Файл: Байыту фабрикасы туралы негізгі мліметтер кен байыту .docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 05.12.2023
Просмотров: 96
Скачиваний: 2
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Ұсатқыш машиналар түрлері
-
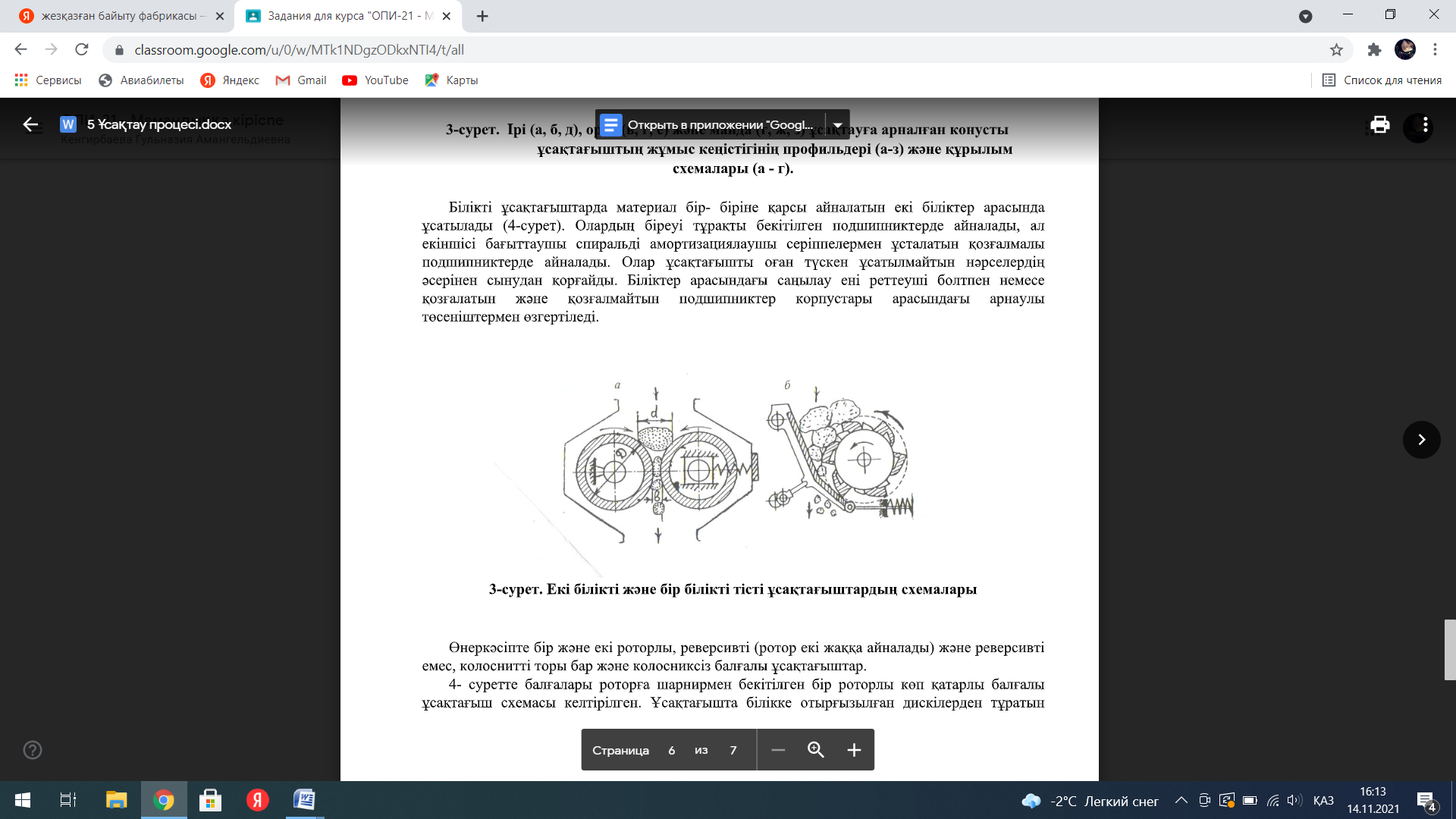
Конусты ұсақтағыштар, мұнда кеннің ұсақталуы қозғалатын және қозғалмайтын
конустардың арасында жаншу және үйкеу арқылы жүреді.
-
Жақты ұсақтағыштар, мұнда кесектердің бұзылуы периодты жақындайтын екі
жақтын арасында жаншылу және жарылу жолымен жүргізіледі.
-
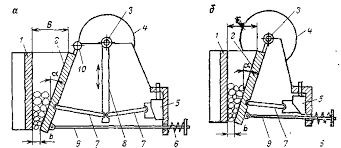
Білікті ұсақтағыштар, мұнда кеннің ұсақталуы бір- біріне қарсы айналатын екі
біліктің арасында жаншылу арқылы жүреді.
-
Соққылы әсерлі ұсатқыштар.
Жақты ұсақтағыштар ірі және орта ұсақтау үшін, конусты - ірі, орта және майда ұсақтауға, білікті - сынғыш кендерді майда ұсақтауға қолданылады.
4-сурет.Жақты ұсатқыштар схемасы
5-сурет. Конусты ұсатқыштар схемасы
6-сурет. Екі білікті және бір білікті тісті ұсақтағыштардың схемасы
Елеу
Қатты материалдарды електен өткізу арқылы ірілігі бойынша технологиялық бөлу процесі елеу деп аталады. Елеу нәтижесінде класстар деп аталатын әртүрлі ірілікті бір немесе бірнеше өнімдер алынады.
Елекке түсетін бастапқы материал екі өнімге бөлінеді: електе қалатын тор үстіндегі өнім «Жоғарғы» өнім, елек саңылауларынан өткен тор астындағы өнім «Төменгі» өнім деп аталады.
Тор астында алынған өнім массасының бастапқы материалдағы төменгі класс массасына қатынасы елеудің тиімділігі деп аталады. Төменгі класс деп ірілігі елеу жүргізілген електеу тесіктерінің өлшемінен кіші материалды айтады.
