Файл: Разработка технологического процесса сборки узла и обработки детали.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 23.11.2023
Просмотров: 84
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Операционные эскизы – это основной графический документ, который оформляют при проектировании технологического процесса. Эти эскизы содержат основную исходную информацию, необходимую при проектировании операций и отдельных переходов. В данной курсовой работе, представлены эскизы основных переходов.
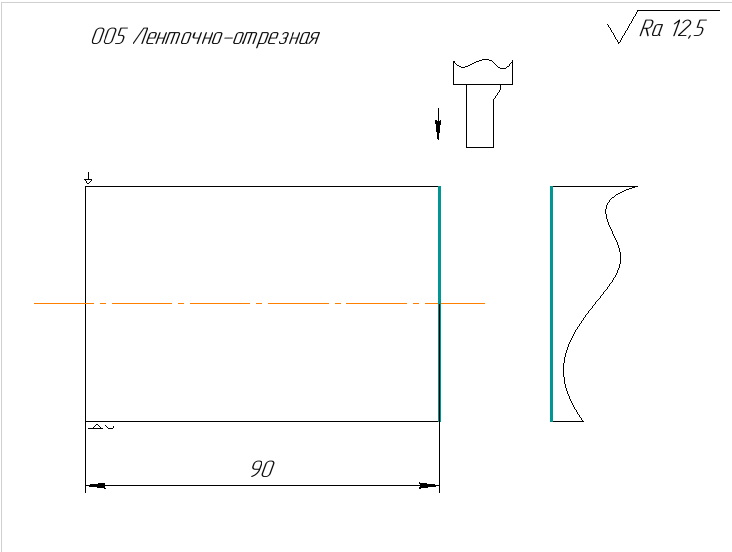
Рисунок 6.9 – Ленточно-отрезная операция
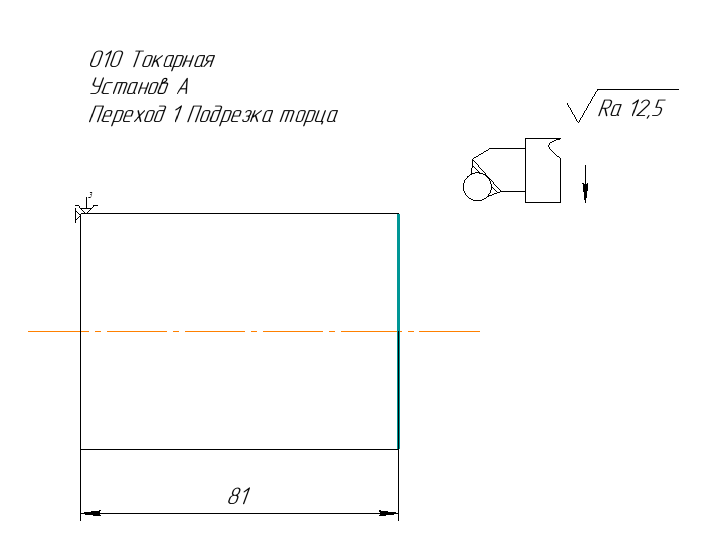
Рисунок– Переход 1
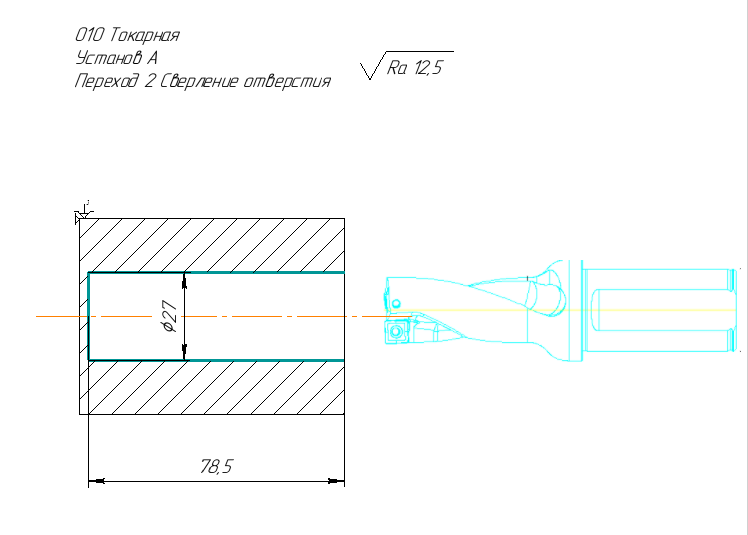
Рисунок– Переход 2
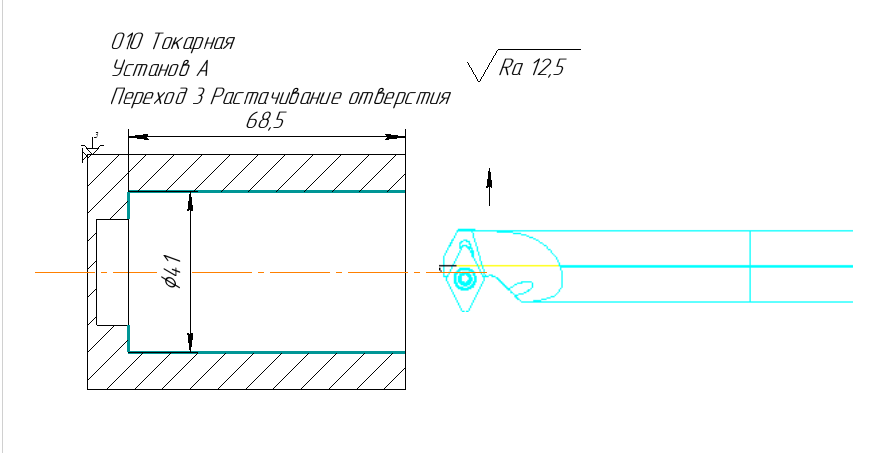
Рисунок– Переход 3
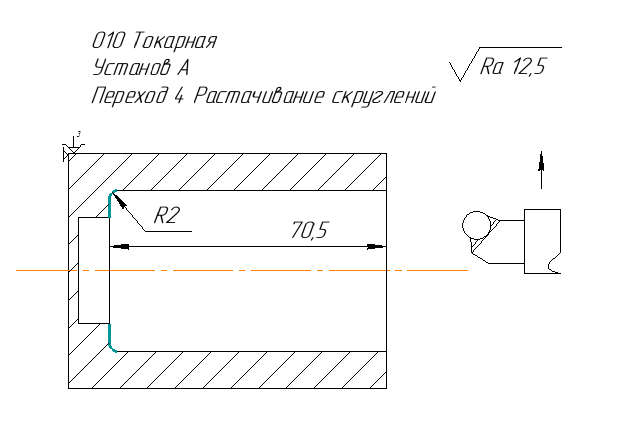
Рисунок– Переход 4
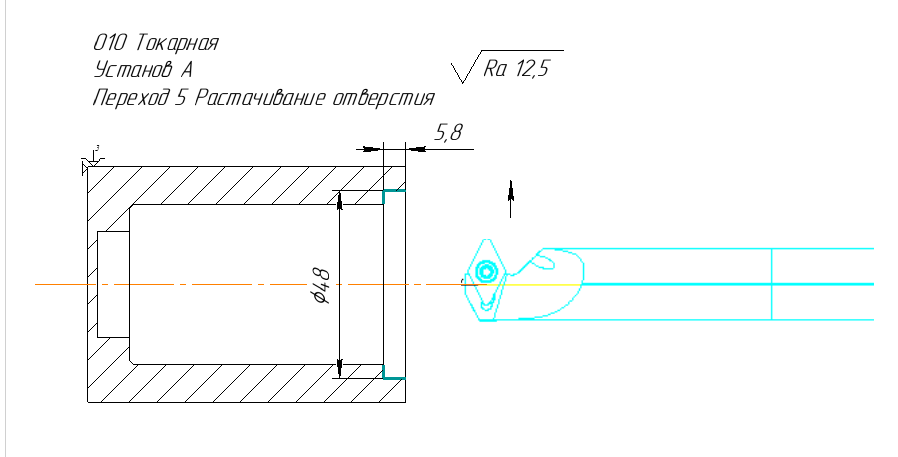
Рисунок– Переход 5
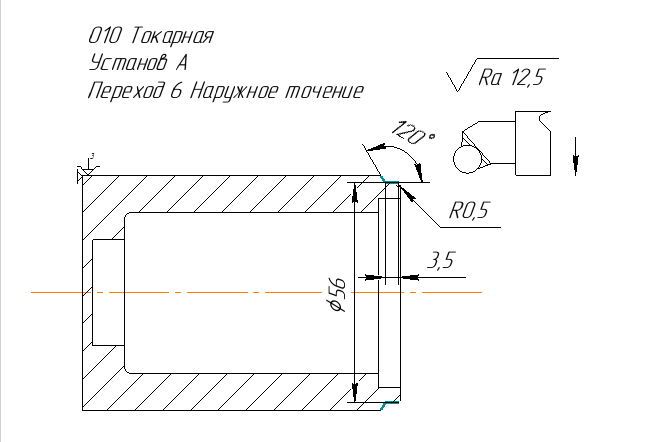
Рисунок– Переход 6
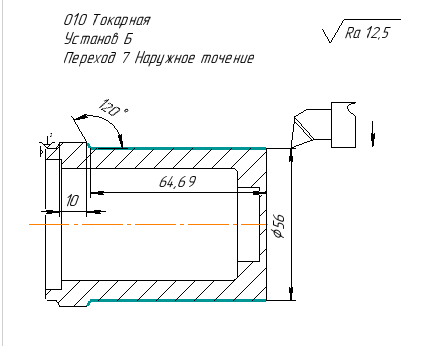
Рисунок– Переход 7
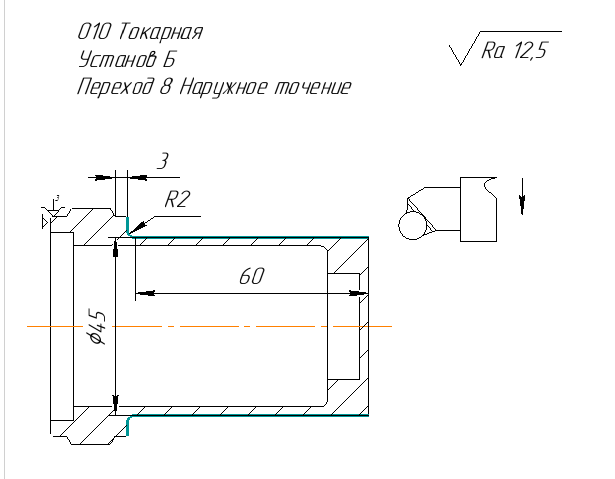
