Файл: Задача соединения различных металлов и сплавов стоит перед человечеством очень давно. В процессе развития научной мысли удалось достигнуть многого в этом направлении..doc
Добавлен: 23.11.2023
Просмотров: 46
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Введение.
Сварка - производственная операция получения неразъемного соединения посредством установления межатомных связей между соединяемыми частями при их нагревании или пластическом деформировании.
Задача соединения различных металлов и сплавов стоит перед человечеством очень давно. В процессе развития научной мысли удалось достигнуть многого в этом направлении. Это экономичность и прочность - вот главные преимущества, которые позволили сварке найти широкое признание во всех областях народного хозяйства. Сейчас можно сваривать металлы от нескольких микрон до нескольких сантиметров. Такими же достоинствами обладает и сварка металлов на основе использования электрической дуги. Но чем больше на первое место выходят такие перспективные направления, как лазерная, плазменная, электронно-лучевая сварки не следует забывать о ручной сварке. Это монтаж по возведению небольшого дачного домика, коттеджа, дворовых сооружений, хозяйственных построек, т.е. всех работ, где задействован небольшой рабочий контингент при ограниченном объеме работ. Даже средства малой механизации не могут быть задействованы из-за труднодоступности отдельных мест в жилище, где надо провести строительные работы. Только при использовании ручной дуговой сварки можно выполнить все эти работы. При изготовлении сварных конструкций применяют стыковые соединения, при изготовлении клепаных - нахлесточные. Благодаря этому экономия металла, например, при сварке строительных конструкций (фермы, колонны, балки) составляет около 20%. Сокращение расхода металла снижает стоимость сварных изделий. Стоимость их снижается также за счет сокращения трудоемкости на 5 - 30% против трудоемкости изготовления клепаных изделий.
В письменной экзаменационной работе рассмотрим технологию дуговой сварки ящика.
1.Описание сварной конструкции.
-
Исходные данные.
| Сварное изделие | Конструктивные элементы, мм | Положе- ние швов в прост- ранстве | Тол- щина свар. метал- ла, б, мм | Марка стали | 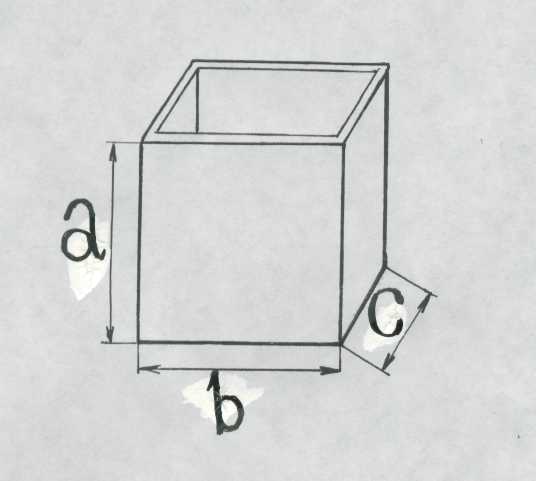 | Условия сварки |
| Металлический ящик (8 угловых швов) | A=320 b=660, c=450 | нижнее | 3 | Ст.3 | сварка в цехе |
1.2 Применение ящиков из металла.
Сфера применения стальных ящиков весьма широка – хранение и перевозка инструментов, деталей машин и оборудования, приборов, а также сбор и вывоз мусора. Кроме того, они могут служить в качестве складских, офисных и картотечных емкостей. В тарных ящиках нуждаются заводы и фабрики, склады и цеха – словом, производства всех сфер. Это тара многоразового использования, поэтому на качестве ящиков не стоит экономить, ведь использовать вы их будете на протяжении долгого времени. Кроме хранения и перевозки товаров, еще одна сфера применения ящиков – размещение оборудования: например, газовых редукторов и счетчиков, газовых баллонов, электросчетчиков и другой аппаратуры.
Железный ящик пожаробезопасен, поэтому применение именно этого вида тары рекомендуется на производствах, к которым применяются высокие требования по защите от огня. На других производствах возможно применение комбинированных емкостей – из металла и дерева.
Тарные ящики поставляются в стандартных размерах, а также могут быть изготовлены на заказ, в соответствии с размерами конкретного груза. Как для малогабаритной продукции, так и для грузов значительной массы могут быть изготовлены подходящие тарные ящики из алюминия, углеродистой и нержавеющей стали, других металлов.
2. Свариваемость основного металла
Для изготовления ящика используется сталь конструкционная углеродистая обыкновенного качества Ст3сп.
Таблица 1.
| Марка : | Ст3сп |
| Классификация : | Сталь конструкционная углеродистая обыкновенного качества |
| Дополнение: | По ГОСТ 27772-88 сталь Ст3сп5 соответствует стали для строительных конструкций С245; сталь Ст3сп соответствует стали С285 |
| | |
| Применение: | Несущие элементы сварных и несварных конструкций и деталей, работающих при положительных температурах, арматура класса Ат400С |
| Зарубежные аналоги: | Известны |
Химический состав в % материала Ст3спГОСТ 380 – 2005
Таблица 2.
| C | Si | Mn | Ni | S | P | Cr | N | Cu | As |
| 0.14 - 0.22 | 0.15 - 0.3 | 0.4 - 0.65 | до 0.3 | до 0.05 | до 0.04 | до 0.3 | до 0.008 | до 0.3 | до 0.08 |
Технологические свойства материала Ст3сп .