Електер
Материалдарда елеуге арналған машиналар мен құрылғылар електер деп аталады. Барлық електер негізінен үш бөліктен тұрады: елегіш бет, корпус, қимылға келтіру механизмі.
Кен байыту фабрикаларында кеңінен тараған түрі дірілдеуік (вибрационные) електер.Олардың өнімділігі және тиімділігі басқаларымен салыстырғанда жоғары болып келеді.
Колосникті електер әдетте ірі ұсату сатысында, орташа және майда ұсату сатысында дірілдеуік електер қолданылады.
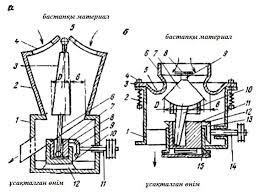
Колосникті елеуіштер көлбеу қатар-қатар орналасқан бір-бірімен көлденен біліктерімен бекітілген колосниктерден тұрады.
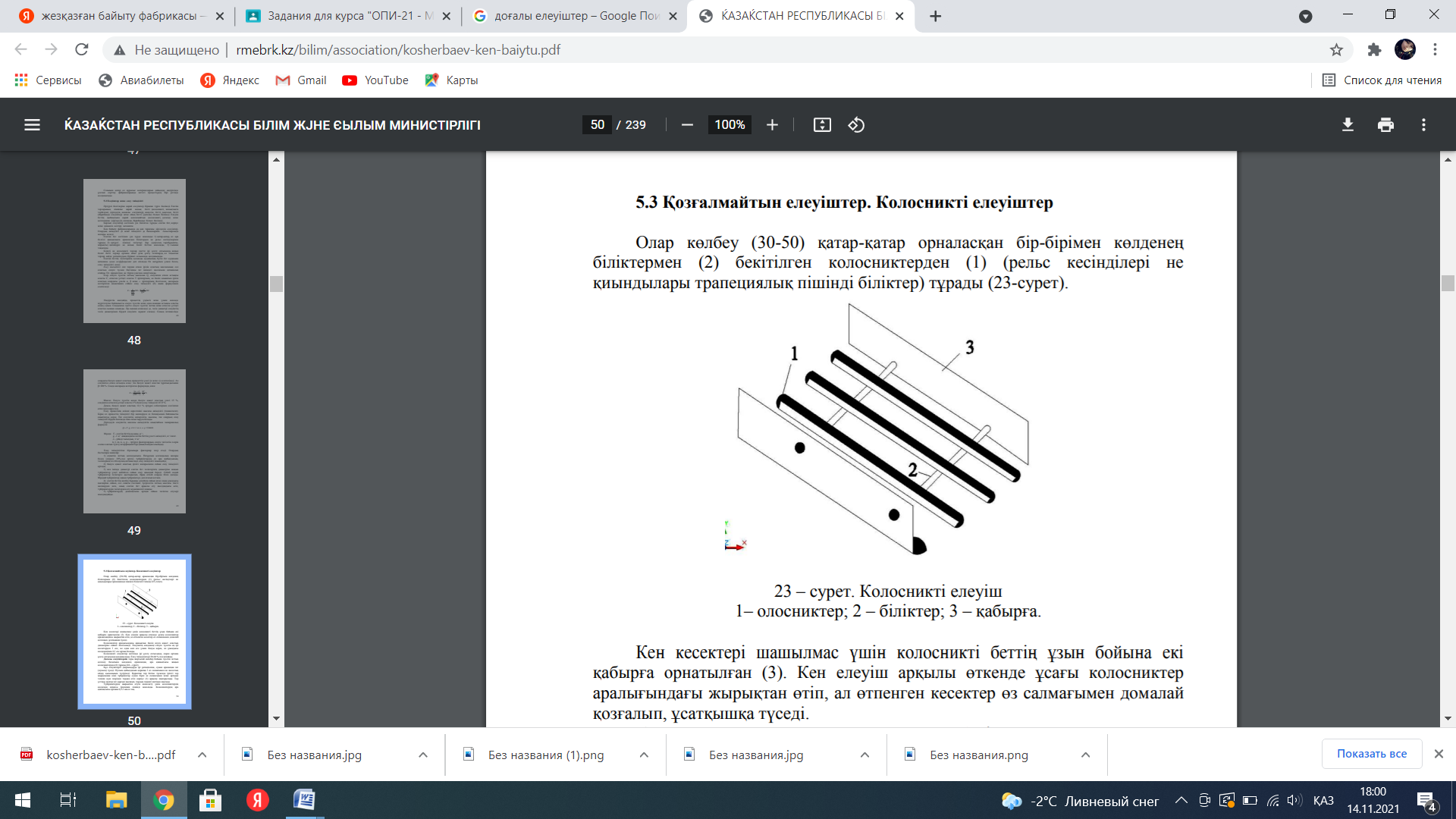
7-сурет.Колосникті елеуіш
1-олосниктер; 2-біліктер; 3-қабырға
Колосникті елеуіштер негізінде ірі ұсату сатысында, сирек орташа ұсату сатысында қолданылады. Елеу тиімділіктері 50-60 %-тен аспайды.