Рисунок– Переход 8
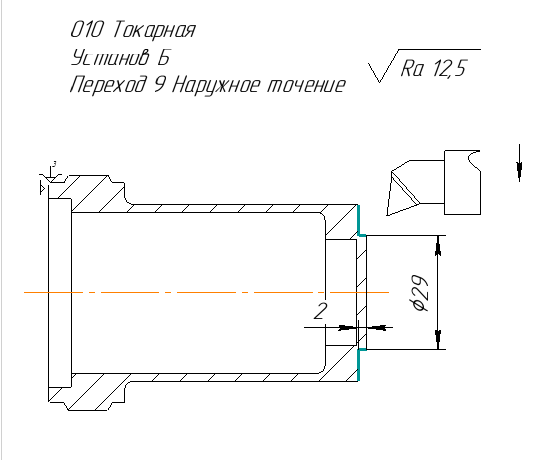
Рисунок– Переход 9
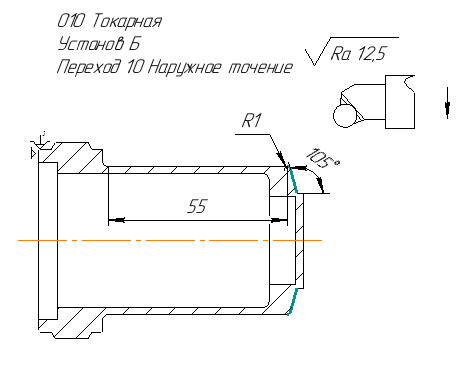
Рисунок– Переход 10
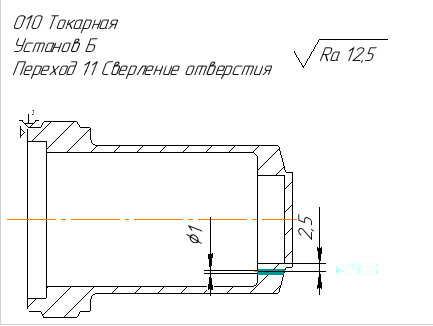
Рисунок– Переход 11
7.1 Расчет припусков для заготовки
Качество поверхности сортового проката диаметром до 30 мм, при высокой точности прокатки:

8. Разработка расчетно-технологических карт
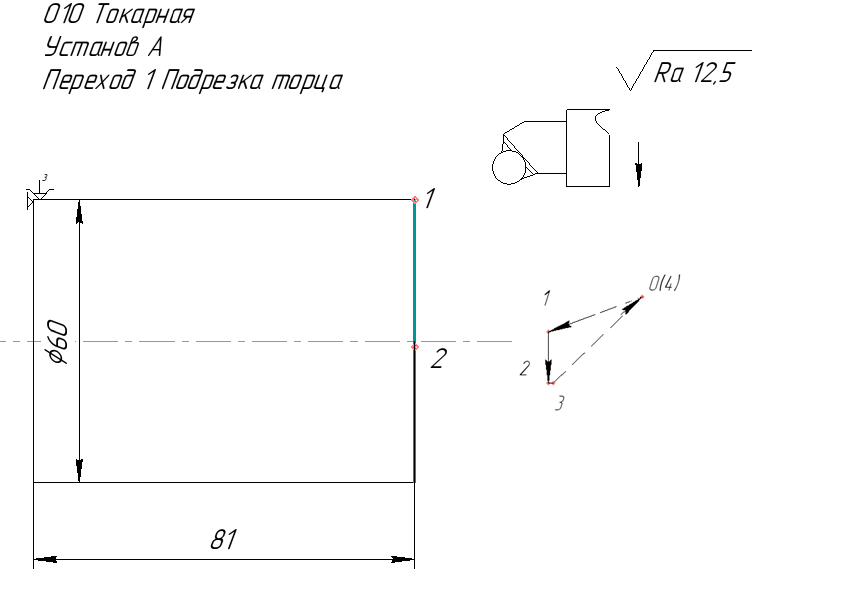
Рисунок 8.1 – Подрезка торца
Таблица 8.1 – Содержание последовательности операций технологического процесса подрезки торца
| № кадра | Содержание кадра | Комментарии |
| 05 | G90 G53 G00 X100 Z100 LF | Отмена установленного сдвига, перемещение на быстром ходу в точку 0. |
| 10 | T1 D1 M06 LF | Инструмент №1 |
| 15 | M03 S144 LF | Включение прямого вращения шпинделя со скоростью n=144 об/мин |
| 20 | G00 G54 X62 Z0 LF | Ускоренное перемещение в точку 1 |
| 25 | G01 X-3 F0.5 LF | Точение до точки 2 |
| 30 | G00 Z4 LF | Ускоренное перемещение в точку 3 |
| 35 | X100 Z100 | Перемещение в точку 4 |
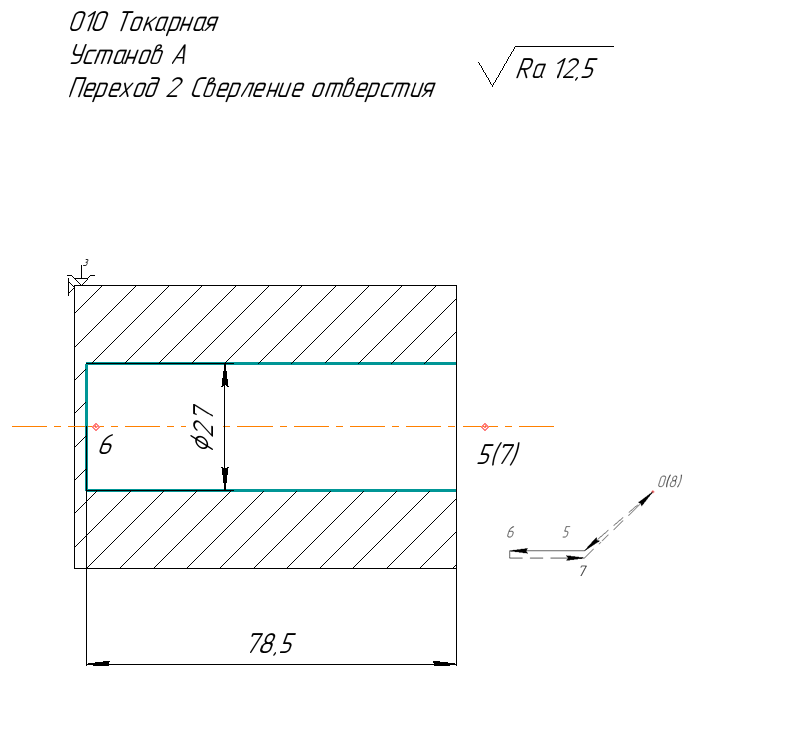
