Добавлен: 23.11.2023
Просмотров: 623
Скачиваний: 12
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Наибольшее давление на стенки бункеров оказывают насыпные грузы, близкие по свойствам к жидкости. Например, сильно аэрированные насыпные грузы, содержащие большое количество влаги и имеющие характер суспензии, а также грузы, находящиеся в состоянии таких интенсивных вибраций, что нарушается постоянство давления на стенки.
Как правило, бункера квадратного сечения оснащаются механизмами, обеспечивающими стабилизацию их функционирования, среди них технологически важными являются: загрузочные приспособления, затворы, питатели, а также различного типа дозирующие устройства. Загрузочные приспособления – технические средства, предназначенные для оптимизации заполнения бункера сыпучими-материалами.
Затворы – служат для регулирования и перекрытия потока сыпучего материала из выпускных отверстий бункера.
Питатели – механизмы, при помощи которых осуществляется равномерная регулируемая подача сыпучих материалов из ёмкостей в технологическую линию (непосредственно, или через промежуточные ёмкости).
В выпускной квалификационной работе рассматривается приёный
квадратный бункер для сыпучих материалов.
1.2 Организация рабочего места при изготовлении конструкции
Рабочее место не должно быть захламлено, поскольку это предаёт неудобство сварщику и можно получить травму, поэтому необходимо содержать рабочее место в частоте. Под организацией рабочего места понимается часть производственной площади цеха, участка или мастерской, которая используется для изготовления металлических конструкций. Рабочее место предназначено для выполнения работ определённого вида и должно, быть оснащено оборудованием, приспособлениями, инструментом и материалами, необходимыми для их изготовления.
Подготовить рабочее место сварщика для изготовления бункера:
- убрать все лишние предметы с рабочего места, не загромождая при этом проходов к электрооборудованию, к средствам пожаротушения, приступать к работе только на чистом, не скользком полу;
- убедиться в исправности сварочного оборудования и соответствии рабочего места требованиям ТБ, исправности заземления сварочной установки, изделия
- расположить сварочные провода таким образом, чтобы они не подвергались механическим повреждениям и действию высокой температуры;
- убедиться в том, что вблизи рабочего места не расположены пожароопасные - и взрывоопасные вещества и горючие материалы в радиусе 5м.
Детали и заготовки уложить или установить в устойчивом положении на подкладках и стеллажах таким образом, чтобы детали можно было собирать на прихватках, ознакомиться с предстоящей работой и подготовить необходимый для ее выполнения инструмент и технологическую оснастку
- использовать исправный переносной светильник.
Учитывая, что: переносной ручной светильник должен иметь рефлектор, защитную сетку, крючок для подвешивания и шланговый провод с вилкой, сетку закрепленную на рукоятке винтами или хомутами, патрон встроенный
в корпус светильника таким образом, чтобы токоведущие части патрона и цоколя лампы были недоступны для прикосновения к ним руками.
- для питания светильника в особо опасных помещениях и в помещениях с повышенной опасностью применять напряжение не выше-12В и 42В соответственно;
- вилки светильников напряжением 12В и 42В не должны подходить к розеткам 127 и 220В, штепсельная розетка напряжением 12 В и 42В должна визуально отличаться от розеток напряжением 127В и 220В.
- проверить исправность местной и общеобменной вентиляции.
Места проведения сварочных работ разделяют на постоянные и временные. Из-за не больших размеров изделия нужно временное рабочее место.
Временные рабочие места предназначены для работ, которые выполняются в специально оборудованных цехах, мастерских и т.д. Устанавливают сварочный аппарат в защищенном от атмосферных воздействий, стол сварщика, манипулятор, вытяжку.
1.3 Технологическая схема изготовления конструкции
П
 одготовка метала к сварке.
одготовка метала к сварке.
З
ачистка