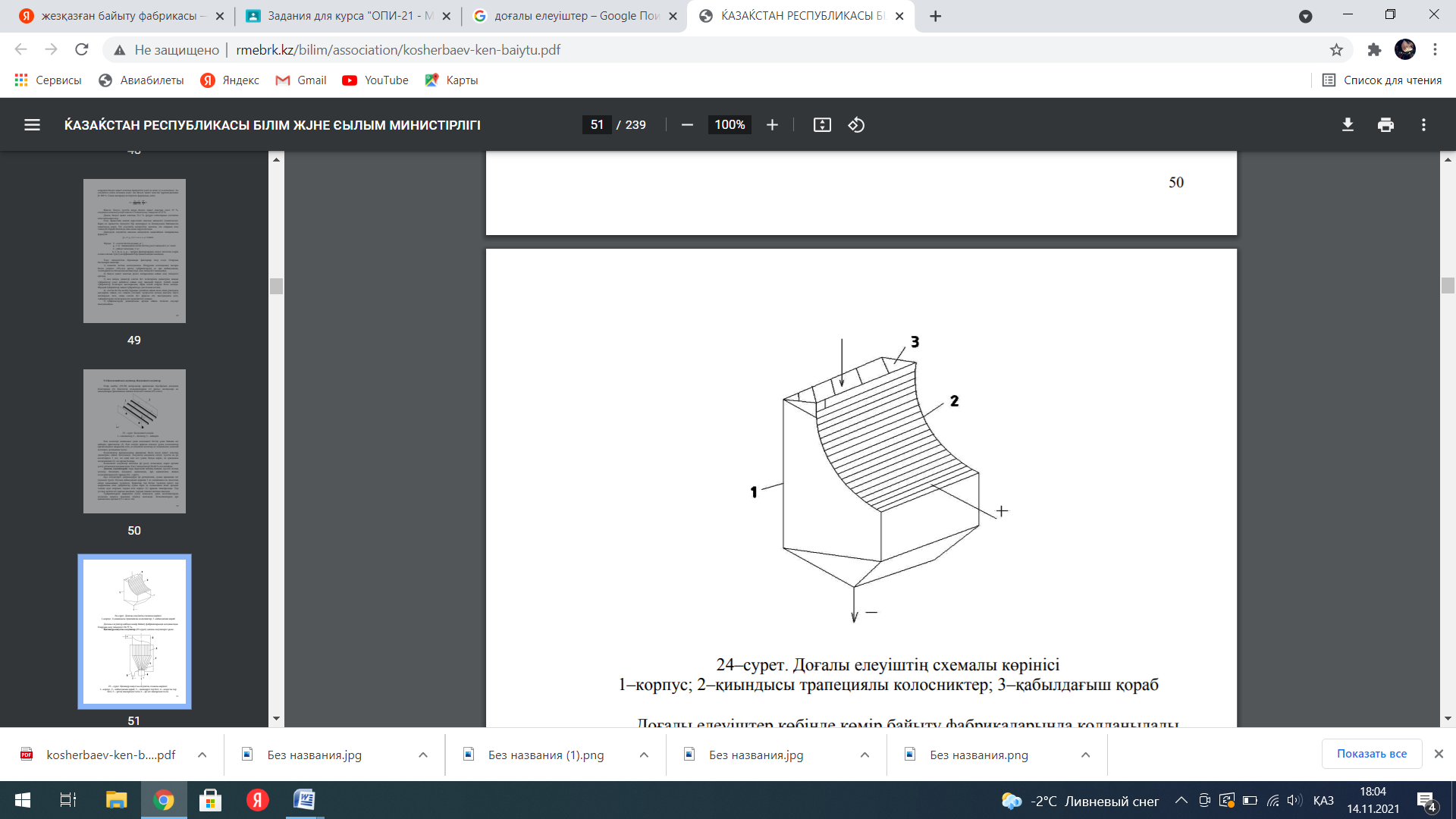
8–сурет. Доғалы елеуіштің схемалы көрінісі
1–корпус; 2–қиындысы трапециялы колосниктер; 3–қабылдағыш қораб
Доғалы елеуіштер көбінде көмір байыту фабрикаларында қолданылады. Олардың елеу тиімділігі 30-75 %.
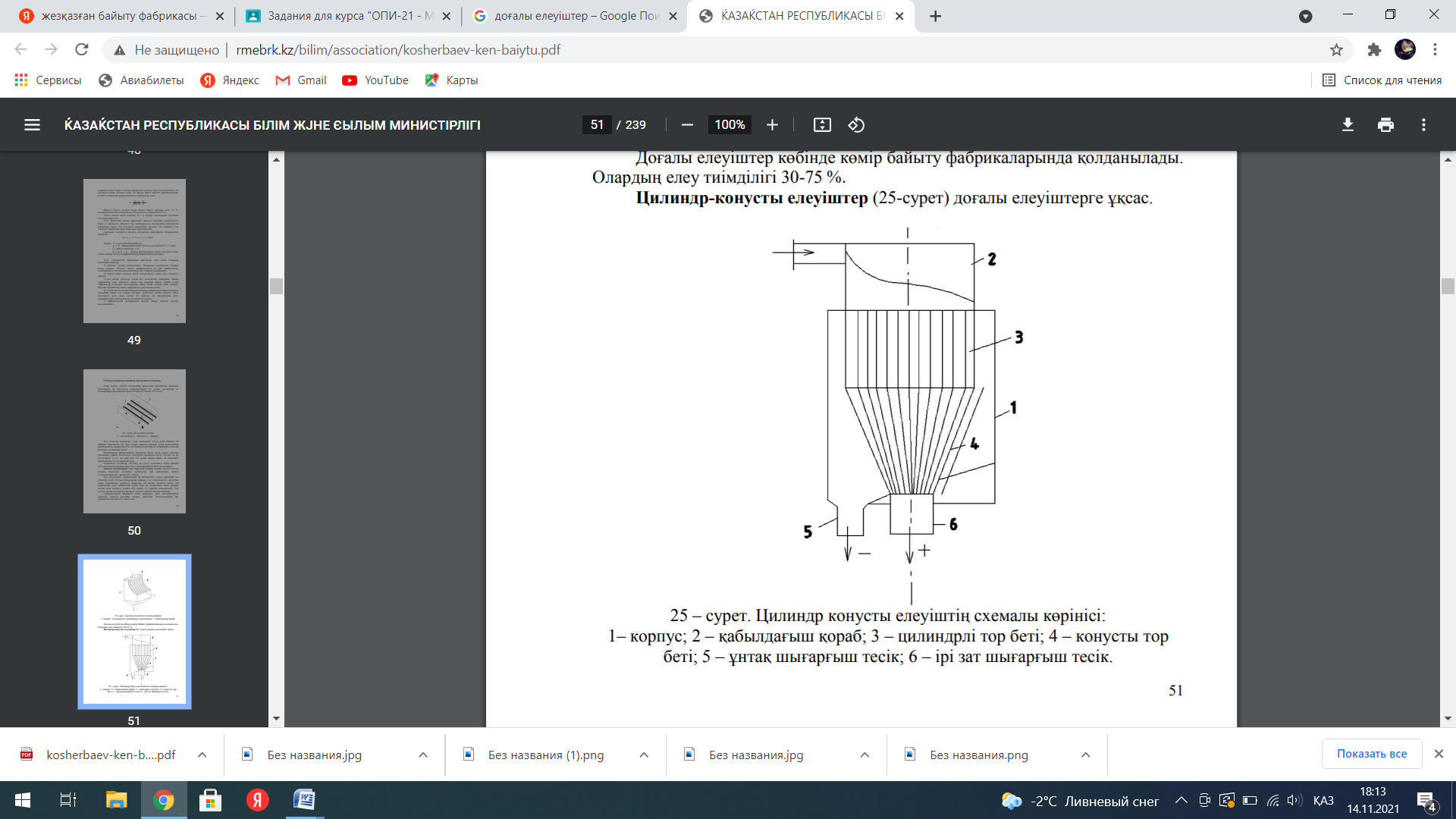
9 – сурет. Цилиндр конусты елеуіштің схемалы көрінісі:
1– корпус; 2 – қабылдағыш қораб; 3 – цилиндрлі тор беті; 4 – конусты тор беті; 5 – ұнтақ шығарғыш тесік; 6 – ірі зат шығарғыш тесік.