Рисунок 8.2 – Сверление отверстия
Таблица 8.2 – Содержание последовательности операций технологического процесса сверления отверстия
| № кадра | Содержание кадра | Комментарии |
| 40 | Т2 D1 M06 LF | Смена инструмента |
| 45 | М03 S176 LF | Включение прямого вращения шпинделя со скоростью n=50,5 об/мин |
| 50 | G00 X0 Z5 LF | Ускоренное перемещение в точку 5 |
| 55 | G81 Z-78,5 F8 LF | Сверление отверстия до точки 6 |
| 60 | G00 Z3 LF | Перемещение в точку 7 |
| 65 | X100 Z100 | Перемещение в точку 8 |
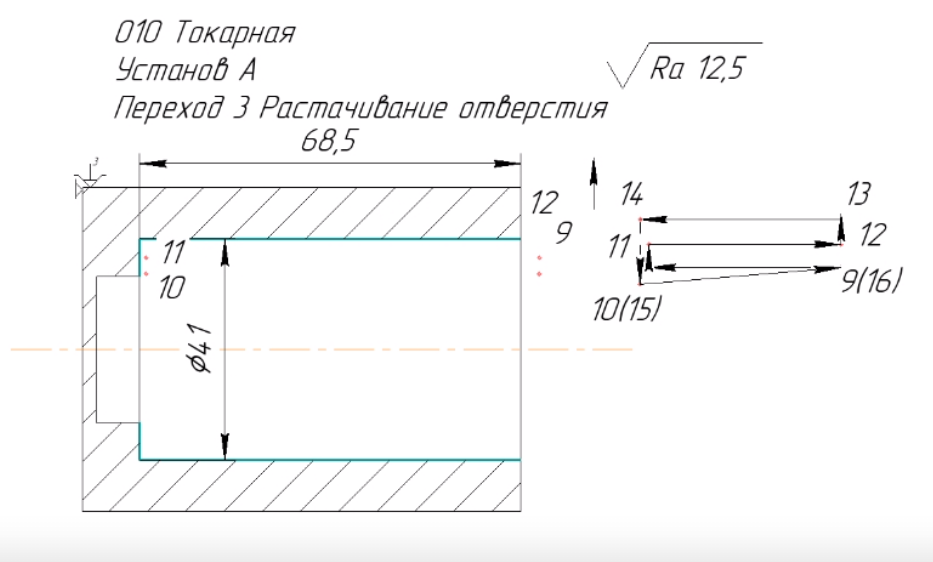
Рисунок 8.3 – Растачивание отверстия
Таблица 8.3 – Содержание последовательности операций технологического процесса растачивания отверстия
| № кадра | Содержание кадра | Комментарии |
| 70 | Т3 D1 M06 LF | Смена инструмента |
| 75 | М03 S194 LF | Включение прямого вращения шпинделя со скоростью n=194 об/мин |
| 80 | G00 Х18 Z1 LF | Ускоренное перемещение в точку 9 |
| 85 | G01 Z-68 F12 LF | Рабочее перемещение в точку 10 |
| 90 | Х19 LF | Рабочее перемещение в точку 11 |
| 95 | G0 Z1 LF | Ускоренное перемещение в точку 12 |
