Добавлен: 23.11.2023
Просмотров: 123
Скачиваний: 4
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
1.3.1 Прием, хранение и снабжение производства сырьем. Экстракционная фосфорная кислота, с массовой долей Р2О5 не менее 33,0 % поступает по трубопроводам в сборник фосфорной кислоты. Туда же поступает упаренная фосфорная кислота с концентрацией не менее 52 % Р2О5. Расход кислоты (10 ÷ 30) м3/ч измеряется индукционными расходомерами, установленными на трубопроводах.
Серная кислота поступает по трубопроводам из хранилищ в сборник фосфорной кислоты для регулирования содержании Р2О5 в готовом продукте.
Газообразный аммиак поступает из отделения аммиака по трубопроводу с давлением 0,4 ÷ 0,6 МПа (4 ÷ 6 кгс/см2).
Сборник фосфорной кислоты представляет собой две цилиндрические емкости, соединенные между собой двумя перетоками. Объем каждого сборника составляет 100 м3. Сборники оборудованы перемешивающими устройствами лопастного типа и снабжены перемешивающими устройствами, датчиками контроля уровня, сигнализацией работы мешалок и насосов.
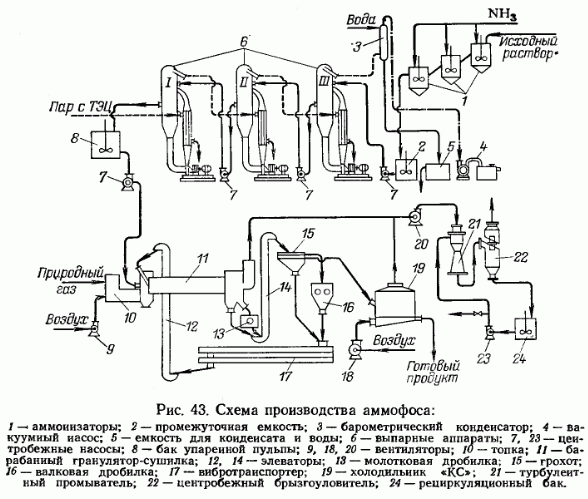
1 – аммонизатор; 2 – промежуточная емкость; 3 – барометрический конденсатор; 4 – вакуумный насос 5 - емкость для конденсата и воды; 6 – выпарные аппараты; 7, 23 – центробежные насосы; 8 – бак упаренной пульпы;
9 ,18, 20 – вентиляторы; 10 – топка; 11 – барабанный гранулятор-сушилка;
12,14 – элеваторы; 13 – молотковая дробилка; 15 – грохот; 16 – валковая дробилка; 17 – вибротранспортер; 19 – холодильник; 21 – турбулентный промыватель; 22 – центробежный брызгоуловитель; 24 – рециркуляционный бак.
Рисунок 1 – Технологическая схема получение диаммонийфосфата
В зависимости от уровня кислоты в сборниках системой управления производится блокировка подачи кислоты.
1.3.2 Первая и вторая стадии нейтрализация фосфорной кислоты аммиаком. Получение диаммонийфосной пульпы производится путем нейтрализации пульпы в две стадии. Первая стадия нейтрализация проходит в САИ, вторая - в трубчатом реакторе.
Фосфорная кислота, серная кислота подаются в циркуляционную камеру реактора САИ.
Кислота фосфорная
(неупаренная) Кислота серная



Топочные газы





Кислота фосфорная
Рисунок 2 – Стадии получение гранулированного диаммонийфосфата
Смесь кислот нейтрализуется до рН 4,0 ÷ 5,0 и плотности 1,290 ÷ 1,340, жидким аммиаком. Расход аммиака может регулироваться согласно заданию, по соотношению с расходом фосфорной кислоты и в зависимости от рН пульпы на выходе из САИ.
При взаимодействии смеси фосфорной и серной кислоты с аммиаком в реакционной трубе выделяется тепло, пульпа вскипает и выбрасывается в сепаратор. Из сепаратора часть пульпы самотеком отводится в сборник пульпы, а остальная часть стекает по циркуляционной трубе. Интенсивное перемешивание и испарение достигается за счет энергии химической реакции. В результате многократной циркуляции пульпы в САИ происходит постепенная аммонизация до оптимального мольного отношения NН3: Н3РО4 = 1,35 ÷ 1,45, что предотвращает бурное кипение и потери аммиака.
В
 торая стадия нейтрализации проводится в трубчатом реакторе (рисунок 3).