Қозғалмалы елеуіштер. Барабанды елеуіштердің (12-сурет) елегіш беті цилиндр не конус пішінді келеді. Барабанды елеуіштер көбінде балшықты, топырақты қазба түрлерін байытқанда қолданылады. Мұндағы негізгі мақсат − байыту процесіне түсіру алдында қазбадан балшықты, шаңды заттарды жуып-шайып бөліп шығару. Осы мақсатпен пайдаланғанда тордан өткен сулы ұсақ класс қалдық ретінде шығарылады. Байытуға тек ірі класс қана түседі. Барабанды елеуіштер осы үшін қолданылса скрубберлер депте аталады.
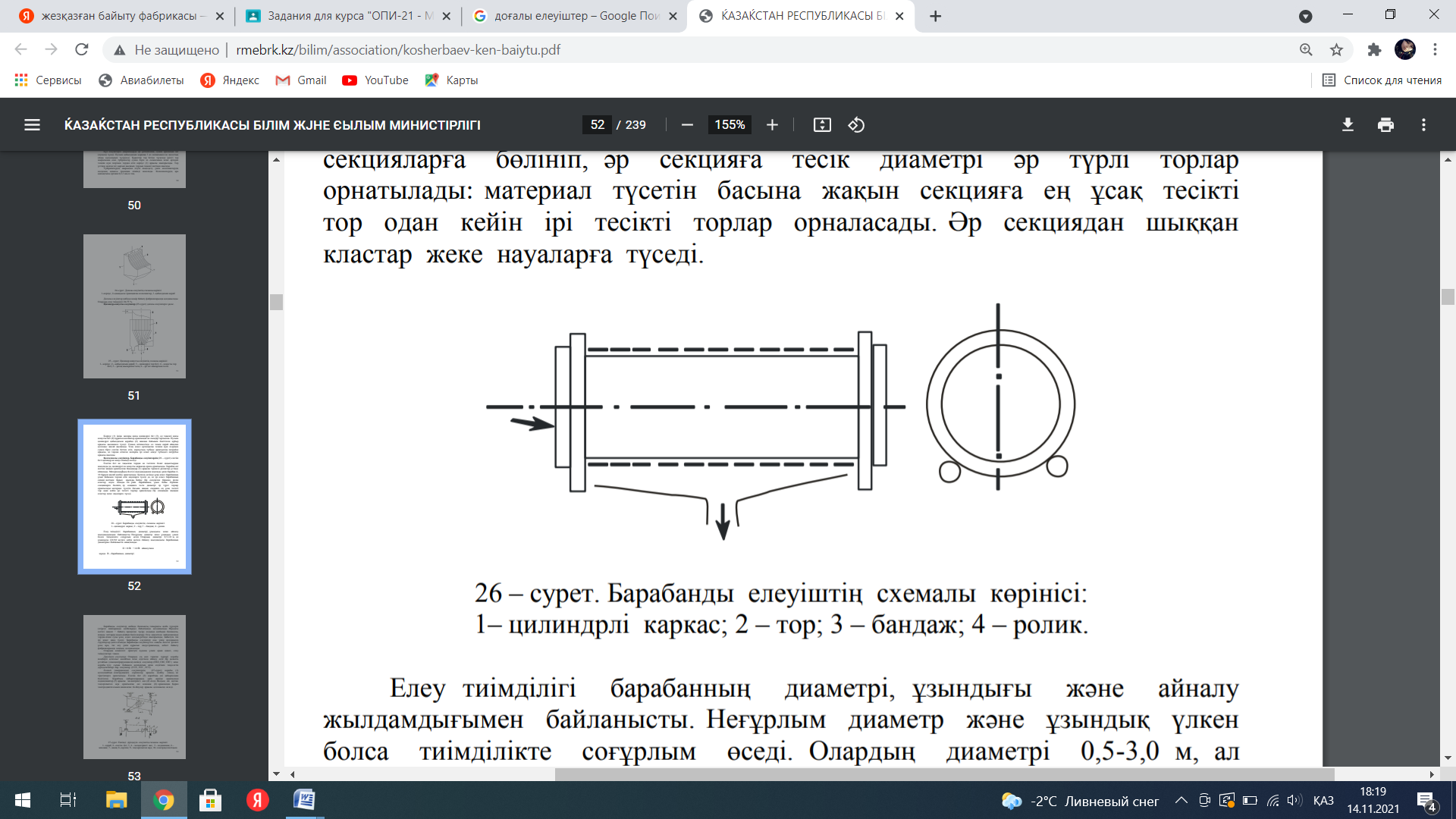
10 – сурет. Барабанды елеуіштің схемалы көрінісі:
1– цилиндрлі каркас; 2 – тор; 3 – бандаж; 4 – ролик.
