Файл: 7 Технические условия на ремонт металлоконструкций птсд машин 1 Общие положения.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 01.12.2023
Просмотров: 44
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
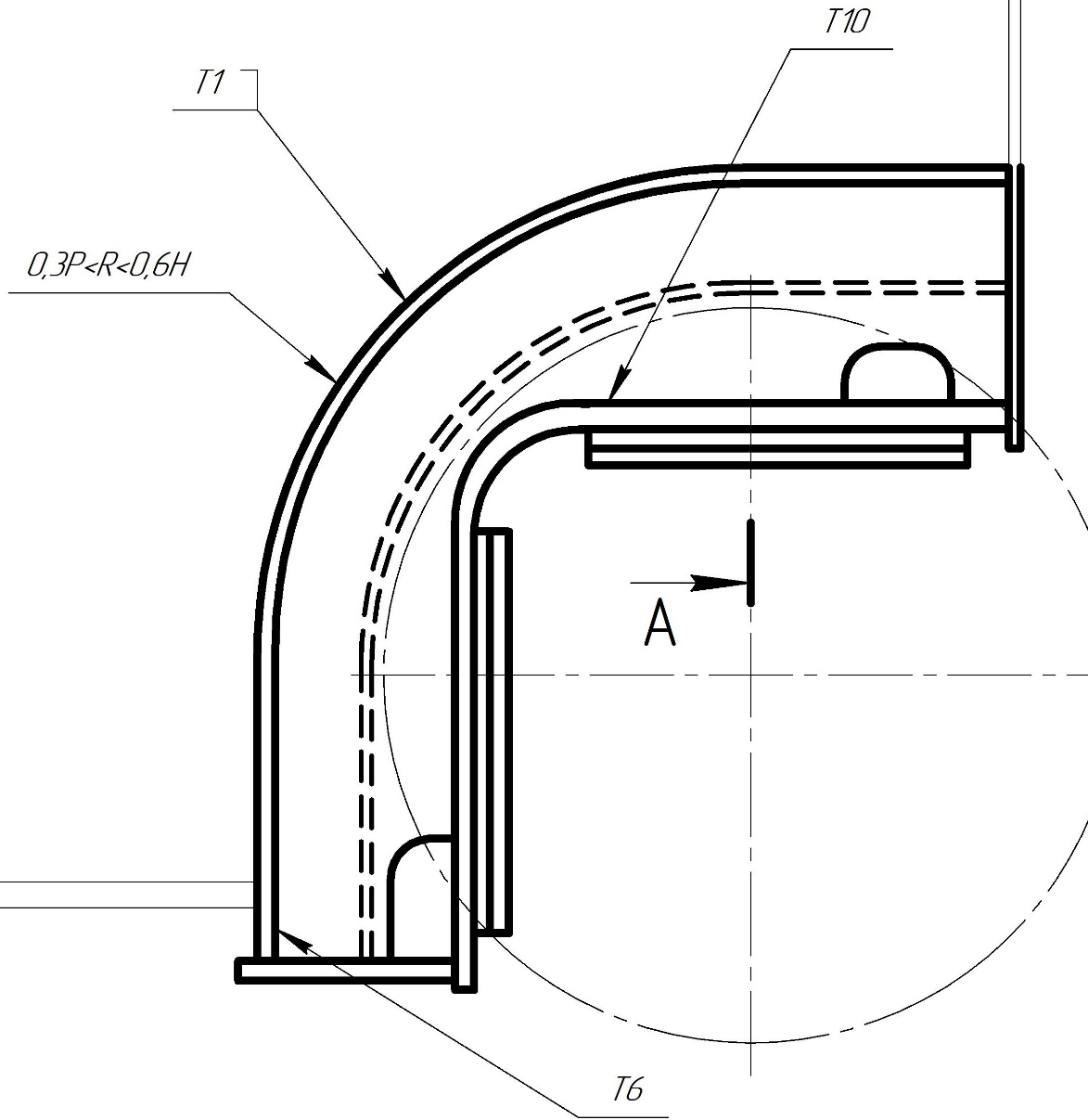
Рисунок 11 - Схема изготовленной части.
-
Установить и выверить изготовленную часть, и прихватить. Длина прихваток 30-500 мм через каждые 150-200 мм. Электроды ф 3 мм, 1св=80-100 А.
