Добавлен: 05.12.2023
Просмотров: 2314
Скачиваний: 50
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
СОДЕРЖАНИЕ
1. Безопасные условия труда слесаря и противопожарные мероприятия.
Тема 1: «Плоскостная разметка»
Тема 3: «Правка и рихтовка металла»
Тема 7: «Сверление, зенкование, зенкерование и развёртывание отверстий»
Тема 10: «Пространственная разметка»
Тема 12: «Распиливание и припасовка»

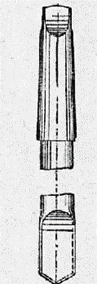
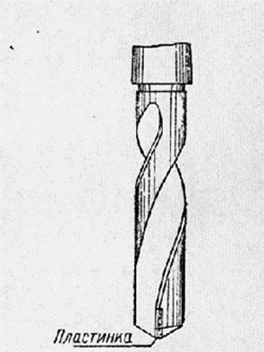
Рисунок 11. Центровочное сверло Рисунок 12. Перовое сверло Рисунок 13. Сверло с пластинкой
из твердых сплавов
Зенкованием называется обработка выходной части отверстия, например, снятие заусенцев с краев отверстий, образование углублений под потайные головки винтов и заклепок. Эта операция выполняется на сверлильных станках с помощью режущего инструмента называемого зенковками. Зенковки по форме режущей части подразделяются на конические и цилиндрические с торцевыми зубьями, снабженные цапфой.
Конические зенковки предназначены для снятия заусенцев в выходной части отверстия, получения конического углубления в отверстии под опоры конических головок винтов и заклепок и для центрования отверстий. Наибольшее распространение получили конические зенковки с углом конуса при вершине 30, 60, 90 и 120°.
Цилиндрические зенковки с торцевыми зубьями применяются для расширения выходной части цилиндрических отверстий под головки винтов, под плоские шайбы, а также для подрезания торцов, плоскостей бобышек, для выборки уступов и углов. Эти зенковки имеют направляющую цапфу, которая при обработке входит в просверленное отверстие, обеспечивая точность совпадения оси отверстия с цилиндрическим отверстием, образованным зенковкой. Цилиндрические зенковки имеют число зубьев от 4 до 8.
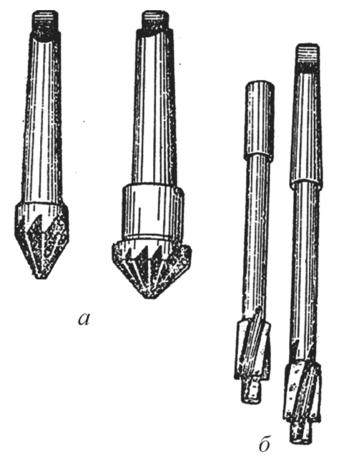
Рисунок 14. Зенковки: а) - конические, б) - цилиндрические.
Зенкерование. Зенкерованием называют операцию механической обработки резанием стенок или входной части отверстия; зенкерование производится по отверстиям, полученным при отливке или ковке (черным) или по просверленным заранее. Цель зенкерования — получение более точных размеров отверстий и положения их осей, фасонная обработка торцовой (входной) части отверстия для получения углублений под головки винтов и пр.
Процесс резания при зенкеровании подобен одновременной работе нескольких расточных резцов, которыми в данном случае можно считать зубья зенкера.
Существуют четыре основных типа зенкеров: для расширения отверстий, для получения цилиндрических углублений отверстий, для получения конических углублений отверстий, для зачистки торцовых поверхностей.
Зенкеры для расширения отверстий изготовляются трехзубыми (для отверстий до 30 мм) и четырехзубыми (для отверстий до 100 мм). На рисунке 14, а – показан трехзубый зенкер с коническим хвостовиком для крепления в шпинделе станка, а на рисунке 14, б — четырехзубый насадной зенкер. С целью повышения производительности зенкеры оснащают пластинками из твердых сплавов.
Помимо цельных зенкеров изготовляют также зенкеры со вставными ножами, изготовленными из быстрорежущей стали или армированными твердыми сплавами. Преимуществом таких зенкеров является экономия быстрорежущей стали и возможность регулирования диаметра обработки. Насадные зенкеры со вставными ножами могут иметь 6 зубьев
Обработка зенкерами обеспечивает исправление оси отверстиями, повышает точность до 4—5-го классов и чистоту поверхности до 4—6-гсг классов:
Зенкеры для получения цилиндрических углублений (рис. 14, в) имеют направляющую цапфу, которая изготовляется за одно целое с корпусом зенкера или (в других конструкциях) делается сменной.
