вязкость электролита
- кинематическая вязкость электролита
- коэффициент диффузии
- начальный межэлектродный зазор
- напряжение U = 10 В;
- длина обработки 0,1 м;
- погрешность заготовки
- обрабатываемая заготовка установлена на 1 м выше насоса для прокачки электролита.
Рис. 5.6- Эскиз обрабатываемой детали
Решение:
Определяем скорость анодного растворения, основное время и производительность ЭХО.
а). Схема с подвижным электродом-инструментом
Скорость одного растворения и скорость перемещения электрода-инструмента определяем по формуле 5.13:
Основное время находим по формуле 5.5:
Производительность процесса определяем по формуле 5.6:
где
б). Схема с неподвижным электродом-инструментом
Скорость анодного растворения по мере съёма припуска будет уменьшаться по гиперболической зависимости. Поэтому для нахождения средней скорости определяем время, необходимое для удаления припуска, равное основному времени, по формуле 5.3:
Находим среднюю скорость ЭХО по формуле 5.4:
Производительность ЭХО по данной схеме
По формуле 5.7 определяем силу выходного тока, которая будет одинаковой для схем с подвижным и с неподвижным электродами-инструментами:
Определяем гидродинамические параметры процесса ЭХО.
Находим скорость потока электролита (по формуле 5.8):
м/с.Так как по условию задачи длина участка обработки
Примем рабочую скорость электролита