| 100 | Х20 LF | Ускоренное перемещение в точку 13 |
| 105 | G01 Z-68 F12 LF | Рабочее перемещение в точку 14 |
| 110 | Z-68 F12 LF | Рабочее перемещение в точку 15 |
| 115 | G0 Х18 Z1 LF | Ускоренное перемещение в точку 16 |
| 120 | X100 Z100 | Ускоренное перемещение в точку 17 |
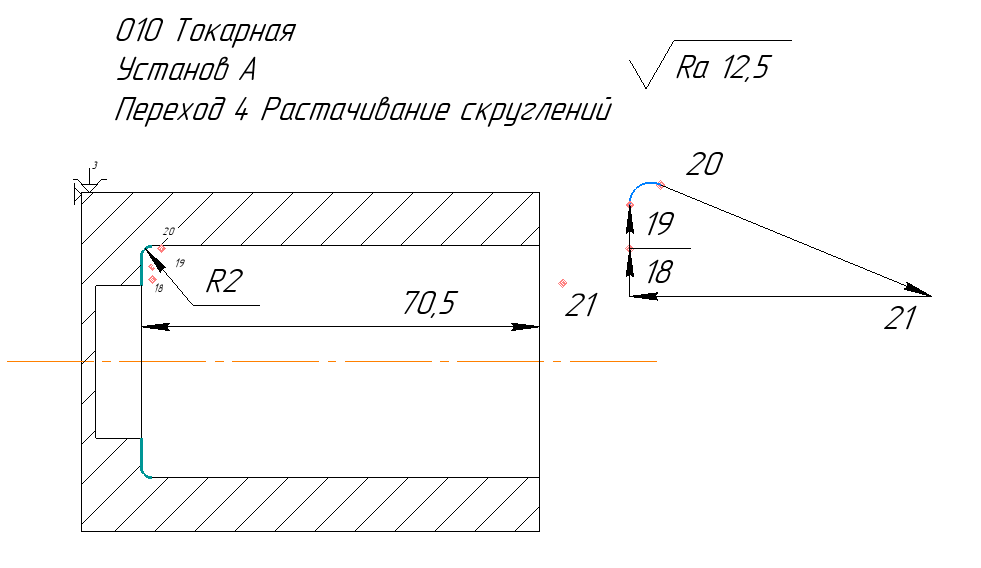
Рисунок 8.4 – Растачивание скруглений
Таблица 8.4 – Содержание последовательности операций технологического процесса растачивания скруглений
| № кадра | Содержание кадра | Комментарии |
| 125 | Т4 D1 M06 LF | Смена инструмента |
| 130 | М03 S176 LF | Включение прямого вращения шпинделя со скоростью n=176 об/мин |
| 135 | X17 Z-68 LF | Ускоренное перемещение в точку 18 |
| 140 | G01 X18 Z-68 F10 LF | Рабочее перемещение в точку 19 |
| 145 | G00 X20 Z-67 LF | Растачивание до точки 20 |
| 150 | X100 Z100 | Ускоренное перемещение в точку 21 |
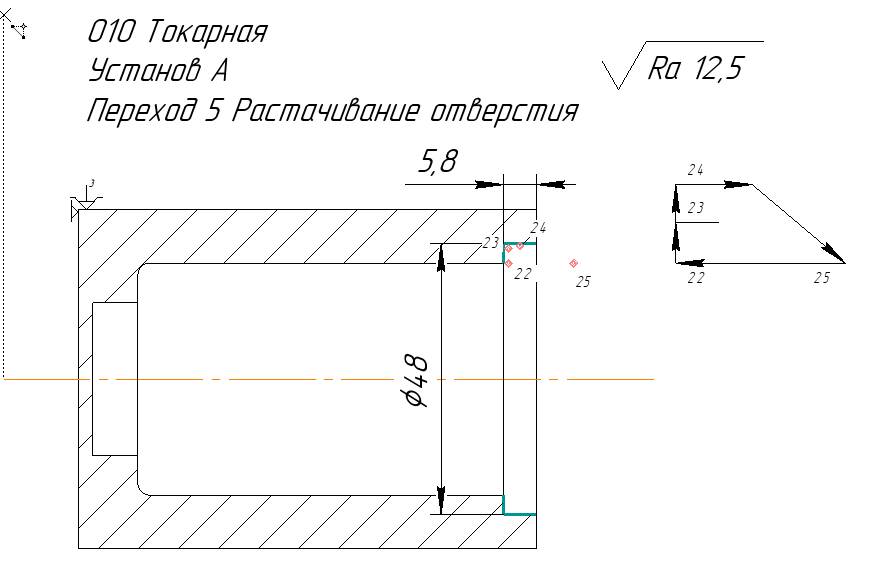
Рисунок 8.5 – Растачивание отверстия
Таблица 8.5 – Содержание последовательности операций технологического процесса растачивания отверстия