Зенкеры для получения конических углублений — зенковки (рис. 14, г) — чаще всего имеют угол 2cf> = 60°, реже 75°, 90° и 120°. Число зубьев в зенковках колеблется от 6 до 12.
Зенкеры для зачистки торцовых поверхностей (рис. 14, д) имеют зубья только на торце. Число зубьев этих зенкеров, в зависимости от их диаметра, бывает равно 2, 4 или 6.
Кроме описанных, существуют также комбинированные зенкеры для получения ступенчатых отверстий. Эти зенкеры позволяют производить сложную обработку на простом станке, чем достигается уменьшение.
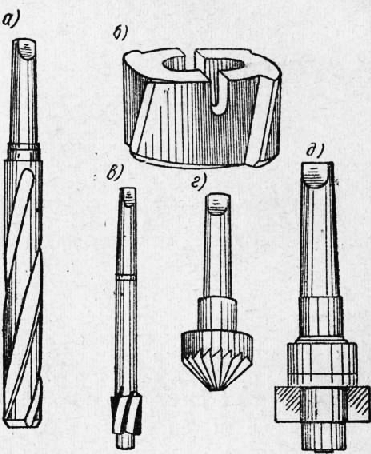
Рисунок 15. Зенкеры
Развертывание. Развертыванием называют операцию механической обработки резанием стенок отверстий с целью получения высокой точности и чистоты поверхности. При развертывании со стенок предварительно обработанных (сверлением и зенкерованием или только сверлением) отверстий снимается слой металла в несколько десятых миллиметра; отверстия получаются в пределах 1—3-го классов точности и 6—9-го классов чистоты. Для получения точных и чистых отверстий применяют последовательно черновое и чистовое развертывание.
По форме обрабатываемого отверстия развертки делятся на цилиндрические и конические.
Развертки, также как и зенкеры, делают хвостовыми и насадными.
Рабочая часть цилиндрической развертки состоит из режущей части калибрующей части и заднего конуса. Число зубьев развертки берется четным (шесть и больше) для достижения точного промера диаметра развертки. Во избежание получения граненого отверстия распределение зубьев по окружности делают неравномерным, однако с учетом того, чтобы обеспечить возможность промера диаметра по ленточке (колебание шага 1—4°).
По способу применения развертки разделяют на машинные и ручные; по конструкции — на цельные и сборные со вставными ножами. Для увеличения стойкости режущую часть зубьев армируют пластинками твердых сплавов.
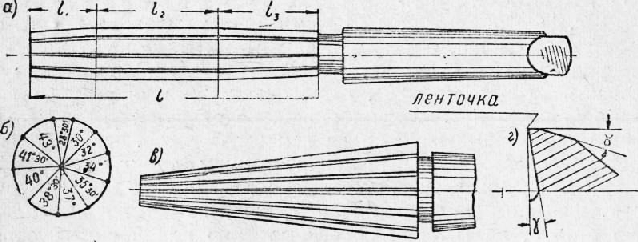
Рисунок 16. Развертки
Техника безопасности при сверлении, зенкеровании, зенковании и развертывании отверстий:
-
надев спецодежду, волосы тщательно заправить под берет; -
расположить инструменты и заготовки в определенном установленном порядке на тумбочку или специальном приспособлении, убрать все лишнее; -
проверить исправную работу станка на холостом ходу; -
не оставлять ключа в сверлильном патроне после смены режущего инструмента; -
не браться за вращающийся режущий инструмент и шпиндель; -
не вынимать рукой сломанных режущих инструментов из отверстия, пользоваться для этого специальными приспособлениями; -
постоянно следить за исправностью режущего инструмента и устройств для крепления заготовок и инструмента; -
не передавать и не принимать каких-либо предметов через работающий станок; -
не работать на станке в рукавицах; -
не оставлять работающий станок без присмотра.
Тема 8: «Нарезка резьбы»
Нарезание резьбы – это образование винтовой поверхности на наружной или внутренней цилиндрической или конической поверхностях детали.
Нарезание винтовой поверхности на болтах, валиках и других наружных поверхностях деталей можно выполнять вручную или машинным способом. К ручным инструментам относятся: круглые разрезные и неразрезные плашки, а также четырех– и шестигранные пластинчатые плашки, клуппы для нарезания резьбы на трубах. Для крепления плашек используются плашкодержатели и клуппы. Круглая плашка используется также для машинного нарезания резьбы.