торая стадия нейтрализации проводится в трубчатом реакторе (рисунок 3). 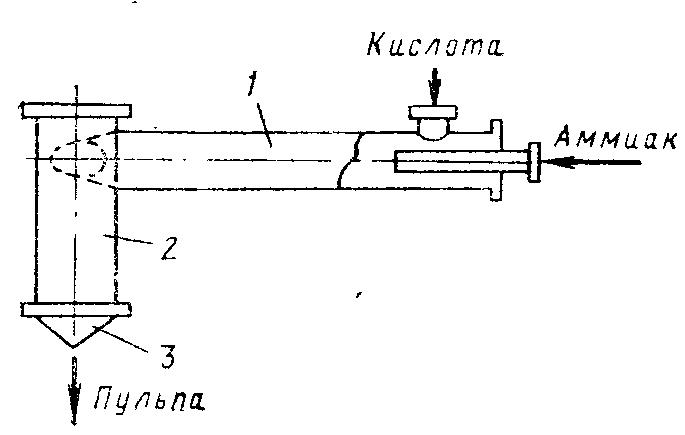
1 – камера смешения; 2 – камера закрутки; 3 – форсунка.
Рисунок 3 – Трубчатый реактор
Из сборника упаренной пульпы пульпа в количестве насосом подается на трубчатый реактор. В центральный трубопровод трубчатого реактора через само охладитель подается жидкий аммиак.
Само охладитель предназначен для охлаждения жидкого аммиака с целью избежания искажений при измерении его расхода.
В трубчатом реакторе происходит донейтрализация пульпы до рН 7,7 ÷ 8,2. Расход фосфорной кислоты в реактор контролируется индукционным расходомером и регулируется частотным преобразователем электропривода насоса.
Расход жидкого аммиака контролируется ротаметром и может регулироваться согласно установленного задания, по соотношению с расходом фосфорной кислоты и в зависимости от рН пульпы.
Из трубчатого реактора донейтрализованная пульпа до мольного отношения 1,7 ÷ 1,8 по пульпопроводу поступает в БГС.
Процесс нейтрализации происходит с выделением паро-воздупшой смеси которая удаляется воздуховодами.
1.3.3 Гранулирование и сушка продукта в аппарате БГС. Пульпа из сборника пульпы насосом подается в аппараты БГС (рисунок 4) через две пневматические форсунки. Для распыления пульпы к форсункам подведен технический воздух с давлением 0,15 ÷ 0,25 МПа. В головную часть аппарата БГС ленточным конвейером подается мелкая фракция продукта (ретур). Cжатым воздухом пульпа разбрызгивается на мелкие капли и наносится на гранулы продукта, поступающего с ретуром и находящегося в БГС.
1 – форсунка; 2 – загрузочная камера; 3 – винтовая питающая насадка;
4 – обратный шнек; 5 – подъемно-лопастная насадка; 6 –разгрузочная камера; 7 – факел; I – зона гранулирования; II – зона досушки.
Рисунок 4 – Барабанный гранулятор-сушилка (БГС)
БГС представляет собой цилиндрический барабан диаметром 4,5 м и длиной 35 м, расположенный под углом наклона к горизонтали 3 градуса и вращающийся со скоростью 3,5 об/мин на двух роликовых опорных станциях. Упорные ролики предотвращают осевые сдвиги барабана. В головной части БГС размещена винтовая насадка, в средней части – подъемно-лопастная насадка с обратным шнеком, заканчивающаяся подпорным кольцом, в хвостовой части БГС насадка отсутствует.
При помощи обратного шнека в аппарате БГС циркулирует часть продукта (внутренний ретур). Внешний и внутренний ретур создают плотную завесу в головной части БГС. На частицы ретура напыляется диспергированная пульпа. При вращении БГС образуются гранулы. В хвостовой части БГС происходит досушка гранул.
Контроль за расходом пульпы осуществляется индукционными расходомерами, а регулирование частотными преобразователями электроприводов насосов.
Давление воздуха на форсунки автоматически поддерживается согласно заданному значению или изменяется в соотношении с расходом пульпы в БГС.
Одновременно с грануляцией диаммонийфосфата в БГС осуществляется процесс сушки продукта. К головной части БГС примыкает топка (калорифер газовый) из которого в БГС прямотоком подается теплоноситель (топочные газы), с температурой не более 650 ºС. Отработанный теплоноситель с примесями аммиака, фтора и пыли поступает на очистку. Воздух на сжигание природного газа и разбавления топочных газов подается вентилятором, проходит через калорифер, где подогревается паром после САИ.