| № кадра | Содержание кадра | Комментарии |
| 155 | Т15 D1 M06 LF | Смена инструмента |
| 160 | М03 S176 LF | Включение прямого вращения шпинделя со скоростью n=176 об/мин |
| 165 | G00 X20 Z-2 LF | Ускоренное перемещение в точку 22 |
| 170 | X22 F8 LF | Ускоренное перемещение в точку 23 |
| 175 | G01 Х23 Z-1 LF | Растачивание до точки 24 |
| 180 | X100 Z100 | Перемещение в точку 25 |
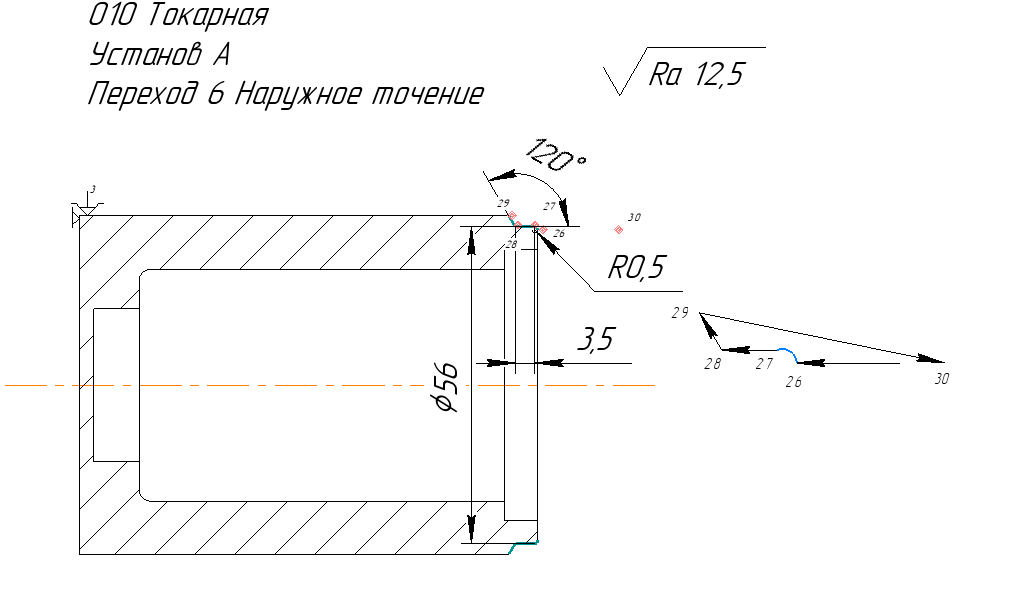
Рисунок 8.6 – Наружное точение
Таблица 8.6 – Содержание последовательности операций технологического процесса наружное точение
| № кадра | Содержание кадра | Комментарии |
| 185 | Т6 D1 M06 LF | Смена инструмента |
| 190 | М03 S184 LF | Включение прямого вращения шпинделя со скоростью n=184 об/мин |
| 195 | G00 X55,5 Z0 LF | Ускоренное перемещение в точку 26 |
| 200 | G01 X56,5 Z-0.5 F8 LF | Растачивание до точки 27 |
| 205 | Z-4 LF | Рабочее перемещение в точку 28 |
| 210 | X60 Z-5 LF | Рабочее перемещение в точку 29 |
| 215 | X100 Z100 | Перемещение в точку 30 |
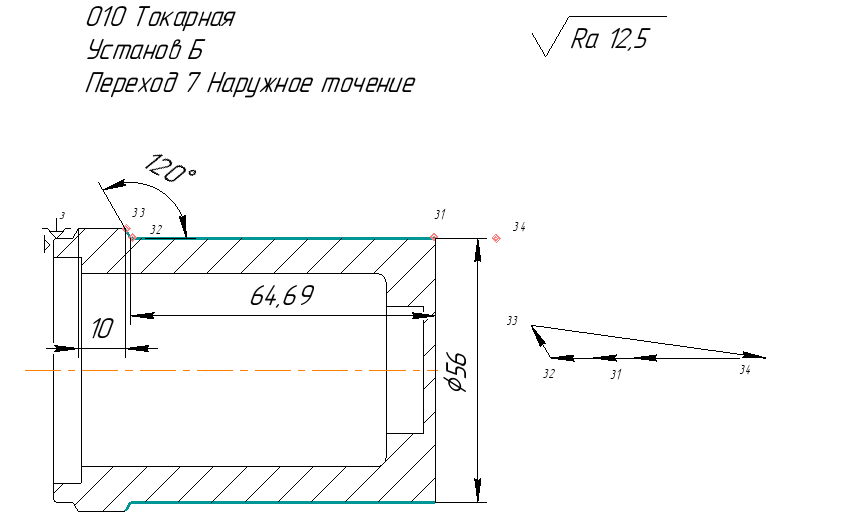
