Файл: Разработка технологического процесса сборки узла и обработки детали.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 23.11.2023
Просмотров: 397
Скачиваний: 3
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
| ПОЯСНИТЕЛЬНАЯ ЗАПИСКА к курсовой работе на тему «Разработка технологического процесса сборки узла и обработки детали» П-425.2022.00.000 ПЗ |
| | | Разработчики |
| | | студенты П-425 _________________ Лисовец В.А |
| | | Проверила _________________ Ю.Л. Сюськина |
| | | |
| | | |
Оглавление
Аннотация 4
1.Описание сборочного узла 5
2.Разработка технологической схемы сборки узла 6
3.Разработка маршрута технологического процесса сборки 7
5.Анализ технологичности детали 9
6.1 Выбор вида заготовки и способа её получения 10
6.2. Разработка плана обработки поверхностей 10
6.3. Разработка маршрута обработки детали 12
6.3Разработка операционных схем обработки детали 13
7.1 Расчет припусков для заготовки 26
8. Разработка расчетно-технологических карт 27
Заключение 38
Библиографический список 39
Аннотация 4
1.Описание сборочного узла 5
2.Разработка технологической схемы сборки узла 6
3.Разработка маршрута технологического процесса сборки 7
5.Анализ технологичности детали 9
6.1 Выбор вида заготовки и способа её получения 10
6.2. Разработка плана обработки поверхностей 10
6.3. Разработка маршрута обработки детали 12
6.3Разработка операционных схем обработки детали 13
7.1 Расчет припусков для заготовки 26
8. Разработка расчетно-технологических карт 27
Заключение 38
Библиографический список 39
Аннотация
Лисовец В.А Разработка комплекта конструкторской документации. – Челябинск: ЮУрГУ, П-425, 3 листа чертежей ф. А3, 2 листа чертежей ф. А4, спецификация.Цель семестровой работы – научиться грамотно оформлять и разрабатывать комплект конструкторской документации. Задачи семестровой работы – описать сборочный узел, смоделировать каждую деталь сборки в программном продукте CAD-системе, смоделировать сборку, а также выполнить чертежи деталей, сборочного узла и спецификацию.В данной работе был разработан следующий перечень вопросов:- описание сборочного узла; - разработка технологической схемы сборки узла; - разработка маршрута технологического процесса; - разработка рабочего чертежа детали; - анализ технологичности детали; - разработка маршрута технологического процесса обработки детали;- разработка операционной технологии: проектирование переходов, выбор оборудования, режущих и мерительных инструментов, назначение припусков, режимов резания; - составление расчетно-технологической карты; - составление управляющей программы с комментариями.-
Описание сборочного узла
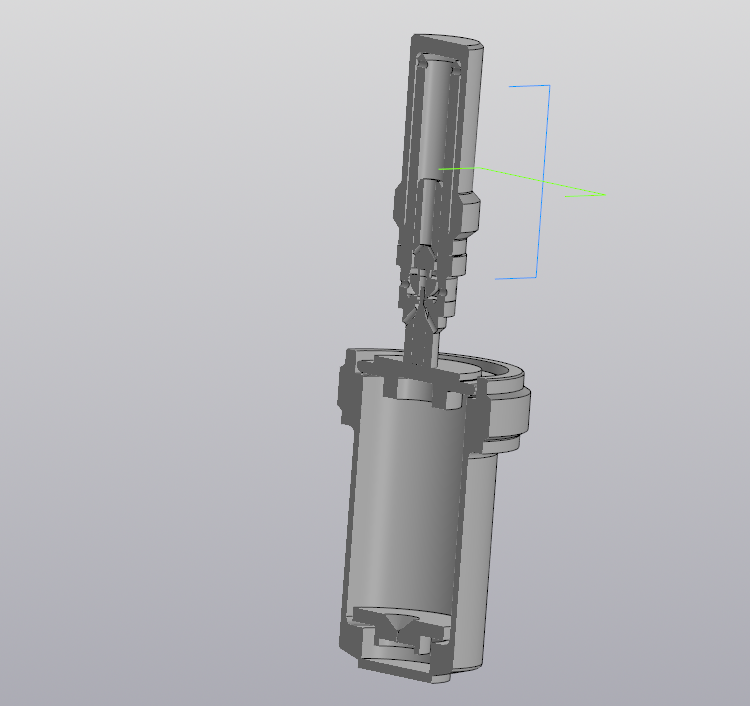 |
| Рисунок 1.1 – Эскиз сборочного узла |
-
Разработка технологической схемы сборки узла
| |
| Рисунок 2.2 – Технологическая схема сборки узла |
-
Разработка маршрута технологического процесса сборки
| № операции | Наименование операции | Содержание перехода |
| 005 | Сборка Стакана |
|
| 010 | Сборка Седло |
|
| 015 | Сборка Стакана |
|
| 020 | Сборка Редуктора |
|

-
Разработка рабочего чертежа детали
-
Анализ технологичности детали
-
Разработка маршрута технологического процесса обработки детали
6.1 Выбор вида заготовки и способа её получения
Эскиз заготовки представлен на рисунке 6.1.  |
| Рисунок 6.1 – Эскиз заготовки |
6.2. Разработка плана обработки поверхностей
Корпус включает в себя 10 различный поверхностей. Разбивка и нумерация поверхностей представлена на рисунке 6.2. 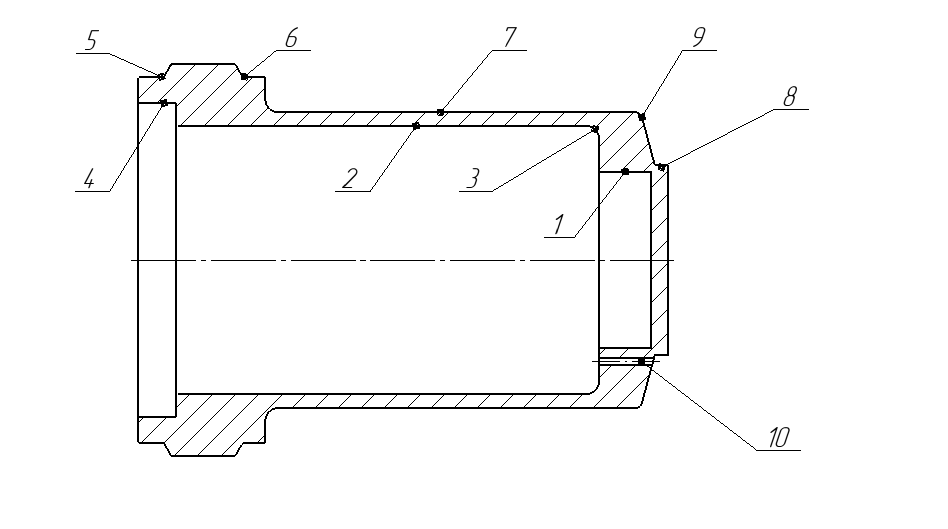 |
| Рисунок 6.2 – Эскиз детали |
| № поверхности | Наименование поверхности | План обработки поверхности |