Температура топочных газов на входе в БГС регулируется изменением расхода природного газа и воздуха в топку. Расход природного газа изменяется поворотом заслонки, установленной на газопроводе.
Расход воздуха изменяется положением лопаток направляющего аппарата на всасе вентилятора подачи воздуха в топку.
Аппарат БГС работает под разрежением 20 ÷ 50 Па (2 ÷ 5 мм вод.ст.), которое создается хвостовыми вентиляторами. Контроль за разрежением осуществляется в ЦПУ с непрерывным показанием и регистрацией. Температура отходящих газов из аппарата БГС поддерживается в пределах 90 ÷ 110 ºС с непрерывной регистрацией в ЦПУ.
Массовая доля влаги гранул на выходе из БГС не более 1,5 %.
В зависимости от размера гранул гранулометрический состав на выходе из БГС должен быть в пределах:
- менее 2 мм, то не более 20 %;
- от 2 до 5 мм, то не менее 60 %;
- более 5 мм, то не более 20 % .
Из аппарата БГС диаммонийфосфат выгружается на ленточный конвейер, по которому далее подается на ленточный конвейер узла рассева.
Ленточный конвейер представляет собой устройство, состоящее из «бесконечной» резино-тканевой ленты, движущейся по роликам, огибающей с одной стороны приводной, с другой - концевой барабаны. Для аварийного отключения вдоль конвейера монтируется канатно-выключающее устройство, позволяющее отключить конвейер с любого пункта вдоль него.
1.3.4 Классификация продукта и дробление крупной фракции. Диаммонийфосфат с ленточного конвейера узла рассева поступает на двухситные грохоты. Грохот представляет собой прямоугольный короб с двумя ситами. Верхнее сито имеет ячейки размером 4,5 х 4,5 мм, нижнее 2,5 х 50 мм. Сита установлены под углом 10 градусов и при помощи вибратора совершают колебательное движение. При этом фракция размером более 5 мм с верхнего сита грохота поступает в молотковые дробилки, откуда измельченный материал, вместе с фракцией размером менее 2 мм, просеявшейся через нижнее сито грохота при помощи ленточного конвейера подается в аппарат БГС. Гранулы размером 2 ÷ 5 мм с нижнего сита грохота поступают на ленточный конвейер и далее подаются на омасливание в барабан – кондиционер.
Молотковая дробилка представляет собой корпус, защищенный броневыми плитами, внутри вращается вал-ротор, на котором шарнирно укреплены молотки. В нижней части дробилки имеется колосниковая решетка, через которую высыпается измельченный продукт.
В теплое время года предусмотрено охлаждение удобрений в аэрохолодильниках перед поступлением на конвейер. Для этого продукт после грохотов переводится на транспортерную ленту, проходящую через аэрохолодильник. Воздух для охлаждения подается вентилятором. Охлажденный продукт поступает на ленточный конвейер и далее по существующей схеме.
Работа аппаратов БГС и транспортного оборудования узла классификации сблокирована встречно потоку транспортирования удобрений на дообработку. При остановке электродвигателя любой единицы оборудования транспортной цепочки останавливается электродвигатель предыдущей по ходу продукта конвейера и электродвигатель БГС.
1.3.5 Очистка отходящих газов. Схема очистки газов, узла нейтрализации. Парогазовая смесь, выделяющаяся в процессе нейтрализации фосфорной кислоты аммиаком от САИ вентилятором, подается на очистку от аммиака в двухступенчатую установку, состоящую из скруббера Вентури (рисунок 5) и полого абсорбера (рисунок 6), оснащенными эксцентриковыми форсунками.
1 – циркуляционный насос; 2 – брызгоуловитель; 3 – форсунка;
4 – корпус аппарата.
