Добавлен: 30.11.2023
Просмотров: 85
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
При больших радиальных и аксиальных зазорах, а также повреждении отдельных деталей или частей (разрушение сепаратора, шариков или роликов, выкрашивание металла на дорожках качения) подшипники качения заменяют новыми.
Ставят новые подшипники и в случаях, если имеются не подлежащие исправлению повреждения, сколы или трещины на кольцах, сепараторах, шариках (роликах); забоина или вогнутость на поверхности дорожек качения; цвета побежалости на поверхности колец, сепараторов, шариков (роликов); царапины или глубокие риски, расположенные поперек пути качения шариков (роликов); стук и не прекращающийся после промывки шум подшипников; забоины или вогнутость на поверхности сепаратора; явные следы шариков (роликов) на дорожках качения и др.
При посадке подшипников качения на вал обычно предварительно нагревают его до 80 - 90 °С в масляной ванне. Либо применяется метод индукционного нагревания подшипников качения. Нагрев подшипников индукционным методом происходит примерно в 3 раза быстрее, чем в масляной ванне.
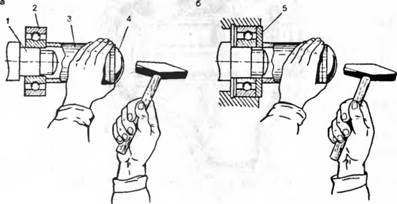
Рис. 12. Насадка подшипников качения: а — на вал; б — на вал и в расточку подшипникового щита; 1 — вал; 2 — подшипник; 3 — отрезок трубы; 4 — заглушка; 5 — металлическая шайба
 Нагретый подшипник насаживают на вал электрической машины (рис. 12, а) вручную с помощью надставки, которая состоит из сферической заглушки 4, надетой на отрезок трубы, диаметр которой равен диаметру средней части кольца подшипника 2. Участок вала, на который насаживается подшипник, тщательно зачищают от заусенцев, а потом промывают к вытирают насухо. Насадку подшипника на вал и в расточку подшипникового щита (рис. 12, б) осуществляют с помощью надставки и металлической шайбы 5. Поверхность расточки щита предварительно обрабатывают так же, как место насадки подшипника на вал.
Нагретый подшипник насаживают на вал электрической машины (рис. 12, а) вручную с помощью надставки, которая состоит из сферической заглушки 4, надетой на отрезок трубы, диаметр которой равен диаметру средней части кольца подшипника 2. Участок вала, на который насаживается подшипник, тщательно зачищают от заусенцев, а потом промывают к вытирают насухо. Насадку подшипника на вал и в расточку подшипникового щита (рис. 12, б) осуществляют с помощью надставки и металлической шайбы 5. Поверхность расточки щита предварительно обрабатывают так же, как место насадки подшипника на вал.При механизированной насадке подшипников используют универсальный пневмогидравлический пресс, который позволяет повысить производительности труда почти в 4 раза.
Подшипники скольжения электрических машин встроены в подшипниковые щиты или закреплены в стойках, которые устанавливаются на общем со станиной машины фундаменте. Выполняют эти подшипники в виде сплошной или составной втулки, которая имеет две половинки (вкладыши) с горизонтальным разъемом. Внутренняя поверхность втулки покрыта слоем антифрикционного сплава баббита. В подшипниках скольжения применяют преимущественно кольцевую систему смазывания.
Подшипники скольжения ремонтируют чаще всего из-за износа, отслоения или выкрашивания слоя баббита, выплавления баббита в результате нагрева при сверхдопустимой температуре. Дефекты вкладышей выявляют внешним осмотром и по звуку при простукивании молоточком: если слой баббита хорошо сохранился, звук будет чистым и звонким, а если отслоился — дребезжащим и глухим. Чтобы найти трещины в баббите вкладыша, его опускают на 10 - 15 мин в керосин, затем вытирают насухо и покрывают тонким слоем мела, разведенного в воде. В результате трещины четко вырисовываются на покрытой мелом поверхности.
Обнаруженные дефекты ликвидируются путем перезаливки баббита. Ремонт подшипников в этом случае включает: подготовительные работы, заливку, механическую обработку и пригоночные работы.
 Предварительно вкладыши очищают от грязи и масла, промывая в 10 %-м растворе каустической соды, и освобождают от баббита путем выплавления. Подогрев осуществляют паяльной лампой или в электрических печах при 380 - 400 °С Вкладыши обезжиривают, опуская их на 1 - 3 мин в 10 %-й раствор каустической соды, нагретой до 70 -80 °С, а затем промывают в горячей воде и вытирают насухо.