| 1 | Внутренняя цилиндрическая ø12 | Сверление |
| 2 | Внутренняя цилиндрическая ø12 | Растачивание |
| 3 | скругление | Растачивание |
| 4 | Внутренняя цилиндрическая ø12 | Растачивание |
| 5 | Наружная цилиндрическая ø12,2 | Точение |
| 6 | Наружная цилиндрическая ø12,2 | Точение |
| 7 | Наружная цилиндрическая ø12,2 | Точение |
| 8 | Наружная цилиндрическая ø12,2 | Нарезка |
| 9 | Наружная ложно-профильная ø12,2 | Точение |
| 10 | отверстие | Сверление |
6.3. Разработка маршрута обработки детали
Разработка маршрута является одним из важнейших этапов проектирования технологического процесса. Маршрут представляет собой последовательность технологических операций, составленную с учетом планов обработки отдельных поверхностей. В качестве исходной заготовки используется сортовой или трубный прокат, на первой операции, на которой производится разделение исходной заготовки на штучные, присваивают номер 005 и соответствующее названию применяемого на данной операции оборудования «Ленточноотрезная». При формировании маршрута производим выбор оборудования и средств технологического оснащения, обеспечиваем оптимальный для данных условий уровень концентрации технологических переходовМаршрут технологического процесса обработки детали представлен в таблице 6.2.Таблица 6.2 – Маршрут технологического процесса| Номер операции | Наименование операции | Модель оборудования |
| 005 | Ленточно-отрезная | S-12T 3.3 |
| 010 | Многоцелевая | EMCO Turn E-25 |
-
Разработка операционных схем обработки детали
Рисунок 6.7 – Наружное точение 7. Разработка маршрута технологического процесса обработки деталиОперационные схемы представляют основной графический документ, который оформляют при проектировании технологического процесса. Схемы содержат основную исходную информацию, необходимую при проектировании операций и отдельных переходов и наглядно отражают принятые технологические решения. Разработанные схемы спроектированного технологического процесса располагают в порядке следования технологических операций и переходов на каждой операции.Содержание последовательности операций технологического процесса обработки детали представлено в таблице 6.3.Таблица 6.3 – Содержание последовательности операций технологического процесса обработки детали
| № операции | Наименование операции | Модель оборудования | Содержание операции | Режущий инструмент | Мерительный инструмент |
| 005 | Ленточно-отрезная | S-12T 3.3 | … | …. | …. |
| 010 | Токарная | EMCO Turn E-25 |
| - | - |
| Резец DCLNR 2525M 19 С пластиной CNMG 19 06 24-MR 2220 | Штангенциркуль | |||
| Сверло 880-D2700L32-03 С пластинами: 880-05 03 W08H-P-MS 2044 880-05 03 05H-C-LM 1144 | Штангенциркуль | |||
| Резец A20S-SDXCR 11-R с пластиной DCMT 11 T3 12-MR 2220 | Штангенциркуль | |||
| Расточная оправка E06H-STUCR 05-GR С пластиной TCEX 05 01 00L-F 1125 | Штангенциркуль | |||
| | | |
| Резец A32T-SSKCR 12 с пластиной SCMT 12 04 12- MR 2220 | Штангенциркуль |
| | Расточить отверстие | Резец DCLNR 2020K 12 с пластиной CNMG 12 04 08- MR 2220 |
| Резец PRGCR 2525M 16 с пластиной RCMT 16 06 MP-M3 2220 | Штангенциркуль |
| | | |
| Резец DSBNR 2525M 15 с пластиной SNMG 15 06 24- PR 4425 | Штангенциркуль |
| | | |
| Резец DSBNR 2525M 15 с пластиной SNMG 15 06 24- PR 4425 | Штангенциркуль |
| | | |
| Резец A32T-SSKCR 12 с пластиной SCMT 12 04 12- MR 2220 | Штангенциркуль |
| | | |
| Резец PRGCR 2525M 16 с пластиной RCMT 16 06 MP-M3 2220 | Штангенциркуль |
| | | |
| Сверло 880-D2700L32-03 С пластинами: 880-05 03 W08H-P-MS 2044 880-05 03 05H-C-LM 1144 | Штангенциркуль |