Добавлен: 05.12.2023
Просмотров: 2329
Скачиваний: 50
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
СОДЕРЖАНИЕ
1. Безопасные условия труда слесаря и противопожарные мероприятия.
Тема 1: «Плоскостная разметка»
Тема 3: «Правка и рихтовка металла»
Тема 7: «Сверление, зенкование, зенкерование и развёртывание отверстий»
Тема 10: «Пространственная разметка»
Тема 12: «Распиливание и припасовка»
Под шагом резьбы следует понимать поступательное перемещение средней точки образующей профиля, соответствующее одному ее полному обороту относительно оси резьбы.
Шаг резьбы определяется расстоянием между осями двух идентичных точек следующих один за другим одноименных витков или расстоянием, на которое перемещается гайка по винту при выполнении одного полного оборота для однозаходной резьбы.
Винтовую поверхность многозаходной резьбы можно рассматривать как несколько винтовых канавок, имеющих один номинальный диаметр (следовательно, и один номинальный шаг, который в много-заходной резьбе называется ходом t) и образованных на одной гладкой цилиндрической поверхности с равномерно расположенными по окружности заходами. Таким образом, ход резьбы t – это расстояние между ближайшими одноименными боковыми сторонами профиля, принадлежащими одной и той же винтовой поверхности, в направлении, параллельном оси резьбы.
Ход резьбы – это относительное осевое перемещение винта или гайки за один оборот.
Резьбы бывают однозаходные и многозаходные, а также правые и левые. Резьба многозаходная, если на один ход нарезки попадает два или более профиля резьбы.
В зависимости от конфигурации резьбы бывают метрические (нормальные и мелкие), дюймовые, трубные, трапецеидальные, симметричные и несимметричные, закругленные, прямоугольные. Они могут быть цилиндрические и конические.
Угол профиля метрических резьб – 60°, дюймовых цилиндрических – 55°, дюймовых конических – 60°, трубной цилиндрической и конической – 55°, трапецеидальной – 30°.
Техника безопасности при нарезании резьбы:
-
при нарезании резьбы вручную в заготовках с сильно выступающими острыми частями необходимо следить за тем, чтобы при повороте метчика с воротком не поранить руку; -
во избежание поломки метчика нельзя работать затупившимся метчиком, а при нарезании резьбы в глухих отверстиях следует чаще удалять стружку из отверстия; -
особую осторожность следует соблюдать при нарезании резьб малого диаметра (5мм и менее) во избежание поломки метчика; -
надев спецодежду, волосы тщательно заправить под берет; -
необходимо прочно закреплять заготовку в тисках; -
при опиливании заготовок с острыми кромками нельзя поджимать пальцы левой руки под напильником при обратном ходе; -
во избежание травматизма верстак, тиски, рабочий и измерительный инструмент должны содержаться в порядке и храниться в надлежащих местах.
Тема 9: «Клёпка»
Клепка – это операция получения неразъемного соединения материалов с использованием стержней, называемых заклепками. Заклепка, заканчивающаяся головкой, устанавливается в отверстие соединяемых материалов. Выступающая из отверстия часть заклепки расклепывается в холодном или горячем состоянии, образуя вторую головку.
Заклепочные соединения применяются:
в конструкциях, работающих под действием вибрационной и ударной нагрузки, при высоких требованиях к надежности соединения, когда сварка этих соединений технологически затруднена или невозможна;
когда нагревание мест соединения при сварке недопустимо вследствие возможности коробления, термических изменений в металлах и появляющихся значительных внутренних напряжениях;
в случаях соединения различных металлов и материалов, для которых сварка неприменима.
Для выполнения заклепочных соединений применяются следующие виды заклепок: с полукруглой головкой, с потайной головкой, с полупотайной головкой, трубчатая, взрывная, разрезная (рис. 29). Кроме того, применяются заклепки с плоскоконической головкой, с плоской головкой, с конической головкой, с конической головкой и подголовкой, с овальной головкой.
Заклепки изготавливаются из углеродистой стали, меди, латуни или алюминия. При соединении металлов подбирают заклепку из того же материала, что и соединяемые элементы.
Заклепка состоит из головки и цилиндрического стержня, называемого телом заклепки. Часть заклепки, выступающая с другой стороны соединяемого материала и предназначенная для формирования замыкающей головки, называется ножкой.
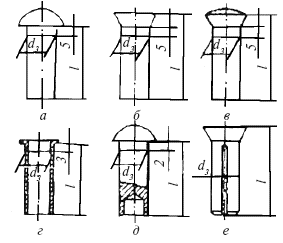
Рисунок 18. Заклепки: Заклепки:
а – с полукруглой головкой; б – с потайной головкой; в– с полупотайной головкой; г – трубчатая; д – взрывная; е – разрезная
Длина заклепки с полукруглой головкой измеряется до основания головки (длина тела), длина заклепки с потайной головкой измеряется вместе с головкой, длина заклепки с полупотайной головкой измеряется от грани перехода сферы к конусу до торца тела заклепки.