Рисунок 8.7 – Наружное точение
Таблица 8.7 – Содержание последовательности операций технологического процесса наружного точения
| № кадра | Содержание кадра | Комментарии |
| 220 | Т7 D1 M06 LF | Смена инструмента |
| 225 | М03 S176 LF | Включение прямого вращения шпинделя со скоростью n=176 об/мин |
| 230 | G00 X56 Z0 LF | Ускоренное перемещение в точку 31 |
| 235 | F-64,69 LF | Рабочее перемещение в точку 32 |
| 240 | G01 X60 Z-68,5 | Рабочее перемещение в точку 33 |
| 245 | X100 Z100 | Перемещение в точку 34 |
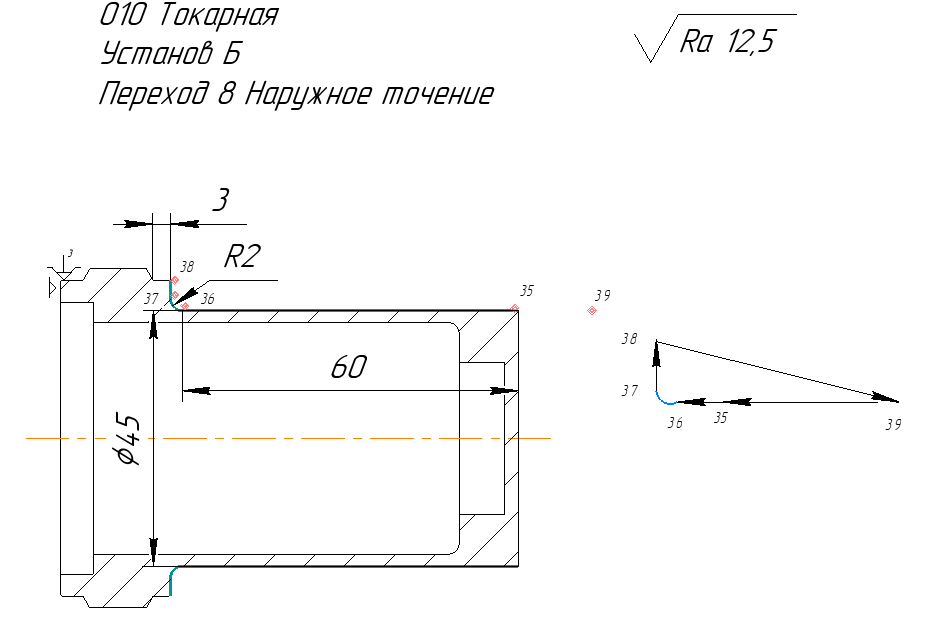
Рисунок 8.8 – Наружное точение
Таблица 8.8 – Содержание последовательности операций технологического процесса наружного точения
| № кадра | Содержание кадра | Комментарии |
| 250 | Т8 D1 M06 LF | Смена инструмента |
| 255 | М03 S176 LF | Включение прямого вращения шпинделя со скоростью n=176 об/мин |
| 260 | G00 X22.5 Z0 LF | Ускоренное перемещение в точку 35 |
| 265 | Z-60 F8 LF | Рабочее перемещение в точку 36 |
| 270 | G01 X23 Z-61 | Растачивание до точки 37 |
| 275 | X28 Z-61 LF | Рабочее перемещение в точку 38 |