Ұнтақтау
Ұсақ және майда сеппелі кендер байытылғанда ұсату процестерінен кейін ұнтақтау процестері жүргізіледі. Байыту процестерінің тиімділігі ұнтақтау процесінің нәтижесімен тығыз байланысты. Әсіресе кеннің бір мөлшерден тыс майдаланып ұнтақталуы өте зиянды.Сондықтан ұнтақтау процесі көбінде екі, не үш сатылы жүргізіледі. Ұнтақтау дәрежесі, әдетте, ұнтақталған зат ішіндегі диаметрі 0,074 мм-ден кіші класстың проценттік үлесімен анықталады. Шартты түрде, ол класстың үлесі 40-60 %-тен аспаса ірі ұнтақтау, 60-80 %- мөлшерінде болса ұсақ ұнтақтау, ал 80 %-тен жоғары 38 болса өте майда ұнтақтау болып саналады.
Кенді қажетсіз өте майдаламас үшін ұнтақтау процесі кезінде одан ұнтақтығы жеткен бөлігін үздіксіз бөліп алу қажет. Осыған байланысты ұнтақтау аппаратынан шыққан зат көбінде классификациялау процесіне түседі. Соның нәтижесінде кеннің ұнтақтылығы жеткен бөлігі бөлініп, ал жетіспеген бөлігі ұнтақтау процесіне қайта қайтарылады. Ұнтақтау процесі, соған сәйкес классификациялауда негізінде су ішінде жүргізіледі. Классификациялау процесінде екі өнім алынады: ұнтақтығы жеткен бөлік түрінде шыққан өнім
ағызынды деп, ал ұнтақтығы жетіспеген бөлік құм деп аталады. Құм қайтадан диірменге қайтарылса ұнтақтау тұйық циклде, ал сол диірменге қайтарылмаса ашық циклде жүргізіледі.
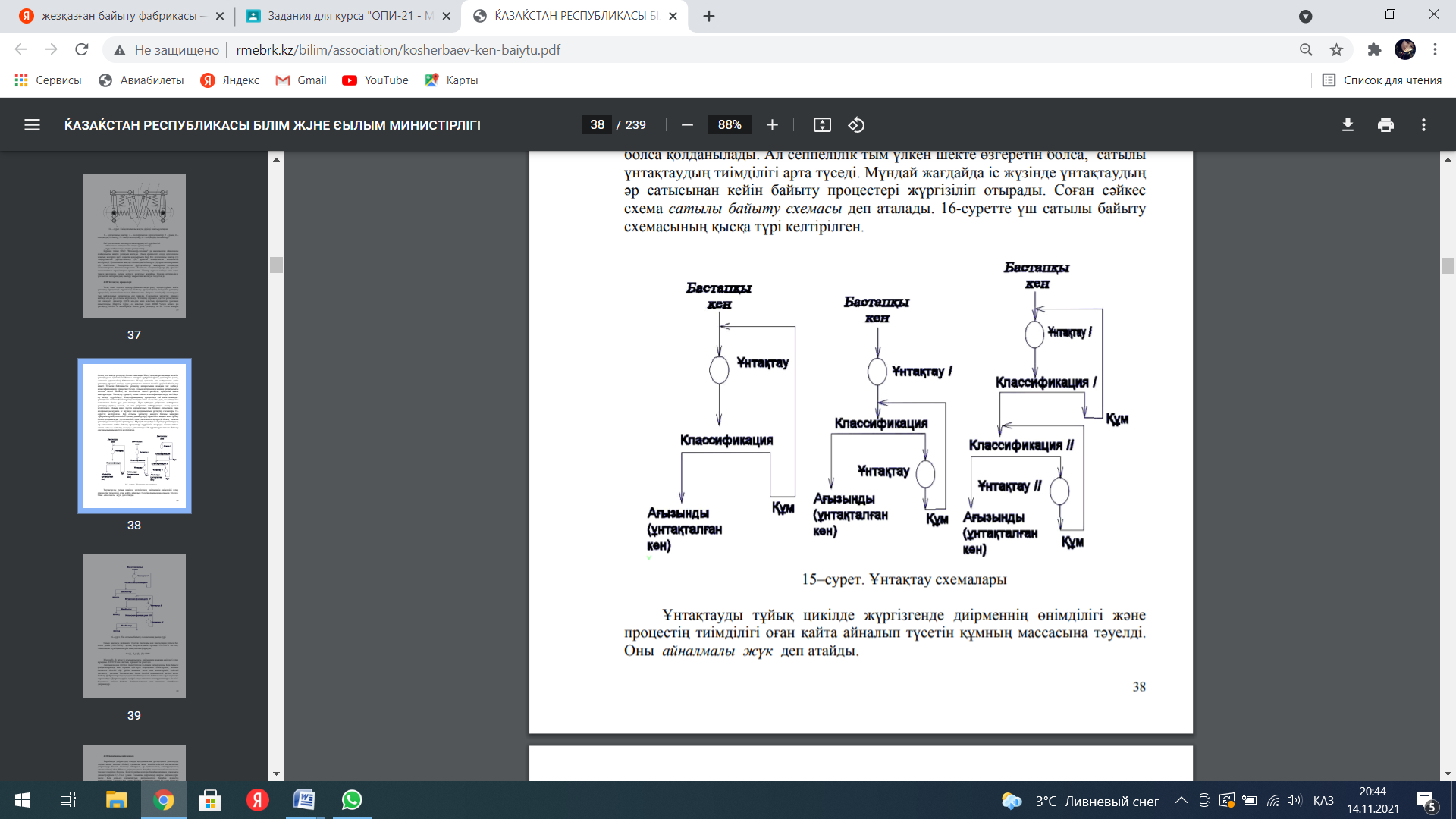
11–сурет. Ұнтақтау процесінің 1; 2; 3; сатылы схемалары
Ұнтақтау процесі диірмендерде жүргізіледі. Байыту фабрикаларында ең көп тараған диірмен түрі барабанды диірмендер.