Рисунок 5 – Скруббер Вентури
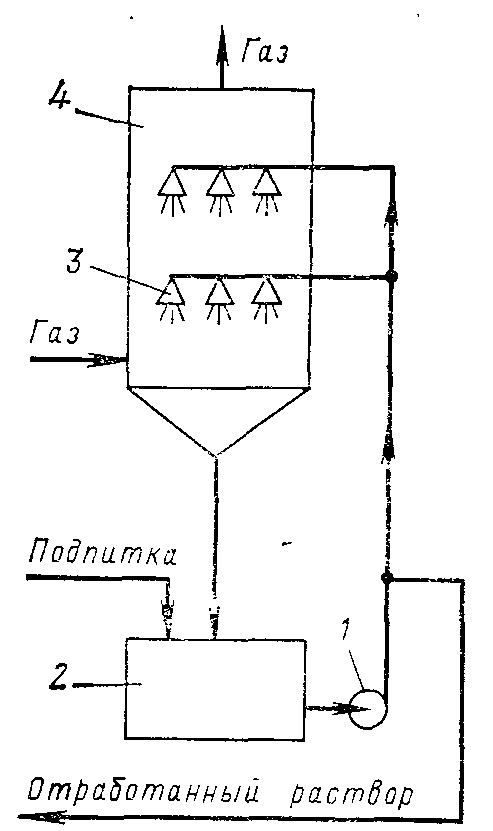
Система абсорбции работает под давлением. Орошение нижней части абсорбера производится аммонизированным раствором фосфорной кислоты. Орошение верхней части абсорбера производится технической водой. Сборник оборудован перемешивающим устройством. Парогазовая смесь, образующаяся в сборнике, отводится в газоход на всас вентилятора.
Очищенный газ выбрасывается в выхлопную трубу. Стоки с абсорбции заводятся в сборник и далее подаются на всас вентилятора.
Скруббер «Вентури», работающий в турбулентном режиме, представляет собой два усеченных конуса - конфузор (вход) и диффузор (выход), соединенных горловиной. В среднюю часть конфузора через патрубок подводится жидкость. Газ, пройдя горловину, приобретает большую скорость и раздрабливает жидкость на мельчайшие капли, в результате чего обеспечивается хороший контакт газа с жидкостью.
Газ Газ
Газ Газ
Подпитка Газ
Отобранный раствор
1 – циркуляционный насос; 2 – циркуляционный бак; 3 – форсунки;
4 – корпус аппарата.
Рисунок 6 – Полый абсорбер (полая башня)
Схема очистки газов, отходящих из аппаратов БГС. Газы, выходящие из аппаратов БГС очищаются от пыли удобрений, аммиака и фтора. Газы, отходящие от БГС разделяются на два потока и поступают последовательно в скрубберы «Вентури» (рисунок 6), затем две полые башни (рисунок 5), где проходят очистку, затем в два брызгоуловителя и далее хвостовыми вентиляторами выбрасываются в высотную выхлопную трубу.
Схема очистки от газов и пыли, выделяющихся в процессе рассева и дробления крупной фракции. Запыленный воздух от технологического оборудования узла классификации (дробилки, грохота, головки транспортеров) вентилятором протягивается через циклон и абсорбер. Уловленная в циклонах пыль удобрений при помощи мигалок подается на ленточный конвейер. В абсорбере осуществляется мокрая очистка воздуха от пыли. Запыленный воздух поступает в нижнюю часть АПС (абсорбер пенный скоростной) (рисунок 7), абсорбционный раствор подается сверху.
1 – циркуляционный насос; 2 – циркуляционный бак; 3 – решетка;
4 – корпус аппарата.
Рисунок 7 – Пенный скоростной абсорбер (АПС)
Циркуляция абсорбционного раствора в абсорберах осуществляется в безнасосном режиме за счет движущей силы восходящего газового потока. Воздух, очищенный от пыли через выхлопную трубу выбрасывается в атмосферу.
1.3.6 Омасливание и охлаждение продукта. Омасливание производится для снижения пылимости при погрузо-разгрузочных работах при предъявлении потребителем дополнительных требований к качеству продукта.
Конвейером диаммонийфосфат подается в барабан-кондиционер, где происходит охлаждение и омасливание. Охлаждение продукта осуществляется атмосферным воздухом в противоточном режиме. Воздух протягивается через барабан хвостовым вентилятором. Отработанный теплоноситель поступает в систему газоочистки.
Барабан-кондиционер представляет собой цилиндрический барабан диаметром 3500 мм и длиной 18000 мм, установленный под углом наклона к горизонтали 10 и вращающийся со скоростью 3 об/мин на двух роликовых опорных станциях. В горячем конце барабана находится гладкостенная зона, ограниченная на входе подпорным кольцом диаметром 2400 мм, в средней части – подъёмно-лопастная насадка, заканчивающаяся подпорным кольцом диаметром 2000 мм, в холодном конце – продольная подъёмная насадка, ограниченная на выходе подпорным кольцом диаметром 3000 мм. Гладкостенная зона служит для предотвращения пылеуноса, насадка - для перемешивания продукта с целью интенсификации процесса охлаждения в средней зоне и процесса омасливания в холодном конце. Кондиционирующая жидкость с температурой 40 ÷ 70 0С распыливается сжатым воздухом через форсунку на гранулы продукта на расстоянии 2 м от входа его в барабан.