| 280 | X100 Z100 | перемещение в точку 39 |
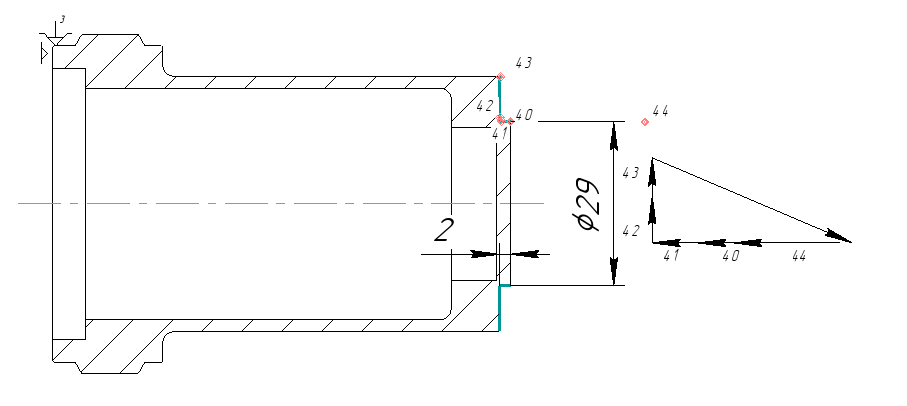
Рисунок 8.9 – Наружное точение
Таблица 8.9 – Содержание последовательности операций технологического процесса наружного точения
| № кадра | Содержание кадра | Комментарии |
| 285 | T9 D1 M06 LF | Смена инструмента |
| 290 | М03 S194 LF | Включение прямого вращения шпинделя со скоростью n=194 об/мин |
| 295 | X18.5 Z0 LF | Ускоренное перемещение в точку 40 |
| 300 | G01 Z-2 F10 LF | Рабочее перемещение в точку 41 |
| 305 | G00 X19 LF | Рабочее перемещение в точку 42 |
| 310 | X22.5 Z-2 LF | Ускоренное перемещение в точку 43 |
| 315 | X100 Z100 | Ускоренное перемещение в точку 44 |
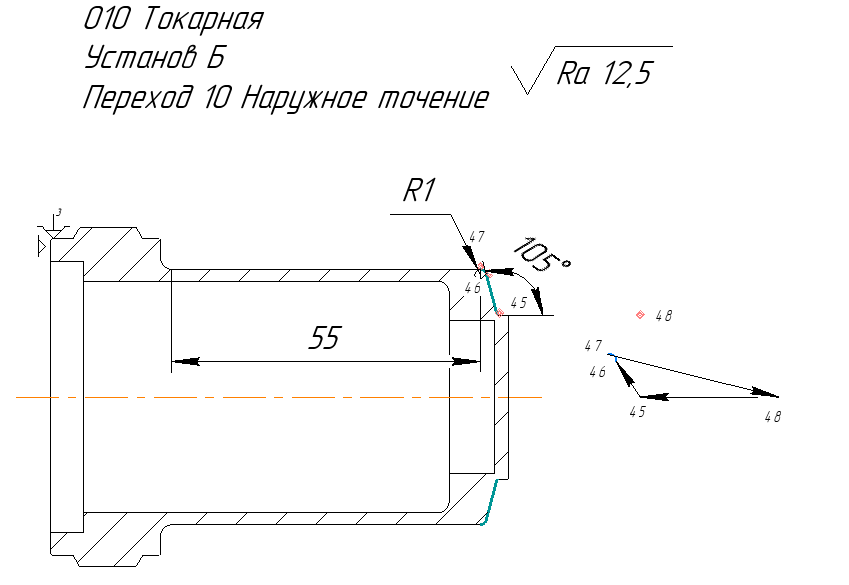
Рисунок 8.10 – Наружное точение
Таблица 8.10 – Содержание последовательности операций технологического процесса наружного точения
| № кадра | Содержание кадра | Комментарии |
| 320 | T10 D1 M06 LF | Смена инструмента |
| 325 | М03 S187 LF | Включение прямого вращения шпинделя со скоростью n=187 об/мин |