-
Приварить изготовленную опорную часть сварными швами Т1 6, Т6 6 и Т10 6. Электроды ф 4мм, 1св=110-130 А. Технологические размеры сварки см. рисунки 12-14 -
Проверить качество сварочных швов ультразвуком по ГОСТ 14782-86

Рисунок 12 - Схема сварочного шва Т1
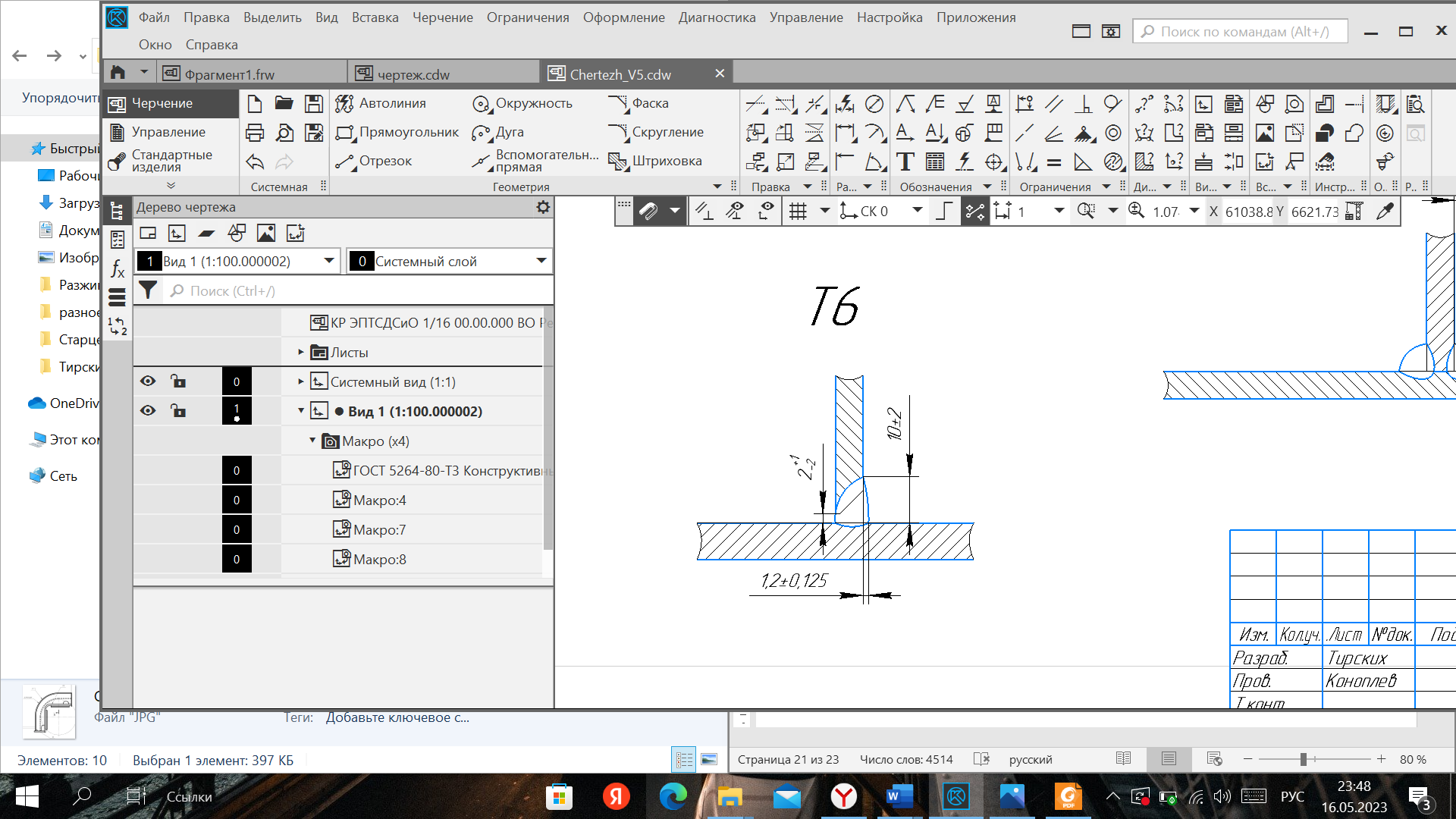
Рисунок 13 - Схема сварочного шва Т6
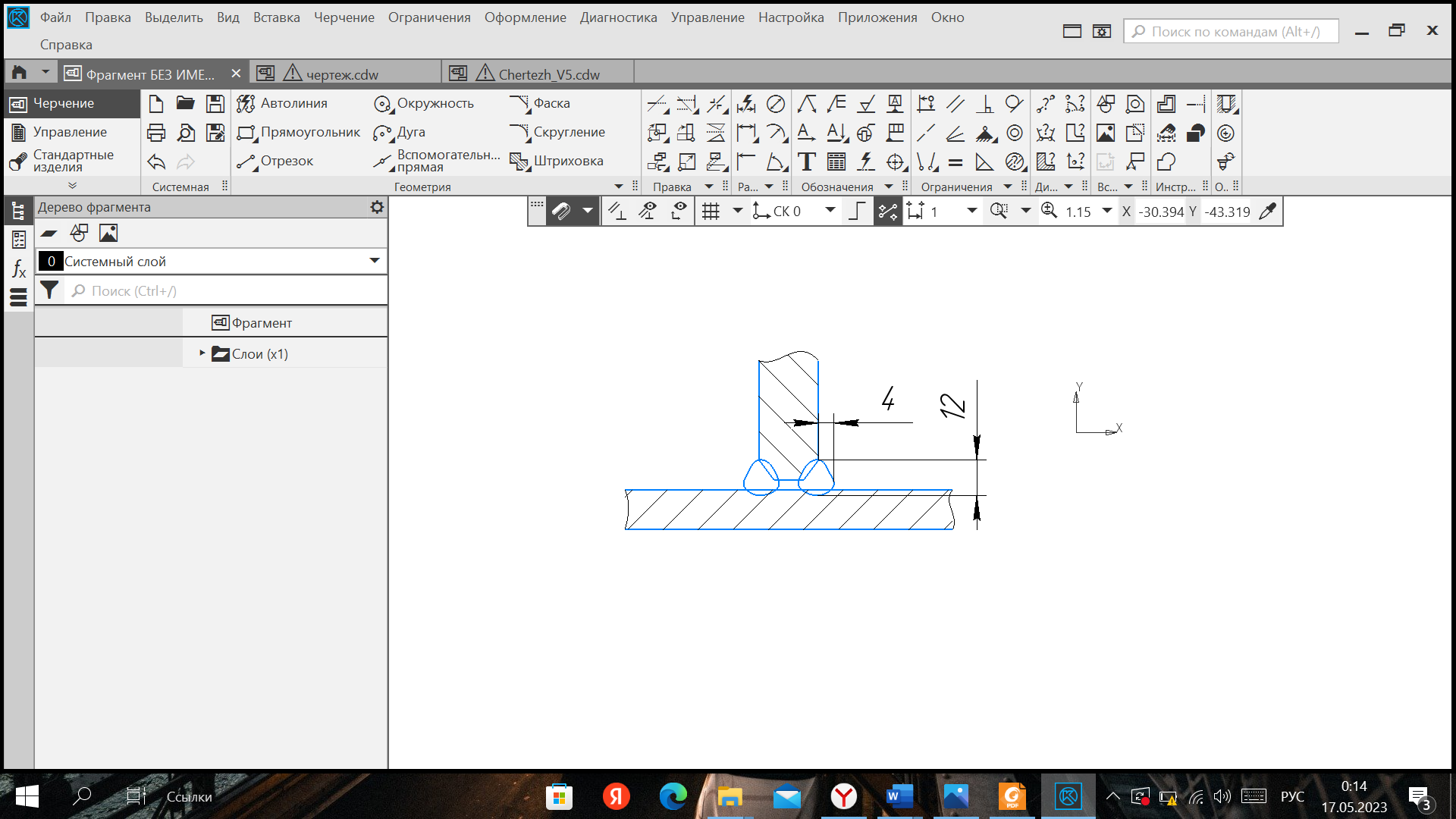
Рисунок 14 - Схема сварочного шва Т10
-
Контроль качества сварки
-
Контроль качества сварки осуществлять внешним осмотром.
Не допускается:
– поры в количестве более четырех на участке шва длиной 100 мм. (максимальный размер пор не более 1 мм).
–Подрезы, трещины и прочие дефекты не допускаются.
8.5 Контроль качества сварных швов
Контроль качества сварных соединений осуществить после простукивания места сварки молотком, внешним осмотром с помощью лупы десятикратного увеличения и замера профиля шва шаблоном.
После полного остывания металла после сварки тщательно проверить близлежащие сварочные швы на трещины, возможные при деформациях металла.
Недопустимыми дефектами сварного соединения являются:
-
трещины всех размеров и направлений; -
местные наплывы общей длиной более 10мм на участке шва 1000мм; -
подрезы глубиной более 0,5мм при толщине наиболее тонкого из свариваемых элементов до 20мм включительно; -
подрезы глубиной более 3% толщины наиболее тонкого из свариваемых элементов, при его толщине свыше 20мм; -
поры в количестве более 4 штук на длине шва 100мм, при этом максимальный размер пор не должен быть более 1мм, при толщине свариваемых элементов до 8мм включительно, и более 1,5мм при толщине свариваемых элементов свыше 8мм до 50мм включительно; -
скопление пор в количестве более 5 штук на 1см2 площади шва, при этом максимальный размер любой из пор не должен быть более 1мм; -
незаваренные кратеры, -
прожоги и свищи.