Основой кондиционирующей жидкости является индустриальное масло И20А или МК-40. Насосом масло раскачивается в сборники на омасливание продукта. Из сборника насосом, через форсунку в барабан-кондиционер подается индустриальное масло марки И-20А, где происходит равномерное покрытие поверхности гранул тонким слоем масла, предотвращающим пыление.
ДАФ из барабана-кондиционера поступает на элеватор, которым подается на конвейер для транспортировки в отделение дообработки и подготовки.
1.3.7 Дообработка и подготовка продукта. Диаммонийфосфат ленточными конвейерами транспортируется из главного корпуса в отделение дообработки и подготовки, далее поступает на конвейер, и с помощью сбрасывающей тележки складируется насыпью в кучи.
Из куч удобрение кратцер-краном подается на ленточный конвейер с которого подается в элеватор. С элеватора удобрение поступает на односитовый грохот для контрольного рассева.
Элеватор представляет собой «бесконечную» цепь, натянутую на звездочки - верхнюю приводную и нижнюю натяжную. К цепи крепятся ковши. Цепь с ковшами заключена в кожух.
Товарная фракция удобрений с односитового грохота поступает на ленточный конвейер. С конвейера удобрение с помощью сбрасывающей тележки направляется в один из шестнадцати бункеров. Крупная фракция – некондиция (гранулы размером более 5мм в диаметре) с сита односитового грохота сбрасывается в бункер и затем автомашинами вывозится в главный корпус, где через бункера подается на ретурный конвейер и далее в технологический процесс. Просыпи, образующиеся в результате погрузочных работ, также собираются и автомашинами вывозятся на ретурный конвейер. В случаях сильного загрязнения, продукт вывозится в отвал.
Все оборудование отделения дообработки и подготовки сблокировано встречно потоку транспортирования на отгрузку. При остановке электродвигателя любой единицы оборудования транспортной цепочки останавливается электродвигатель предыдущей по ходу продукта единицы оборудования.
1.3.8 Фасовка диаммонийфосфата. Фасовка продукта в мягкие специализированные контейнера МКР (мешки Big – Bag)
Диаммонийфосфат из отделения дообработки и подготовки ленточным конвейером подается в отделение фасовки - бункер. Из бункера ДАФ поступает в бункер фасовочной машины. Включается вентилятор, затем наполнительный рукав мешка FIBC / Big – Bag раздувается и включается загрузка, открывается загрузочный штуцер, продукт засыпается в мешок. В процессе наполнения мешок FIBC / Big – Bag расположен на взвешивающем устройстве, где производится автоматическое взвешивание продукта по принципу нетто, в соответствии с необходимыми параметрами точности. Приблизительная загрузка продолжается до заданного значения, затем включается точная загрузка и продолжается до заданного веса. Кнопкой включается весовой конвейер и заполненный мешок продвигается вперед. При достижении мешком первого фотоэлемента автоматически включается конвейер. После прохождения первого фотоэлемента конвейеры, останавливаются. На местом заполненного мешка FIBC / Big – Bag устанавливается и подготавливается к наполнению следующий мешок. Цикл затаривания повторяется. Заполненные мешки продвигаются с помощью конвейера и далее мостовым краном перемещаются к месту складирования или производится погрузка в железнодорожные вагоны.
1.4 Прототип системы
В качестве основопологающей системы рассмотрим автоматизированную систему нейтрализации, функциональная схема которого приведена на рисунке 8.