Г
ибка и правка

Р
азметка и наметка

Р
езка


О
бработка кромок

Сборка и сварка бункер
1.4 Выбор материала конструкции и сварочного оборудования
Для изготовления сварного квадратного бункера для сыпучих материалов применяется сталь марки Сталь С245 из листового (ГОСТ 9903-88) и широкополосного универсального проката по ГОСТ 82 предназначенных для строительных стальных конструкций со сварными и другими соединениями.
Химический состав стали С245 по сплавочному анализу ковшовой пробы должен соответствовать нормам, приведенным в табл. 1 (табл. 1 ГОСТ 27772-88). Сталь марки С 245 имеет хорошую свариваемость, что позволяет изготавливать из листового проката этой марки сложные конструкции для химической, нефтяной, строительной, судостроительной отраслей.
Таблица 1
| C | Si | Mn | Ni | S | P | Cr | N | Cu |
| до 0.22 | 0.05 - 0.15 | до 0.65 | до 0.3 | до 0.05 | до 0.04 | до 0.3 | до 0.012 | до0.3 |
Высокая механическая устойчивость к низким температурам также позволяет с успехом применять сталь марки С245 при низких температурах.
Сварка этой стали может производиться без подогрева. Так как углерода в стали мало, то сварка ее довольно проста, причем сталь не закаливается и не перегревается в процессе сварки, благодаря чему не происходит снижение пластических свойств или увеличение ее зернистости. К плюсам применения этой стали можно отнести также, что она не склонна к отпускной хрупкости и ее вязкость не снижается после отпуска. Вышеприведенными свойствами объясняется удобство использования С245 от других сталей с большим содержанием углерода или присадок, которые хуже варятся и меняют свойства после термообработки.
Для сварки С245 можно применять любые электроды (например, Э42А и Э50А) и сварочные проволоки марки (Св08, Св08А, Св08ГСА, Св08Г2С, Св18ХГС), предназначенные для низколегированных и малоуглеродистых сталей,
Материалом для изготовления выбираю сталь марки С245, свойства которой полностью соответствует всем требованиям эксплуатационных условий заданной конструкции.
Выбор способа дуговой сварки определяется формой изделия, стремлением высокой производительности процесса, возможность его выполнения заводских условиях. Так же на выбор способов сварки конструкций влияет типы сварных швов и соединений, толщина и свойства материала. Способ должен обеспечить получения качественного соединения с полным проплавлением металла стыка.
Выбор оборудования и инструментов
Для изготовления стальной двери используют оборудование:
Сварочный трансформатор служит для понижения напряжения сети с 220 или 380 В до безопасного, но достаточно для лёгкого зажигания и устойчивого горения электрической дуги (не более 80 В), а так же для регулировки силы сварочного тока.
Трансформаторы выпускаются в соответствии с соответствующими стандартами на номинальные силы тока 160; 250; 315; 400 и 500 А.
Конструктивно трансформаторы серии ТДМ относятся к группе трансформаторов стержневого типа. Для них характерны малый расход активных материалов, простота конструкции, высокие сварочные и энергетические показатели, широкие пределы регулирования тока.
Одним из распространенных трансформаторов является ТДМ‑317. В нижней части сердечника трансформатора размещается первичная обмотка, состоящая из двух катушек, расположенных на двух стержнях. Катушки об
мотки закреплены неподвижно. Вторичная обмотка расположена на значительном расстоянии от первичной, катушки обмоток соединены параллельно. Вторичная обмотка перемещается по сердечнику с помощью винта и рукоятки. Сварочный ток регулируется изменением расстояния между первичной и вторичной обмотками (рис 2).
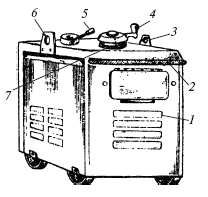
Рис.8.Внешний вид передвижного сварочного трансформатора типа ТДМ‑317: 1– металлический кожух; 2– ручка для перемещения; 3– крышка; 4– рукоятка для плавного изменения сварочного тока; 5– переключатель диапазонов сварочного тока; 6–рым‑болты для подъема и разгрузки; 7– токо указатель.
Трансформаторы ТДМ‑317, снабжены устройством снижения напряжения холостого хода, которое предназначено для повышения электробезопасности при сварочных работах во время обрыва дуги (холостой ход).
Конструкции трансформаторов серии ТДМ весьма разнообразны. В зависимости от способа регулирования тока эти трансформаторы можно подразделить на две группы – с механическим и электрическим регулированием. В первую группу входят устройства, связанные с применением подвижных обмоток и секций магнитопроводов. Во вторую – устройства, связанные с подмагничиванием магнитопроводов постоянным током и тиристорным регулированием.