| 330 | X18,5 Z-2 LF | Ускоренное перемещение в точку 45 |
| 335 | G01 Х22 Z-4,5 F10 LF | Рабочее перемещение в точку 46 |
| 340 | G00 X22,5 Z-5 LF | Ускоренное перемещение в точку 47 |
| 345 | X100 Z100 | Ускоренное перемещение в точку 48 |
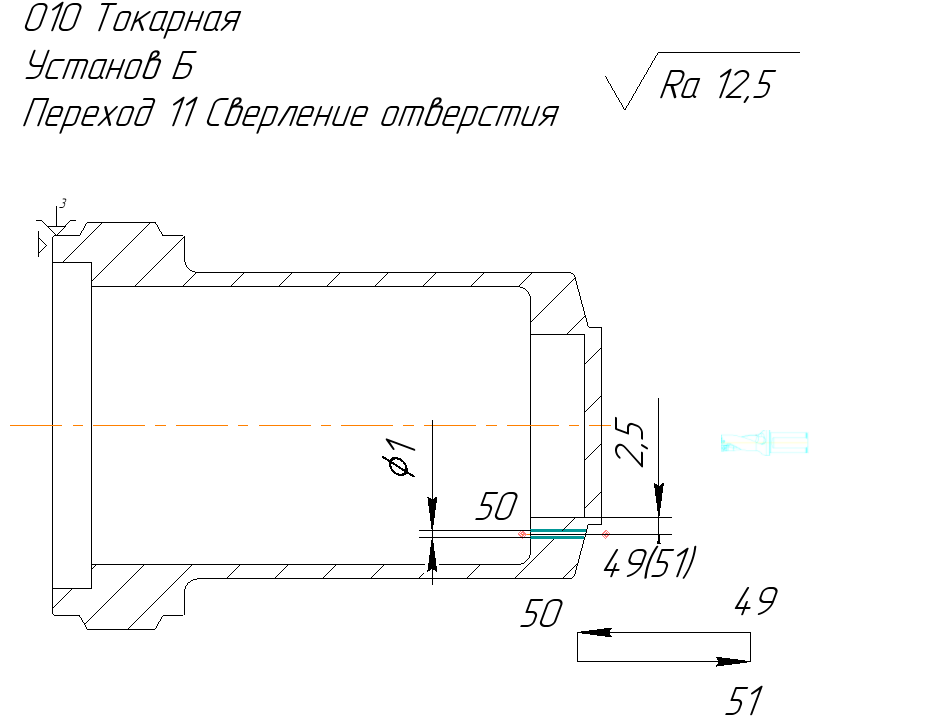
Рисунок 8.11 – Сверление отверстия
Таблица 8.11 – Содержание последовательности операций технологического процесса сверление отверстия
| № кадра | Содержание кадра | Комментарии |
| 350 | Т12 D1 M06 LF | Смена инструмента |
| 355 | М03 S184 LF | Включение прямого вращения шпинделя со скоростью n=184 об/мин |
| 360 | G00 X-19 Z0 LF | Ускоренное перемещение в точку 49 |
| 365 | G81 Z-10 F8 LF | Сверление отверстия до точки 50 |
| 370 | X100 Z100 | Перемещение в точку 51 |
Заключение
В данном курсовом проекте было выполнено:
1. Описание сборочного узла;
2. Разработка технологической схемы сборки узла;
3. Разработка маршрута технологического процесса;
4. Разработка рабочего чертежа детали;
5. Анализ технологичности детали;
6. Разработка маршрута технологического процесса обработки детали;