Диаметр заклепки определяется диаметром тела и измеряется на расстоянии 6 мм от основания головки. Диаметр отверстия под заклепку при горячей клепке должен быть на 1 мм больше диаметра заклепки.
Стальную заклепку диаметром до 14 мм можно расклепывать в холодном состоянии. Заклепки диаметром более 14 мм клепаются в горячем состоянии. Диаметры заклепок от 10 до 37 мм увеличиваются через 3 мм.
При клепке используются просверленные, проколотые или пробитые отверстия. При прочных, плотных и прочно-плотных заклепочных соединениях используются исключительно просверленные отверстия.
Заклепочные соединения бывают внахлестку, встык с одной накладкой, встык с двумя накладками симметрично, встык с двумя накладками несимметрично.
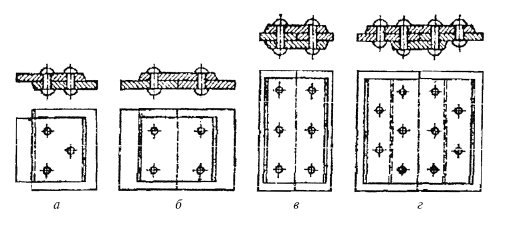
Рисунок 19. Виды заклепочных соединений: Виды заклепочных соединений:
а – внахлестку; б – встык с одной накладкой; в – встык с двумя накладками, симметричные; г – встык с двумя накладками, несимметричные
С точки зрения прочности и плотности используются следующие виды заклепочных соединений: прочные, от которых требуется только механическая прочность; плотные, к которым предъявляются только требования плотности и герметичности; прочно-плотные, от которых помимо механической прочности требуется также герметичность соединения. Последнее достигается увеличением головки и наличием подголовка заклепки, достаточно частым размещением заклепок подчеканкой обреза соединяемых листов и головок заклепок.
Заклепочные швы делятся на продольные, поперечные и наклонные. Они могут быть однорядные, двухрядные и многорядные (параллельные и с шахматным расположением заклепок). Швы могут быть полные и неполные.
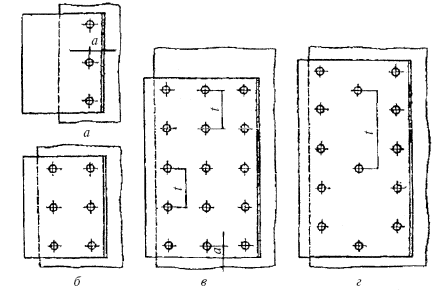
Рисунок 20. Виды заклепочных швов: Виды заклепочных швов:
а – однорядный; б – двухрядный; в – многорядный полный; г – многорядный неполный
Перед клепкой различных видов заклепочных соединений следует определить шаг клепки (шаг данного ряда – это расстояние между двумя ближайшими заклепками в этом ряду, шаг шва – это наименьшая кратность всех шагов в рядах) и расстояние от оси заклепок до края полосы.
В зависимости от диаметра заклепки, потребности и вида клепки используются ручная и механическая клепка.
Замыкающую головку получают ударной клепкой и клепкой давлением. Ударная клепка универсальная, но шумная; клепка давлением более качественна и бесшумна.
Для ручной клепки используются молотки для формирования головки заклепки, обжимки, поддержки, прихваты и клещи.
Для механической клепки используются пневматические или электрические молотки, клепальные клещи, подпоры подголовки заклепок, консоли. На больших промышленных предприятиях используются клепальные машины – эксцентриковые и гидравлические.
Заклепки можно нагревать в кузнечном горне, контактно, токами промышленной частоты на электрических нагревательных установках, а также газовым пламенем.
Неправильная клепка имеет место вследствие не до гретой или перегретой заклепки, плохой подгонки друг к другу соединяемых элементов, ошибки при формировании головки, чрезмерно короткого или длинного тела заклепки, искривления тела заклепки в отверстии, а также из-за слишком глубокого отверстия, просверленного для потайной головки.
Для клепки необходимо использовать исправный инструмент. На руки следует надеть рукавицы, глаза защитить очками. Следует правильно установить головку заклепки в поддержку или консоль, правильно установить обжимку на тело заклепки. Во время клепки нельзя касаться обжимки рукой.
Техника безопасности при клёпке:
-
При регулировании пневматического инструмента нельзя пробовать молоток, придерживая обжимку руками, так как из-за большой силы удара удержать ее очень трудно, в результате могут быть повреждены руки. Поддержку не следует сжимать в руках, ее лишь надо направлять на заклепку. -
Клепка сопровождается резким стуком, вредно действующим на слух и нервную систему работающих и понижающим производительность труда.