Барабанды диірмендер оларда қолданылатын ұнтақтаушы денелердің түріне қарай: шарлы, білікті, галькалы және кеннің өзін-өзі ұнтақтайтын диірмендер болып бөлінеді.
-
Шарлы диірмендер-барлық ұнтақтауда әсіресе орташа және майда ұнтақтауда жүргізіледі. -
Білікті диірмендер- ірі және біркелкі ұнтақтауға қолданылады. -
Галкалы диірмендер-бұрын ұнтақталған, бірақ ұнтақтығы жетпеген кейбір өнімдердің ұнтақтылығын белгілі бір мөлшерге жеткізу үшін қолданылады. -
Өзін-өзі ұнтақтау диірмені- білікті диірменнен шыққан бірақ керекті мөлшері жетпеген диірменде ұнтақтайды.
Жіктеу-классификация
Классификация – минерал түйіршіктерінің суда (не ауада) шөгу жылдамдықтарына қарай әр түрлі ірілік кластарға бөлінуі. Яғни ұнтақтау процесінен кейін пульпаны екі өнімге: ағызынды және құмға бөлу үшін Шөгу кезінде түйіршіктерге негізінде үш күш әсер етеді: ауырлық күші, архимед күші және ортаның кедергі күші.
Байыту фабрикаларында классификация процесі кеңінен тараған.Ол негізінде мынадай мақсаттармен қолданылады:
1) Ұнтақтау схемаларында көмекші процесс ретінде диірменнен шыққан заттан ұнтақтығы жеткен бөлігін құмды бөлектен бөліп алуға;
2) бірдей шөгу принципіне байланысты классификациялау дайындау процесі ретінде кенді жинағыш столдарда байыту алдында жүргізіледі;
3) Пульпадан судың негізгі бөлігін, не керісінше, қатты заттың негізгі бөлігін бөліп алу үшін, демек сусыздандыру процесі ретінде жүргізіледі.
1.2.2.Негізгі байыту процесі
Негізгі байыту процесі пайдалы қазбалар концентратқа және бос жыныстар қалдыққа бөлінетін физикалық және физика-химиялық процестері болып табылады. Байыту процессіне
мынандай топтарға бөлінеді: гравитациялық, флотациялық, магниттік, электірлік және арнайы әдістемелер.
Гравитациялық байыту әдісі минералдың тығыздығының арасындағы айырмашылыққа
негізделген. Мысалы, тығыздықтары әртүрлі, бірақ көлемдері бірдей екі минерал түйіршіктерінің суда бату не ауада құлау жылдамдықтары тең болмауы нәтижесінде олардың қозғалыс траекториялары өзгереді де, әртүрлі бағытта жылжып бөлінеді. Гравитациялық әдіс ірі
сеппелі кендерді байытуда жиі қолданылады.
Флотация әдісі минерал түйіршіктері беттерінің сулануының әртүрлілігіне негізделген.
Егер беті нашар суланатын минерал түйіршігі су ішінде ауа көпіршігімен соқтығысса, ол оған жабысады да, су бетіне қалқьп шығады, ал жақсы суланатын түйіршіктер ауа көпіршігіне жабыспайды да, су ішінде қалып қояды.
Магнитті байыту әдісі құрамында магнитті қасиеті бар кендерді байытуға қолданылады. Мұндай кендерге темір, марганец және тағы басқа кейбір кен түрлері жатады. Минерал түйіршіктері (не кесектері) арнаулы аспапта магнит өрісінен өтеді.
Электрлік байыту әдісі минералдардың ток өткізу қасиеттеріне негізделген. Электр өрісінде ток өткізгіштігіне және бет зарядына қарай минералдар әртүрлі бағытта қозғалып бөлінеді.
Флотация процесі
Пайдалы қазбаларды байытуда флотация ең көп тараған байыту әдісіне жатады. Қазіргі кезде ол пайдалы қазбалардың барлық түрін байытуға қолданылады. Флотация процесінде минералдардың бөлінуі олардың су ішінде ауа көпіршіктеріне таңдамалы жабысуына негізделген. Көбікке суланбайтын минерал жиналады да, су ішінде суланатын минерал қалады. Флотацияның осы ең көп тараған түрі көбікті флотация деп аталады. Флотацияның басқа байыту әдістерінен ерекшелігі сол, кеннің ұнтақтығы 0,15-0,2 мм артпауы қажет. Демек, сеппелігіне (вкрапленность) байланысты өте майда ұнтақтауды қажет ететін кендерді байытуда тек флотация ғана қолданылады.
Минералдарды флотация әдісімен бөлуде олардың сулануындағы табиғи айырмашылық жеткіліксіз. Сондықтан олардың сулану айырмашылығын жасанды түрде арттыру қажет. Ол үшін көптеген түрлі химиялық заттар қолданылады. Оларды флотациялық реагенттер деп атайды. Флотациялық реагенттер үш топқа бөлінеді: жинағыштар, көбіктендіргіштер,реттегіштер немесе модификаторлар. Модификатордың өзі үш реттегіштен тұрады олар: активтендіргіш реттегіш, басқыш реттегіштер, ортаны реттегіштер.