Нарезание наружной резьбы машинным способом может производиться на токарных станках резьбовыми резцами, гребенками, резьбонарезными головками с радиальными, тангенциальными и круглыми гребенками, вихревыми головками, а также на сверлильных станках резьбонарезными головками, на фрезерных станках резьбонарезными фрезами и на резьбошлифовальных станках однониточными и много-ниточными кругами.
Получение наружной резьбовой поверхности может быть обеспечено ее накатыванием плоскими плашками, круглыми роликами на резьбонакатных станках. Применение резьбонакатных головок с осевой подачей позволяет накатывать наружные резьбы на сверлильном и токарном оборудовании.
Нарезание резьбы в отверстиях выполняют метчиками вручную и машинным способом. Различают цилиндрические и конические метчики. Ручные метчики бывают одинарные, двухкомплектные и трех-комплектные. Обычно используют комплект, состоящий из трех метчиков: чернового, обозначенного одной черточкой или цифрой 1; среднего, обозначенного двумя черточками или цифрой 2; и чистового, обозначенного тремя черточками или цифрой 3.
Таблица 1. Область применения ручных метчиков
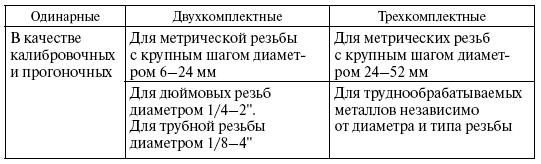
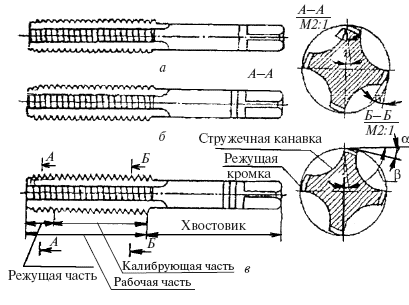
Рисунок 17. Метчики ручные слесарные: Метчики ручные слесарные:
а – черновой; б – средний; в – чистовой
Имеются специальные метчики: для плашек (плашечные метчики с длинной режущей частью), для гаек, для труб, для легких сплавов, а также с конической рабочей частью. Метчиками можно нарезать резьбу в сквозных и глухих отверстиях или калибровать маточными метчиками ранее нарезанную резьбу.
На хвостовик ручного метчика, заканчивающийся квадратной головкой, надевается вороток с постоянным или регулируемым квадратным отверстием.
В ряде случаев применяются комбинированные метчики, которыми можно производить сверление и нарезание резьбы.
Машинные метчики применяются для нарезания внутренней резьбы на сверлильных и токарных станках всех типов. Ими можно нарезать резьбы за один или несколько проходов. За один проход нарезают резьбу с шагом до 3 мм, а за 2–3 прохода – резьбы с более крупным шагом, особо длинные резьбы, а также гладкие резьбы в труднообрабатываемых материалах независимо от шага.
Для нарезания резьбы в гайках на станках применяются гаечные метчики. Они работают без реверсирования и при нарезании гайки нанизываются на хвостовик. Различают гаечные метчики с прямым и изогнутым хвостовиком.
Для нарезания внутренней резьбы большого диаметра применяются резьбонарезные головки с регулируемыми гребенками или сходящимися плашками.
Элементы метчика: рабочая часть, состоящая из режущей и калибрующей частей, и хвостовик. На рабочей части нанесены спиральная нарезка и продольные канавки для удаления стружки. Режущие кромки получаются на пересечении спиральной нарезки и продольных канавок для удаления стружки. Хвостовая часть заканчивается квадратной головкой для установки в патрон. Метчики изготавливают из углеродистой инструментальной стали У12 и У12А, быстрорежущей стали Р12 и Р18, легированной стали Х06, ХВ, ИХ.
Винтовая поверхность – это поверхность, описываемая кривой-образующей, равномерно вращающейся вокруг оси и одновременно совершающей равномерное поступательное движение вдоль этой оси. Применительно к резьбовой поверхности образующей является треугольник (для метрических и дюймовых резьб), трапеция (для трапецеидальных резьб) и прямоугольник (для прямоугольных резьб, например, в ходовых винтах домкратов).
Профиль резьбы – это контур, полученный путем рассечения винтовой поверхности плоскостью, проходящей через ось винта. Профиль резьбы состоит из выступов и впадин витков. Ось вала является осью винтовой поверхности. Параметрами резьбы являются наружный диаметр d, внутренний диаметр d1, средний диаметр d2, шаг Р, угол профиля резьбы d. Профиль резьбы делится на две части: выступы и впадины. Резьбы могут быть однозаходные и многозаходные.