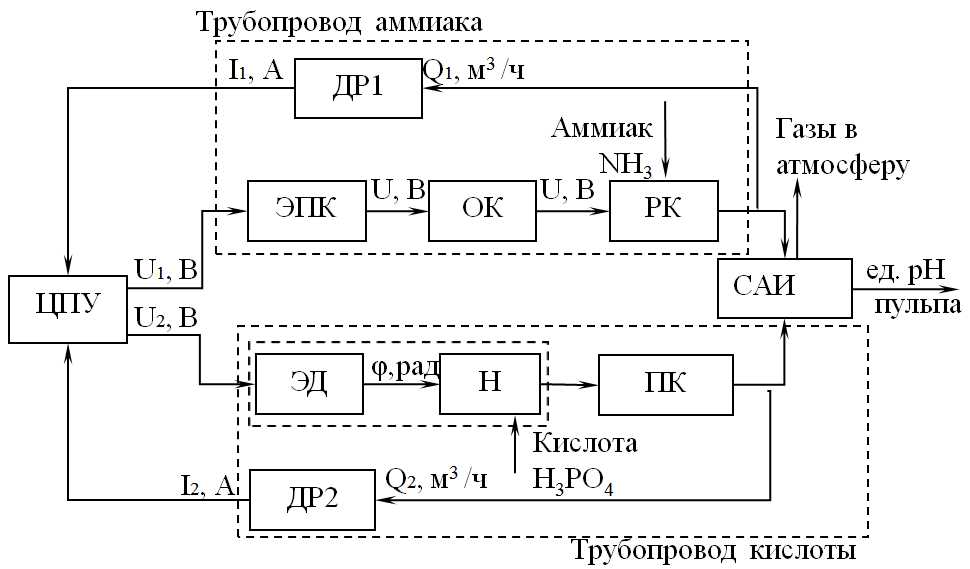
ЦПУ – центральный пункт управления; ЭПК - электропневмоклапан;
OK – отсечной клапан; PK - регулировочный клапан; ЭД – электродвигатель; Н – насос; ПК – пневматический клапан; САИ – скоростной аммонизатор испаритель; ДР1,Д2 –датчик расхода кислоты и аммиака.
Рисунок 8 – Функциональная схема прототипа системы нейтрализации
Существующий процесс первой стадии нейтрализации выполнен с использованием пневматического оборудования.
В центральном пульте управления (ЦПУ) оператор задает задатчиком расходы кислот и аммиака в зависимости от концентрации фосфорной кислоты. Пневматический сигнал приводит в действие исполняющие механизмы (регулирующий клапан (РК) и пневматический клапан (ПК)). Электропневмоклапан и электронасос включается ключом вручную оператором. Начинается подача кислот и аммиака в циркуляционную камеру САИ, где происходит реакция. На трубопроводе аммиака перед регулирующим клапаном и на трубопроводе кислоты после пневмоклапана установлены расходомеры.
pH получаемой пульпы на выходе из САИ отбирается вручную и замеряется в лабораторных условиях.
Существенным недостатком этой системы является то, что управление процессом осуществляется вручную.
В значении pH пульпы большую роль играет человеческий фактор и время проведения замера. Использование пневматического оборудования приводит к ухудшению качества управления, поскольку существуют запаздывания при передаче показаний приборов.
1.5 Постановка цели дипломного проектирования
Целью дипломного проекта является разработка системы автоматического регулирования уровня pH диаммонийфосфатной пульпы на первой стадии нейтрализации.
Стадия аммонизации (нейтрализации или сатурации) фосфорно-кислотных растворов обязательна в том или ином аппаратурном оформлении при получении любых комплексных удобрений. Именно на этой стадии образуются фосфорнокислые соли, являющиеся основой всех сложных удобрений. Другие известные в промышленности методы получения фосфорнокислых солей — взаимодействием фосфорной кислоты со средними фосфатами кальция или при взаимодействии кислоты с карбонатом или гидрооксидом кальция — используются в основном при производстве одинарных фосфорных удобрений и кормовых фосфатов, но не сложных удобрений.
Из всех технологических процессов производства диаммонийфосфата именно первая стадия нейтрализация является основным процессом. Технологические и технико-экономические показатели работы производства во многом определяются процессом нейтрализации используемой при автоматическом контроле и управлении технологическим процессом производства ДАФ.
Практический режим нейтрализации должен быть таким, чтобы образующаяся в САИ пульпа обладала достаточной подвижностью. Вязкая пульпа трудно перекачивается насосами и плохо поглощает аммиак. Вязкость пульпы зависит прежде всего, от концентрации исходной фосфорной кислоты, а также от растворимости фосфатов аммония, температуры и других факторов.
Оптимальная степень нейтрализации кислоты на первой стадии определяется тремя факторами:
- сохранение подвижности пульпы;
- сохранение термической стабильности пульпы;
- обеспечение минимальной влажности пульпы на выходе.
При автоматизации процесса первой стадии нейтрализации фосфорной кислоты необходимо решать ряд задач:
-
стабилизация расхода кислоты в нейтрализатор; -
стабилизация соотношения «фосфорная кислота-аммиак» посредством подачи одного из компонентов в аммонизатор; -
стабилизация pH пульпы.
На рисунке 9 показана зависимость физико-химических свойств (вязкость, плотность, растворимости и pH) насыщенных растворов ДАФ от мольного отношения NН3: Н3РО4 при 25 ºС.
1 2 3 4 5 6 7