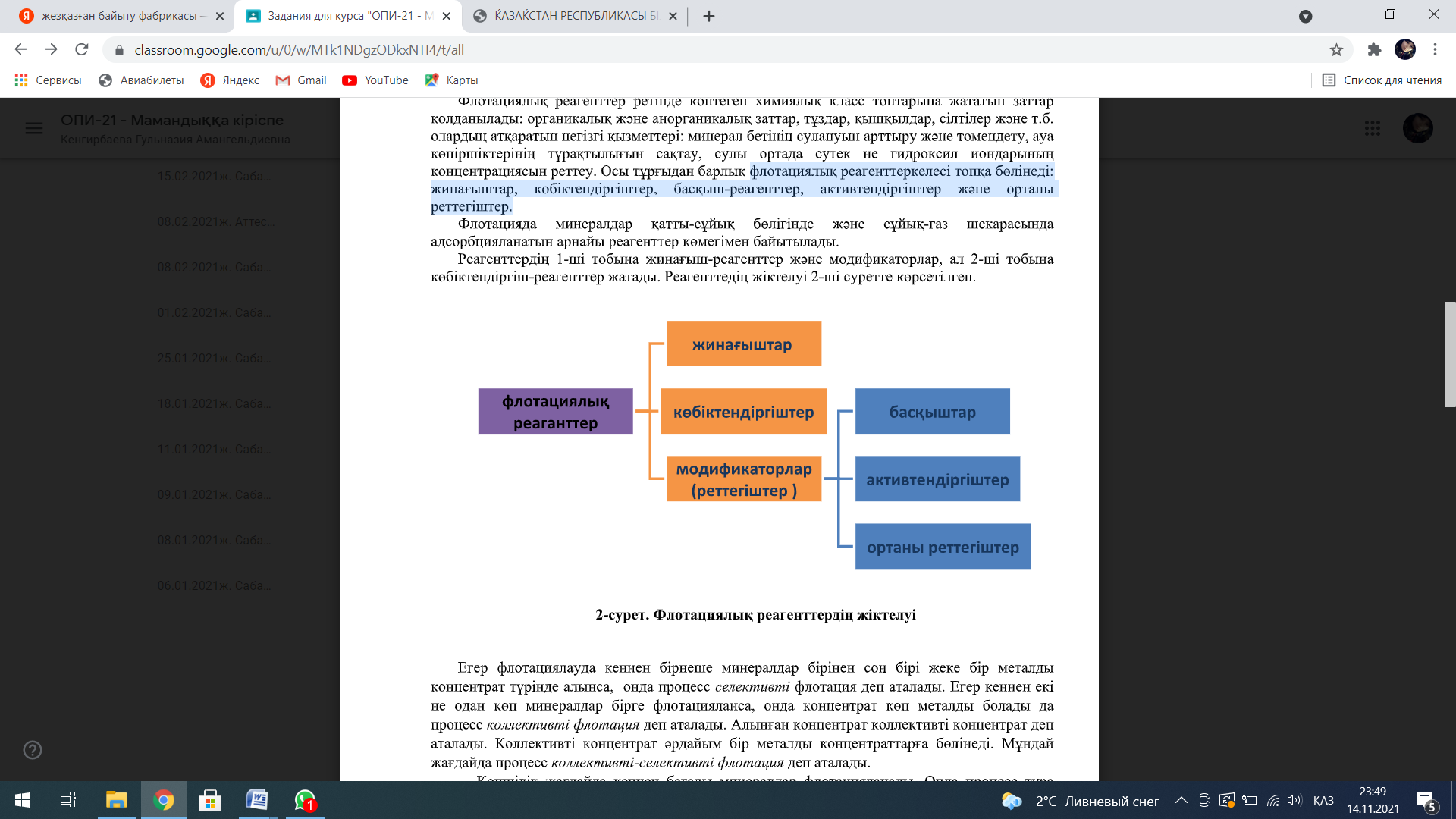
12-сурет. Флотациялық реагенттердің жіктелуі
Егер флотациялауда кеннен бірнеше минералдар бірінен соң бірі жеке бір металды концентрат түрінде алынса, онда процесс селективті флотация деп аталады. Егер кеннен екі не одан көп минералдар бірге флотацияланса, онда концентрат көп металды болады да процесс коллективті флотация деп аталады. Алынған концентрат коллективті концентрат деп аталады. Коллективті концентрат әрдайым бір металды концентраттарға бөлінеді. Мұндай жағдайда процесс
коллективті-селективті флотация деп аталады.
Флотациялық байытудың технологиялық схемалары. Флотациялық байыту схемаларының көп түрлігі негізінде екі фактормен анықталады: кендегі бағалы минералдардың сеппелік дәрежесі және жеке концентрат түрінде шығарылуға тиісті бағалы заттардың саны.
Кен бір компонентті және бағалы минералдың сеппелік дәрежесі біркелкіге жуық болса ол қарапайым схемамен байытылуы мүмкін. Бастапқы кен түсетін операция негізгі флотация деп аталады. Одан алынатын өнім бір не бірнеше тазалау флотацияларынан өтеді. Негізгі флотацияның камералық өнімінде әртүрлі себеппен бағалы заттың біразы қалып қояды. Оны қосымша бөліп алу үшін камералық өнім бақылау флотациясына түседі. Бақылау операциясының камералық өнімі қалдық ретінде алынады.
Флотациялық байыту схемасы 3 операциядан тұрады. Олар:негізгі флотация, бақылау флотациясы және тазалау операцияларынан
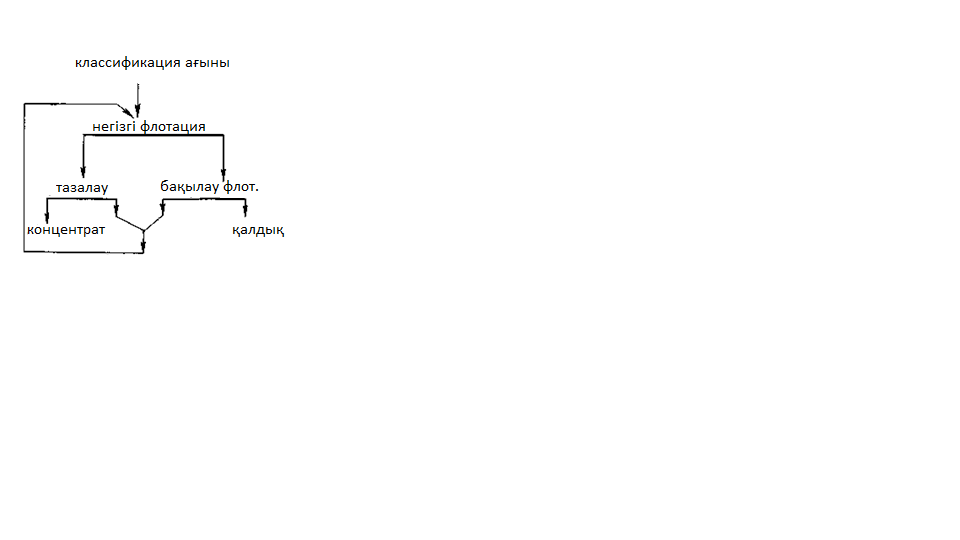
13-сурет. Флотация схемасы
Флотациялық байыту процесі флотациялық машиналарда немесе оны флотомашиналарда жүргізіледі. Өндірісте флотациялау машиналарының көптеген конструкциялық түрлері қолданылады. Оларды әртүрлі ерекшеліктеріне сай топтастыруға болады. Ең басты ерекшелікке оларда ауа көпіршіктерін жасау (ауа беру тәсіліне) әдісі жатады. Осыған байланысты олар механикалық, пневамтикалық және пневмомеханикалық флотациялау машиналарына бөлінеді.