Таблица 3.
| Свариваемость: | без ограничений. |
| Флокеночувствительность: | не чувствительна. |
| Склонность к отпускной хрупкости: | не склонна. |
Механические свойства при Т=20oС материала Ст3сп .
Таблица 4.
| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
| - | мм | - | МПа | МПа | % | % | кДж / м2 | - |
| Трубы, ГОСТ 8696-74 | | | 372 | 245 | 23 | | | |
| Трубы, ГОСТ 10705-80 | | | 372 | 225 | 22 | | | |
| Прокат, ГОСТ 535-2005 | | | 370-490 | 205-255 | 23-26 | | | |
| Лист толстый, ГОСТ 14637-89 | | | 370-480 | 205-245 | 23-26 | | | |
| Арматура, ГОСТ 5781-82 | | | 373 | 235 | 25 | | | |
| Катанка, ГОСТ 30136-95 | | | 490-540 | | | 60 | | |
Физические свойства материала Ст3сп.
Таблица 5.
| T | E 10- 5 | a106 | l | r | C | R 109 |
| Град | МПа | 1/Град | Вт/(м·град) | кг/м3 | Дж/(кг·град) | Ом·м |
| 20 | | | | 7850 | | |
Обозначения:
| Механические свойства : | | |||
| sв | - Предел кратковременной прочности , [МПа] | | ||
| sT | - Предел пропорциональности (предел текучести для остаточной деформации), [МПа] | | ||
| d5 | - Относительное удлинение при разрыве , [ % ] | | ||
| y | - Относительное сужение , [ % ] | | ||
| KCU | - Ударная вязкость , [ кДж / м2] | | ||
| HB | - Твердость по Бринеллю , [МПа] | | ||
| Физические свойства : | | |||
| T | - Температура, при которой получены данные свойства , [Град] | | ||
| E | - Модуль упругости первого рода , [МПа] | | ||
| a | - Коэффициент температурного (линейного) расширения (диапазон 20o - T ) , [1/Град] | | ||
| l | - Коэффициент теплопроводности (теплоемкость материала) , [Вт/(м·град)] | | ||
| r | - Плотность материала , [кг/м3] | | ||
| C | - Удельная теплоемкость материала (диапазон 20o - T ), [Дж/(кг·град)] | | ||
| R | - Удельное электросопротивление, [Ом·м] | | ||
| Свариваемость : | ||||
| без ограничений | - сварка производится без подогрева и без последующей термообработки | |||
3. Выбор вида сварки
Технологию сварки выбираем исходя из следующих требований:
-
Равнопрочность металла шва с основным металлом; -
Отсутствие трещин, непроваров, пор, подрезов, шлаковых включений; -
Сварное соединение должно быть стойким против перехода в хрупкое состояние; -
Изменение форм и размеров (деформации), должны находится в разумных пределах, не отражающихся на работоспособности конструкции;
Для изготовления ящика выбрал частично механизированну сварку в среде защитных газов плавящимся электродом.
При сварке плавящимся электродом в среде защитных газов шов образуется за счет проплавления основного металла и расплавления дополнительного - электродной проволоки. Дуга горит между концом непрерывно расплавляемой проволоки и изделием. Проволока попадает в зону дуги с помощью механизма со скоростью, равной средней скорости ее расплавления. Расплавленный металл электродной проволоки переходит в сварочную ванну и, таким образом, участвует в формировании шва.
Ввиду высокой проплавляющей способности дуги повышаются требования к качеству сборки кромок под сварку.
Защитный газ выбирают с учетом особенностей свариваемого металла, а также требований, предъявляемых к сварным швам. Инертные газы применяются для сварки химически активных металлов, а также во всех случаях, когда необходимо получить сварные швы, однородные по составу с основным и присадочным металлом. Активные газы применяют, когда заданные свойства металла можно обеспечить металлургической обработкой (окислением, восстановлением, азотированием и т.д.).
К достоинствам дуговой сварки в защитных газах относятся:
-
высокая степень концентрации дуги, обеспечивающая минимальную зону структурных превращений и относительно небольшие деформации изделия; -
высокая производительность; -
эффективная защита расплавленного металла, особенно при применении в качестве защитной среды инертных газов; -
возможность наблюдения за ванной и дугой; -
низкая стоимость выполнения сварочных работ при применении в качестве защитной среды активных газов; -
возможность сварки металлов различной толщины (от десятых долей миллиметра до десятков миллиметров); -
отсутствие необходимости применения флюсов или обмазок; -
широкая возможность автоматизации и механизации; -
возможность сварки в различных пространственных положениях; -
возможность металлургического влияния на металл шва за счет регулирования состава проволоки и защитного газа.