Предварительно вкладыши очищают от грязи и масла, промывая в 10 %-м растворе каустической соды, и освобождают от баббита путем выплавления. Подогрев осуществляют паяльной лампой или в электрических печах при 380 - 400 °С Вкладыши обезжиривают, опуская их на 1 - 3 мин в 10 %-й раствор каустической соды, нагретой до 70 -80 °С, а затем промывают в горячей воде и вытирают насухо.Обезжиренные вкладыши готовят под заливку баббитом одним из следующих способов:
• очистка внутренней поверхности стальными проволочными щетками до металлического блеска;
• пескоструйная очистка внутренней поверхности и последующая металлизации;
• очистка и облуживание внутренней поверхности.
Подготовленные под заливку вкладыши скрепляют хомутиками.
Подшипники скольжения электрических машин мощностью до 100 кВт общепромышленного применения заливают баббитом преимущественно марки Б-16 или ВН. При небольших объемах баббит плавят в тиглях, а при больших — в индукционных печах.
 Разъемные вкладыши подшипников после заливки разбирают, места соединения очищают, между половинками вкладыша устанавливают регулировочные медные прокладки толщиной 0,8 - 1,2 мм. Обе половинки вместе с прокладками закрепляют хомутом и растачивают подшипник. Затем прорезают смазочные (маслораспределительные) канавки и пришабривают подшипник к валу.
Разъемные вкладыши подшипников после заливки разбирают, места соединения очищают, между половинками вкладыша устанавливают регулировочные медные прокладки толщиной 0,8 - 1,2 мм. Обе половинки вместе с прокладками закрепляют хомутом и растачивают подшипник. Затем прорезают смазочные (маслораспределительные) канавки и пришабривают подшипник к валу.С помощью щупа проверяют зазор между шейкой вала и рабочей поверхностью подшипника. В электрических машинах с частотой вращения более 1000 об/мин и подшипниками скольжения с кольцевой смазкой допустимые зазоры между шейкой вала и подшипником должны составлять 0,12 - 0,17 мм при диаметре валов 80 - 120 мм и 0,15 - 0,21мм при диаметре 120 - 160 мм.
Таблица 2
Последовательность операций при ремонте якоря
| Операция | Последовательность выполнения | Применяемые оборудование, инструмент, приспособления |
| Отсоединение обмотки от коллектора | Изготовляют и устанавливают клинья между петушками, распаивают петушки, поднимают концы обмотки, счищают излишки олова | Электродуговой паяльник |
| Демонтаж старой обмотки | Снимают бандажи, осаживают клинья и выбивают их из пазов. Удаляют обмотку и очищают пазы якоря. Замеряют длину и ширину паза, изготовляют изолирующие пазовые коробочки и укладывают их в пазы якоря | Инструмент обмотчика |
| | | |
| Изготовление новой обмотки | Наматывают секции обмотки якоря на станке, укладывают в пазы, изолируют лобовые части обмотки. Изготовляют клинья и устанавливают их в пазы | Намоточный шаблон |
| Пропитка обмотки. Бандажирование | Пропитывают обмотку якоря лаком в ванне, просушивают в сушильной камере (до и после пропитки). Проверяют изоляцию обмотки на корпус, заготовляют и укладывают изоляцию под бандажи. Накладывают шнуровые и проволочные бандажи и запаивают последние | Сушильная камера, ручные ножницы, комбинированные кусачки |
| Присоединение обмотки якоря к коллектору | Выправляют петушки коллектора, лудят петушки и концы обмотки. Разбирают концы и присоединяют их согласно схеме к петушкам. Расклинивают петушки, пропаивают и зачищают | Асбестовые полосы толщиной 0,3 мм |
Таблица 3 Последовательность операций при перемотке обмоток полюсных катушек| Операция | Последовательность выполнения | Применяемые оборудование, инструмент, приспособления |
| Снятие полюсов с катушками | Снимают изоляцию, распаивают соединения между катушками, отсоединяют выводы обмоток от панели зажимов и маркируют полюса. Открепляют и снимают полюса с катушками, снимают катушки и изоляционные прокладки с сердечника | Электропаяльник, плоскогубцы |
| Перемотка обмотки полюсных катушек | Снимают изоляцию с катушки, разматывают катушку. Наматывают новую катушку на станке, пропитывают ее лаком в ванне, просушивают в сушильной камере, покрывают наружную поверхность эмалью вручную | Намоточный шаблон камера, пульверизатор, сушильная |
| Установка полюсов с катушками | Очищают выводные концы катушек от лака, устанавливают изоляционные прокладки и катушки на сердечнике. Устанавливают прокладки и полюса в станину и закрепляют. Выверяют диаметральные расстояния между полюсами, запаивают и изолируют соединения между катушками. Выводят концы на панель зажимов и проверяют полярность катушек полюсов | Масштабная линейка мегомметр |