Механикалық машиналар. Олардың басқалардан ерекшелігі пульпа ішінде ауа көпіршіктері жылдам айналатын импеллер әрекетімен пульпаға сорылатын ауаның уақталуымен пайда болады және минерал түйіршіктері оның қозғалысы әсерімен қалқымалы жағдайда болады.
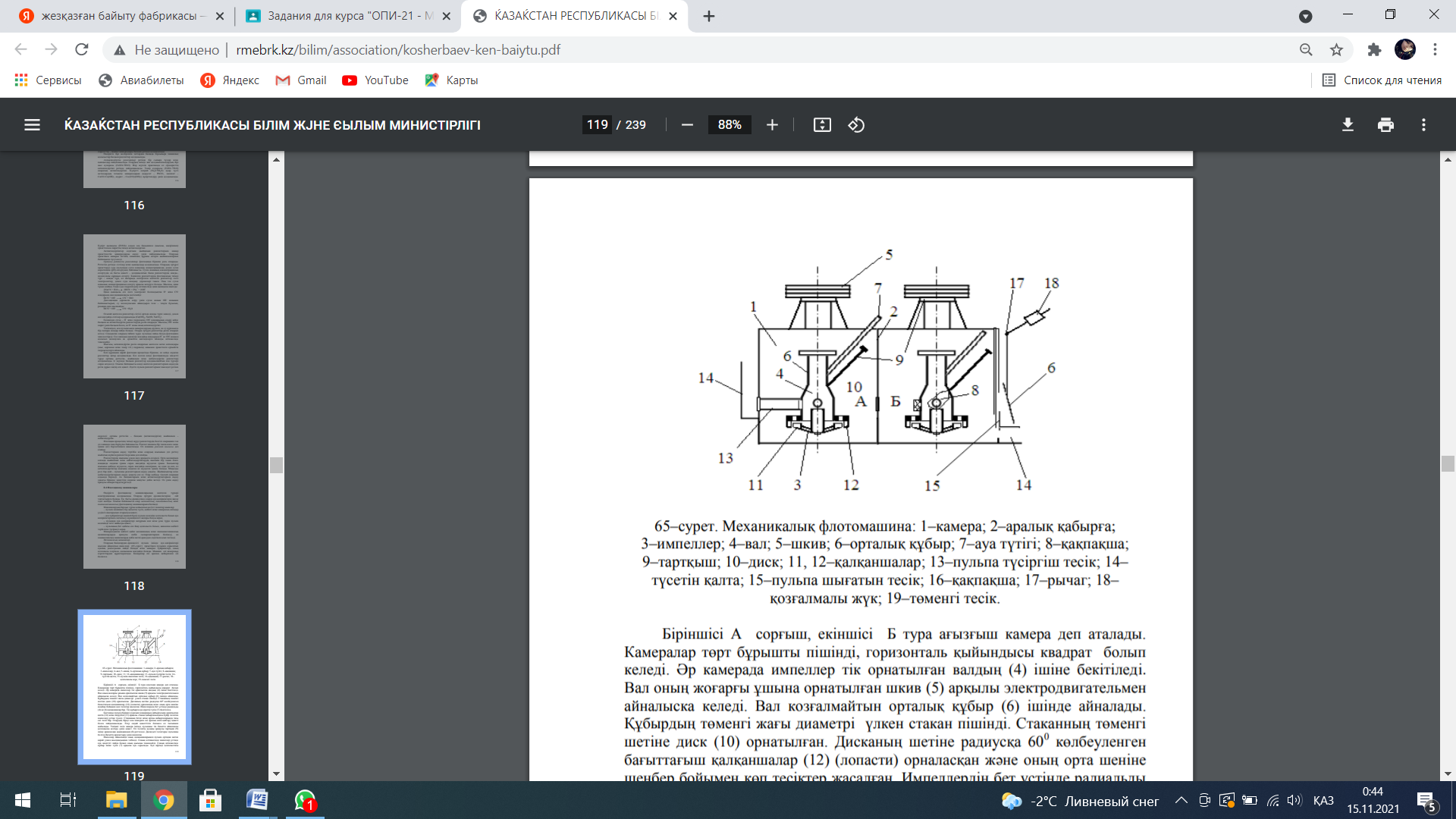
14-сурет. Механобр механикалық флотомашинасының қиынды көрінісі
1–камера; 2–аралық қабырға; 3–импеллер; 4–вал; 5–шкив; 6–орталық құбыр; 7–ауа түтігі; 8–қақпақша; 9–тартқыш; 10–диск; 11, 12–қалқаншалар; 13–пульпа түсіргіш тесік; 14– түсетін қалта; 15–пульпа шығатын тесік; 16–қақпақша; 17–рычаг; 18– қозғалмалы жүк; 19–төменгі тесік.
Пневматикалық флотациялау машиналары. Бұл машиналарда пульпаны көпіршіктендіру ауаны ауа айдағыштарымен қысымымен түсіру арқылы жүргізіледі. Оларда қозғалмалы бөлшектер жоқ және конструкциялары қарапайым келеді.